适用于短尺顶管加工的双坡口一次切割装置
2021-04-07杨明秦任国庆卢永兵
冯 瑶, 杨明秦, 任国庆, 杨 勇, 卢永兵, 李 莉
(渤海装备江苏钢管公司, 江苏 扬州225128)
0 前 言
近年来, 顶管施工技术在市政工程建设中得到广泛应用。 顶管法又称为非开挖管道敷设技术, 不需要开挖面层就能穿越地面构筑物、 地下管线、 公路、 铁路及河道, 相比开挖敷设技术,能够大大节省投资和工期。 同时, 由于其施工面由线缩成点, 占地面积小; 地面活动不受施工影响, 对交通干扰小; 噪音和震动低, 城市中施工对居民生活环境干扰小, 不影响现有管线及构筑物的使用, 属于真正的无污染、 高效率的施工技术。 某市长江引水工程部分管线就是采用顶管施工法来建设全市供水网络。 该工程所采用的顶管为螺旋埋弧焊接钢管, 且工程要求短尺顶管收库长度为5.5~6.5 m, 由于焊管生产单位的螺旋埋弧焊管飞焊机组线上切管长度范围是8~24 m,因此需增设线下切管装置, 将生产的12 m 定尺焊管进行对切。 按照工程要求, 上述短尺顶管两端均需加工角度30°~35°、 钝边0.8~2.4 mm 的坡口, 因此设计了双坡口一次切割装置。 该装置不仅可对切12 m 定尺焊管, 而且实现了对切两侧双坡口的一次成型。
1 双坡口一次切割装置
双坡口一次切割装置如图1 所示, 从图1 可以看出, 该装置主要由主动旋转辊、 被动旋转辊、 切割组件以及切割组件固定底座组成。 工作时, 双坡口一次切割装置依靠待切焊管做圆周运动、 切割枪头静止不动实现焊管对切与双坡口加工制作。 主动旋转辊与被动旋转辊可使焊管在对切过程中平稳、 可靠的进行圆周运动, 并支撑对切后的2 根短尺焊管, 保证对切后短尺焊管的平稳放置。
