台车式抛喷丸清理机智能电控系统
2021-04-07李长泰滕晶晶孙林林
李长泰,滕晶晶,高 磊,孙林林
(1.青岛双星装备制造有限公司,山东青岛 266400;2.青岛伊克斯达智能装备有限公司,山东青岛 266400;3.双星漯河中原机械有限公司,河南漯河 462300)
1 前言
随着经济全球化的加深,我国的科技水平和经济水平也得到了更好、更快的发展,与此同时铸造行业也面临了相当激烈的生产竞争,如何在相同劳动力下更好更快的生产出更多满足工艺需求的铸件成为了关键。清理机就是为了满足用户特定工艺要求而设计的专用设备,该设备能快速、有效、安全的清理铸件,而其中的台车式抛喷丸清理机适合于锻铁件、铸钢件、锻件及板焊件的抛喷丸清理,以去掉工件表面上的粘砂、铁锈、氧化皮、污物等,使工件表面满足生产工艺要求,提高工件抗疲劳性能,增加工件喷漆时的漆膜附着力,并最终达到提高工件表面及内在质量的目的。台车式抛喷丸清理机同时带有喷丸机构对工件进行有目标补充清理,达到满足生产工艺要求的目的。
2 台车式抛喷丸清理机简介
台车式抛喷丸清理机主要由台车输送系统、抛丸清理系统、除尘系统、喷丸系统和电控系统组成。台车输送系统主要是台车的变频调速和台车的正反转,台车输送采用变频调速,使台车达到合理速度,平稳进出,而台车正反转是为了让铸件表面清理的更全面,更彻底;抛丸清理系统主要有抛丸器、清理室、提升机、分离器、螺旋输送器、供丸系统等组成;除尘系统由风机、脉冲袋式除尘器、排尘管路、脉冲控制仪等组成,清理室侧面及上方都有除尘口,能将清理过程产生的灰尘及颗粒吸走;喷丸系统是通过喷丸罐的几个电磁阀控制气压及阀门,让钢丸通过喷枪喷射到铸件表面进行补充清理;电控系统严格按照工艺流程自动控制清理的整个过程。台车式抛喷丸清理机如图1 所示。
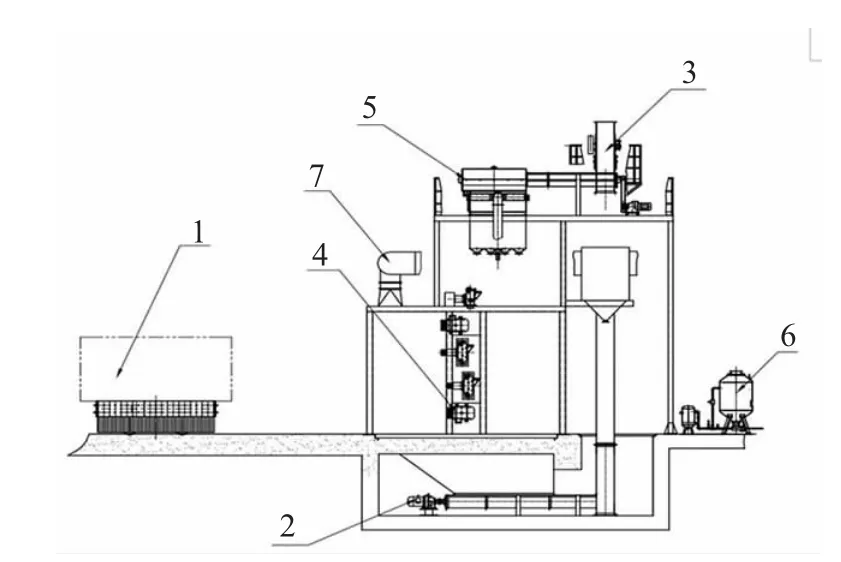
图1 台车式抛喷丸清理机结构
在清理过程中,由变频器带动的台车将铸件运送到清理室指定位置,关闭大门后,台车自转,其上面的铸件受到不同方向抛丸器抛射出钢丸的打击,快速有效的使铸件表面的铁锈和污物脱落,铸件表面满足生产工艺需要。在抛丸过程中,掉落下来的灰尘钢丸的混合物经清理室的漏斗,通过螺旋输送器和提升机提升至分离器上,最后分离出有效的钢丸落入料斗中,为下一次清理提供有效钢丸。清理过程产生的灰尘通过除尘口,进入到除尘系统中,经处理合格后排放到大气中。清理完成的工件通过台车运输出来,此次清理过程结束。
3 台车式抛喷丸清理机智能电控系统的设计规划
台车式抛喷丸清理机控制系统主要有PLC控制器、变频器、触摸屏、执行装置以及各种低压电气元件组成,其系统结构如图2。
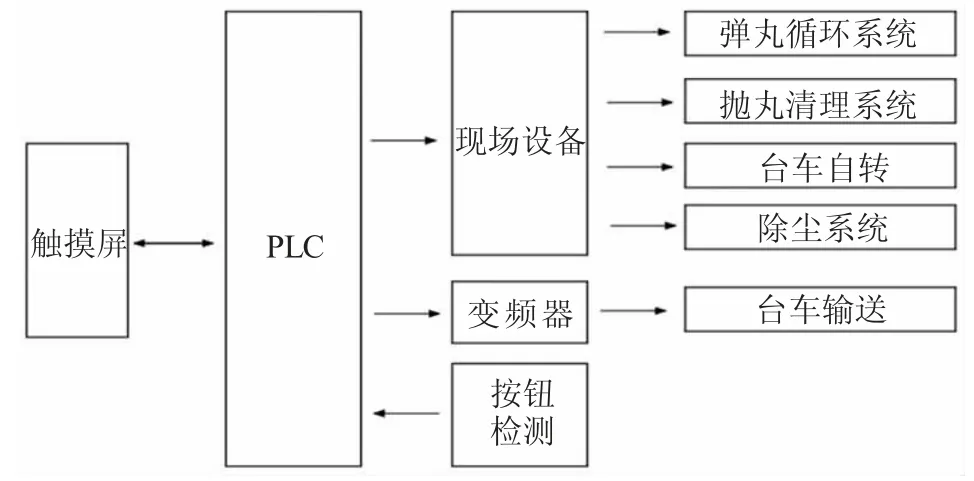
图2 控制系统硬件图框
电控系统选用西门子S7-1200 系列PLC[1]作为程序控制中心,经估算需要40 个输入点,36 个输出点,为了便于扩展,留有一定裕度的输入、输出点,选用西门子CPU 1215C 以及两个16 输入/输出模块;选用西门子精智型TP900 触摸屏[2],与PLC 进行Profinet 通讯,实现了设备的实时监控、参数修改及人机对话功能;为确保现场台车载物能平稳安全进入清理室,采用西门子V20 变频器调速,PLC 通过USS 协议通讯控制其运行速度,保证台车的平稳性,本次设计了台车的正转和反转功能,使铸件能更全面的清理;其他现场设备都通过低压元器件来驱动。
3.1 控制系统的主线路设计
电机主线路主要有除尘风机、分离器、提升机、螺旋输送器、台车行走、台车正/反转、抛丸器等电路。除尘风机主要是负责抛丸清理中的通风、除尘;分离器、提升机和螺旋输送器组成了弹丸循环系统,主要是把弹丸通过此系统循环到分离器下方的漏斗中,方便下一次清理使用;台车行走主要是运输铸件到达指定区域;台车正/反转是为了铸件清理的更全面、彻底;抛丸器用来对铸件进行抛打除锈。由于设备电机较多,这里就展示除尘风机和抛丸器主线路,如图3 所示。
3.2 控制系统的控制线路设计
控制线路主要是各个电机的控制线路、室体照明灯、供丸闸、脉冲控制仪、PLC 电源、控制室体左右大门开关的阀门、设备运行指示、PLC 线路中各个设备的开关量、设备过载、设备运行的一些检测限位以及驱动设备运转的中间继电器等,这里就以除尘风机和抛丸器做简单介绍,如图4 所示。