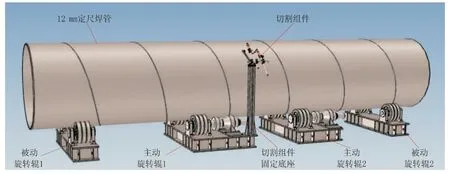
图1 双坡口一次切割装置结构示意图
切割组件固定底座结构如图2 所示, 该底座由上安装板、 下安装板、 槽钢与三角筋板拼焊而成, 上安装板与切割组件轴承座依靠螺栓连接,下安装板与主动旋转辊1 依靠螺栓连接, 可通过调整槽钢长度制作多种高度切割组件固定底座以适应不同管径螺旋焊管的对切工作。
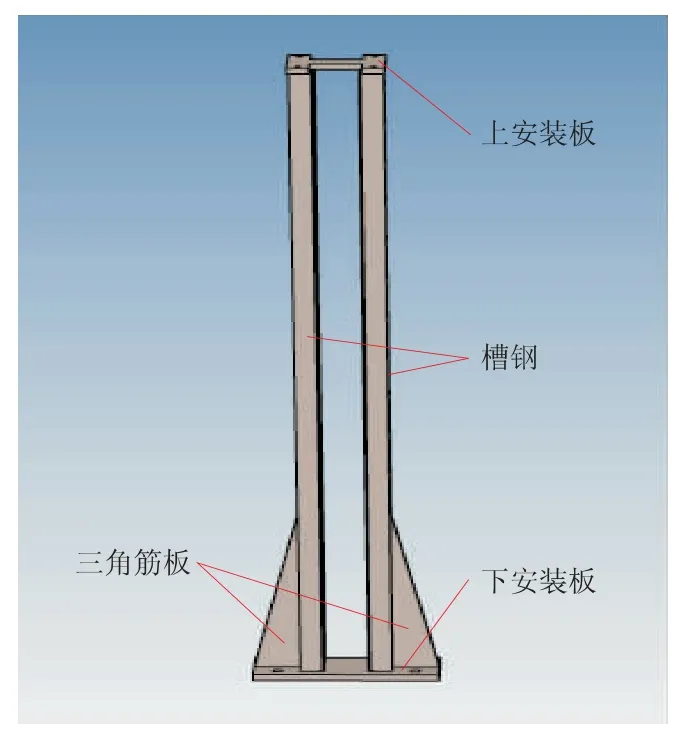
图2 切割组件固定底座结构示意图
切割组件结构如图3 所示, 该组件由切割组件轴承座、 仿形刀轮机构、 等离子切割机构与横移杆组成, 切割组件轴承座安装在固定底座上安装板处, 如图2 所示。
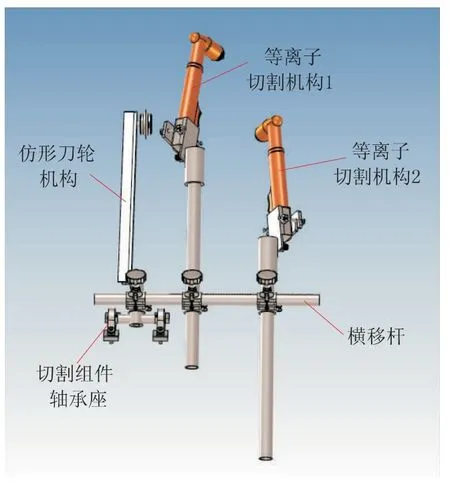
图3 切割组件结构示意图
仿形刀轮机构如图4 所示, 该机构由刀轮、角钢、 十字夹具与十字转轴组成, 十字转轴贯穿处采用焊接法固定, 十字转轴粗轴安装于十字夹具竖直孔, 刀轮通过角钢与十字转轴连接, 并可随十字转轴在一定范围内转动。
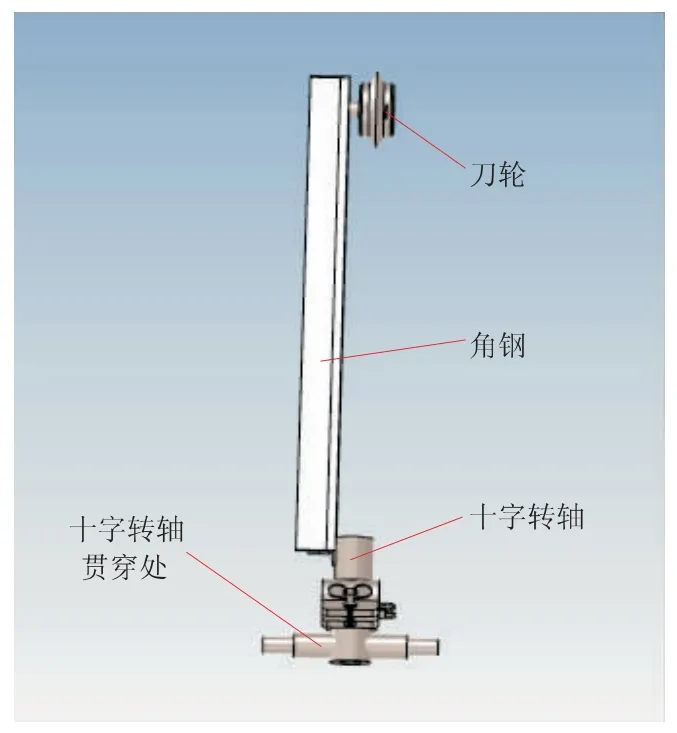
图4 仿形刀轮机构示意图

图5 等离子切割机构示意图
等离子切割机构如图5 所示, 该机构由等离子切割枪、 等离子切割枪夹持器、 坡口角度调节器、 枪头位置调节杆与十字夹具组成。 等离子切割枪夹持器可绕螺杆转动, 调节枪头相对于待对切焊管管壁的距离并通过螺母锁紧;坡口角通过旋转坡口角度调节器进行调整; 枪头相对于待对切焊管的高度, 通过滑动枪头位置调节杆进行调整, 并通过螺母锁紧; 图3 中的横移杆同时穿过仿形刀轮机构中的十字夹具水平孔、 等离子切割机构1 