PLC 接收到除尘风机开的信号经过处理让中间继电器KA1Y 得电→KA1Y 辅助触点吸合→交流接触器KM1Y 线圈得电→KM1Y 辅助触点吸合→KM1 线圈得电→主线路中KM1 和KM1Y 主触点闭合→经PLC 控制,15s 以后,KA1Y 失电断开,KA1Δ 得电→KA1Δ 辅助触点吸合→KM1Δ 线圈得电→KM1 线圈得电不变,主线路中KM1 和KM1Δ 主触点闭合→除尘风机Y/Δ 启动完成。
PLC 接收到1 号抛丸器开信号经处理,中间继电器KA12 得电→KA12 辅助触点吸合→交流接触器KM12 线圈得电→1 号抛丸器主线路中KM12 主触点闭合→设备运转。
如果设备运行时,电机出现过载、短路和漏电情况,电机保护开关会跳闸,PLC 检测到故障,声光报警灯工作,等待现场人员处理。
3.3 控制系统的人机界面设计
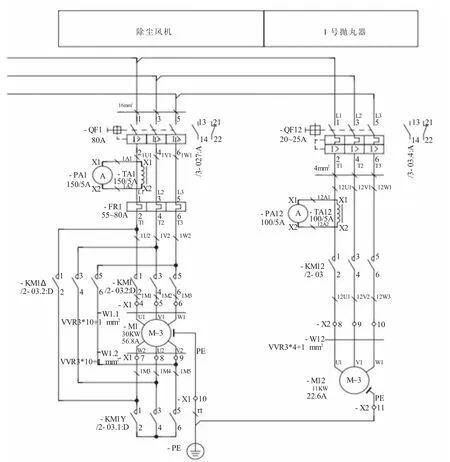
图3 除尘风机及抛丸器原理图
本系统选用了西门子TP900 的触摸屏,通过网口与PLC 相连,人机界面主要包括:系统画面、主画面、手动操作、操作说明、报警查询及报警复位等画面组成。其中主画面能够实时显示设备的运行情况,并可以调节台车的频率来实现台车的平稳运行,还设有清理时间设定和清理实时时间监控,能更好的掌握清理过程和时间,主画面如图5 所示。
操作画面能根据画面上的按钮来实现设备的运转和停止,方便检修时操作,节省空间成本,如图6 所示。
4 台车式抛喷丸清理机程序控制
程序控制主要包括系统总控制、按钮盒控制、喷丸罐控制和故障报警控制。系统总控制主要是在电控柜上面操作和控制,触摸屏上能实现大部分的设备运转,还有部分按钮和旋钮来控制系统的手动/自动、抛丸/喷丸、电源开关和自动系统的开始与停止;按钮盒控制是操作一些清理过程中比较频繁使用的设备,如清理室左右大门的开关及开关检测、台车的行走和自转;喷丸罐控制主要是通过遥控器发出信号,控制阀门通断气压,来实现铸件的喷丸过程;故障报警控制是通过声光报警灯来提示设备运行过程中出现的问题,通过触摸屏报警画面来精准查找。