中的十字夹具水平孔以及等离子切割机构2 中的十字夹具水平孔,这种连接方式使得等离子切割机构1 与等离子切割机构2 跟随刀轮十字转轴在一定范围内转动, 横移杆右侧加工了其3/4 长度的直齿, 因此等离子切割机构1 与等离子切割机构2 可通过旋转手轮调整两者在横移杆上的位置, 从而间接调整了对切焊管时双坡口的相对位置; 其位于横移杆左侧剩余1/4 长度, 该部位未加工直齿, 仅通过滑动横移杆调整仿形刀轮机构在横移杆上的位置, 从而间接调整了仿形刀轮机构相对于待对切焊管的位置。
在对切焊管的过程中, 仿形刀轮与待对切焊管外壁滚动配合, 仿形刀轮利用其自动调节功能, 可以弥补有圆度误差的焊管在做圆周运动时所产生的位置误差, 仿形刀轮的行走轨迹面始终与焊管轴线垂直, 因此保证了等离子切割枪与焊管外壁距离以及切割角度的稳定不变。 双坡口一次切割装置的具体工作过程如图6所示。

图6 双坡口一次切割装置工作流程
2 使用中的常见问题及解决办法
2.1 使用中的常见问题
该双坡口一次切割装置在调试阶段通过手拿白色石笔靠在固定位置沿旋转待对切钢管划线,发现所划圆周起始点与结束点存在28 mm 的错牙, 若不进行调整, 在实际切管过程中会导致所切管端坡口出现同样大小的错牙, 增大短尺顶管在后期焊接施工时的对口焊接难度, 无法满足工程使用要求。
2.2 解决办法
经分析, 导致错牙产生的原因是: 至少存在一个旋转辊转动轨迹面与待对切螺旋焊管轴线存在一定夹角α, 当旋转辊旋转时, 旋转辊转动作用在待对切螺旋焊管管壁上的速度vs会分解为沿焊管圆周方向上的线速度vu和平行于焊管轴线的水平速度vp, 速度分解情况如图7 所示, 螺旋焊管在旋转一周后, 所切坡口出现向左错牙的现象; 若旋转辊偏转方向与图7 所示方向相反, 旋转辊转动作用在待对切螺旋焊管管壁上的速度v′s会分解为沿焊管圆周方向上的线速度v′u和平行于焊管轴线的水平速度v′p, 偏转方向及速度分解情况如图8 所示, 螺旋焊管在旋转一周后, 所切坡口出现向右错牙现象。