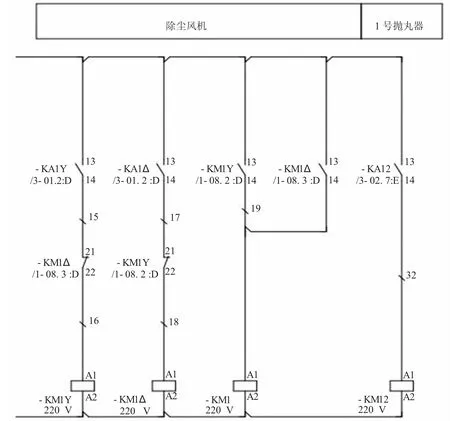
图4 除尘风机及1 号抛丸器控制线路

图5 主画面
设备运行的步骤设计包含:准备工作,清理过程,停止工作。准备工作和清理过程如图7 所示。

图6 操作画面
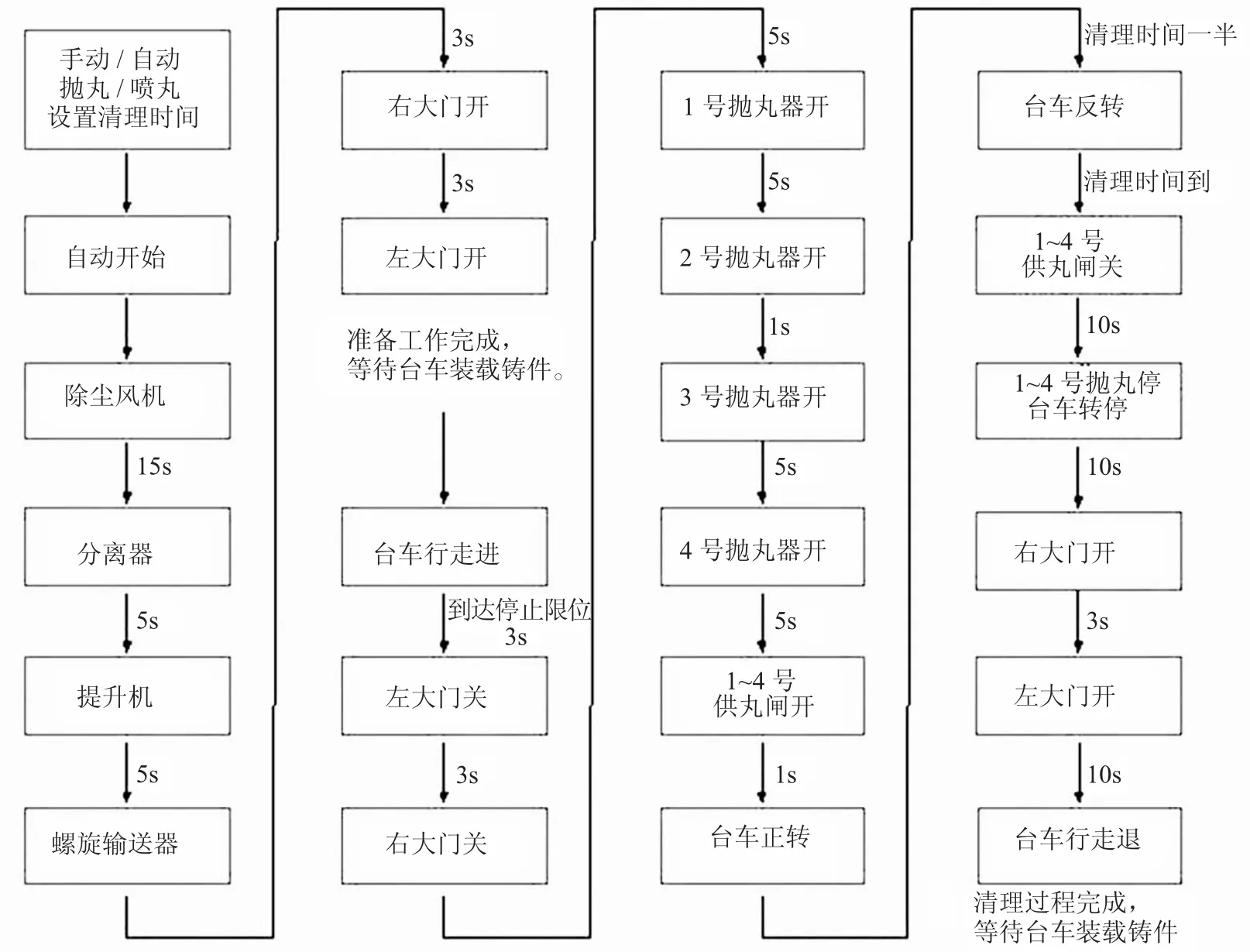
图7 准备工作和清理过程
设备运转之前,先手动选择喷丸模式、自动模式,在触摸屏上设置好清理时间,按下自动开始,除尘风机自动启动,15s 以后分离器自动启动,5s以后提升机自动启动,5s 以后螺旋输送自动启动,3s 以后右大门打开,3s 以后左大门自动打开,准备工作完成。
当需要清理的铸件放到台车上时,在按钮盒上按下台车进按钮,台车平稳前进,到达清理室碰到停止限位台车停止,延时3s 左大门自动关,延时3s 右大门自动关,延时5s 1 号抛丸器自动开启,延时5s 2 号抛丸器自动开启,延时5s 3 号抛丸器自动开启,延时5s 4 号抛丸器自动开启,延时5s 1~4 号供丸闸自动打开,台车正转运行,开始清理设备。当清理时间到达设定时间一半时,台车开始反转运行,当清理时间达到设定值时,1~4号供丸闸关闭,延时10s 1~4 号抛丸器停止,延时10s 右大门打开,延时3s 左大门自动打开,延时10s 台车自动退出清理室,到达准备区停止,清理过程完成,等待下次清理过程开始。
当需要设备停止工作时,等到本次清理过程结束,在电控柜上按下自动停止按钮,螺旋输送器自动关闭,延时20s 提升机自动关闭,延时10s 分离器停止工作,整个设备停止工作,关闭PLC 电源、控制电源、总电源,停止步骤完成。
5 结束语
本文主要介绍了基于西门子S7-1200 PLC、TP900 触摸屏、V20 变频器的台车式抛喷丸清理机的智能电控系统,该控制系统具有可视化监控显示画面,故障提示、设备保护和检测功能,实现了铸件清理过程的自动化控制。该系统逻辑处理过程复杂,收集参数较多,操作方式多样化,提高了设备的自动化程度、生产效率以及清理效果,节省了人工成本,清理的铸件符合其生产工艺要求。该设备在国内使用情况良好,适合大量推广应用。