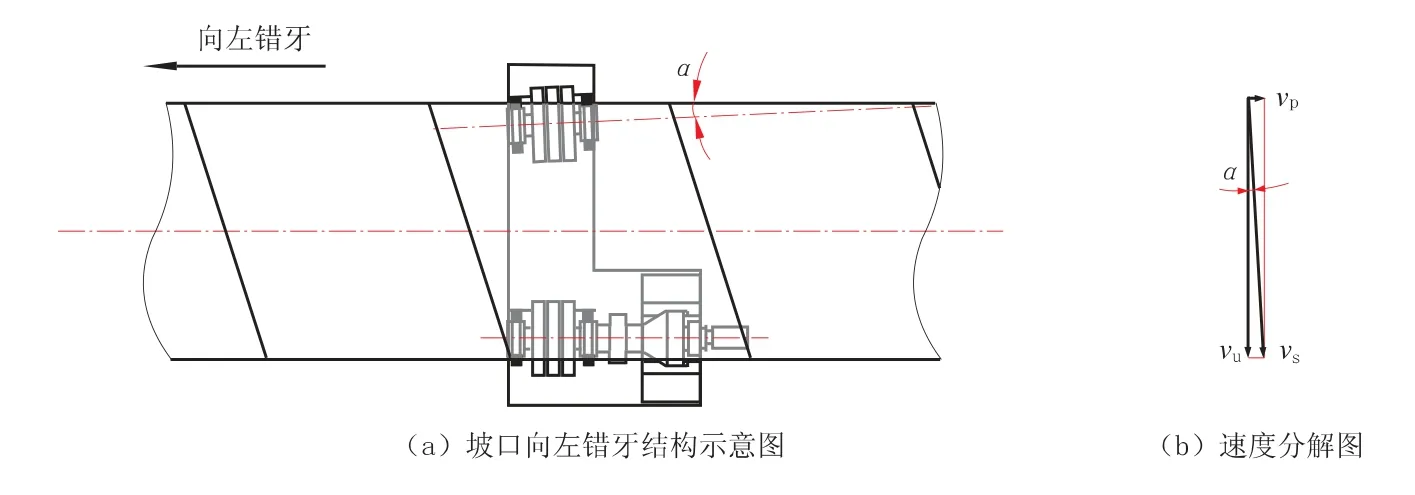
图7 坡口向左错牙分析图

图8 坡口向右错牙分析图
结合上述分析, 针对切管错牙问题, 总结出下述3 点纠正切管错牙的经验:
(1) 选择主动旋转辊1 或者主动旋转辊2 作为纠正切管错牙的关键点, 若选择主动旋转辊1,需要使主动旋转辊1 上的两辊座开档间距略小于主动旋转辊2、 被动旋转辊1 与被动旋转辊2 上的两辊座开档间距, 以保证主动旋转辊1 上的两个包胶辊与待对切螺旋焊管接触最为紧密, 即主动旋转辊1 上的两个包胶辊对待切螺旋焊管作用力最大, 此时仅通过调整主动旋转辊1 上的两个包胶辊偏转方向便可起到纠正切管错牙的作用。
(2) 当切管错牙向左时, 需按照图7 所示的旋转辊偏转方向(即按照逆时针旋向) 旋转主动旋转辊1 上的两个包胶辊; 当切管错牙向右时需按照图8 所示的旋转辊偏转方向(即按照顺时针旋向) 旋转主动旋转辊1 上的两个包胶辊。
(3) 为了方便主动旋转辊1 上的两组包胶辊旋转, 制作了如图9 所示的旋转工装, 连接块与包胶辊轴承座焊接固定, 依靠螺杆调节器调节包胶辊旋转方向与旋转角度, 使调整更加灵活便捷。
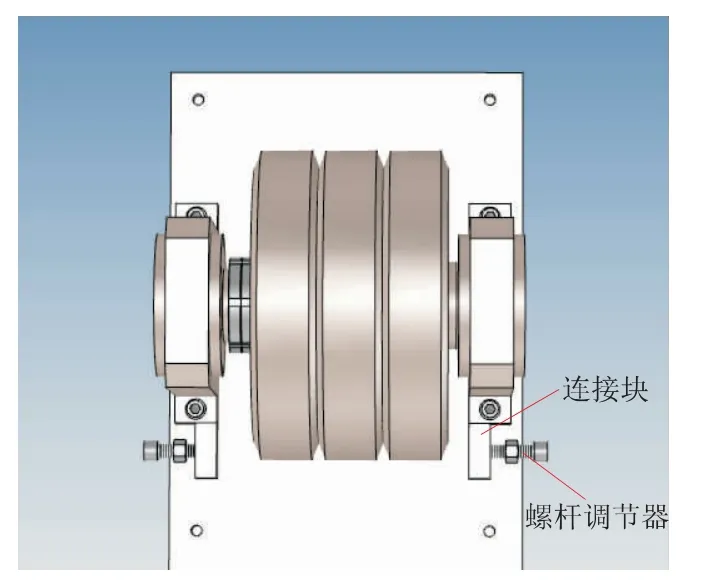
图9 旋转辊旋转工装示意图
3 结 论
(1) 双坡口一次切割装置在钢制短尺顶管加工过程中的应用, 使管端坡口加工速度提升了1 倍多。
(2) 双坡口一次切割装置可以纠正切管错牙问题。
