弯管用多相流冲蚀磨损试验机设计与研究*
2021-04-07蔡文博陈小华
蔡文博, 陈小华, 张 杰, 刘 洋, 陈 阳
(1. 西南石油大学 机电工程学院, 成都610500;2. 国家管网集团西南管道有限责任公司, 成都610094)
0 引 言
管道作为流体输送最重要方式之一, 其安全可靠性至关重要。 其中, 冲蚀磨损引起管道失效已成为制约管道安全重大难题[1-2]。 如精矿管道、煤浆管道、 页岩气压裂管汇和天然气管道等, 其输送介质为多相流, 特别是固相颗粒造成管道冲蚀磨损严重。 理论和实践证明, 弯管相比直管更易发生冲蚀磨损失效, 因此, 开展弯管冲蚀试验对揭示其失效机理至关重要。 现有冲蚀试验多以挂片试验为主, 亟需设计全尺寸弯管试验机模拟真实工况。 目前, 常用冲蚀磨损试验机有3 种,即喷射式、 旋转式和管流式[3-4]。
BARIK R C 等[5]通过喷射式试验装置研究了腐蚀性介质中发生固体颗粒侵蚀时所引发的物理过程。 TAN K S 等[6]用射流冲击式泥浆侵蚀设备通过试验研究了射流速度的影响。 邱亚玲等[7]通过设计专门的夹具装置研制了一种冲蚀试验装置,实现对试件进行不同角度的冲蚀。 黎清宁等[8]设计了一种喷浆式冲蚀磨损试验机, 针对液固混合冲蚀实现浆体冲蚀磨损机理研究。 杨燕等[9]公开了一种管流式变径冲刷腐蚀试验装置, 可实现介质相同、 流量相同、 材料相同和流速不同条件下材料耐冲蚀腐蚀性能研究。 李方义等[10]设计出一种可调式气固两相流冲蚀磨损试验机构, 其冲蚀强度、 角度随冲蚀区域的切向往复匀速变化而变化, 使冲蚀颗粒输送达到质量精确、 稳定、 均匀分散的效果。 欧国富等[11]设计了一种旋转式冲蚀试验装置, 该装置可通过夹具改变冲击角范围,使其在0°~90°可调模拟实际工况。 Ramakrishna等[12]通过管流式试验装置, 指出腐蚀和侵蚀过程之间相互作用, 量化现实流动环境中协同作用。李翔等[13]设计管流式冲蚀试验机, 揭示结构、 流速、 颗粒含量等关键因素与冲蚀机理的关系。 上述装置虽有一定优点, 但大多试件设计为块状或圆环状, 仅能针对一种或两种工况进行试验, 且没有专门针对弯管冲蚀试验装置, 不能最大程度模拟实际工况。
为此本研究设计了一种专门针对弯管模拟多种工况且能同时对多个试件进行冲蚀试验的多相流冲蚀磨损试验机模拟真实工况, 并通过理论计算及仿真分析对试验机易损管路进行校核, 确保管路使用安全。
1 冲蚀磨损试验机设计方案
1.1 设计方案
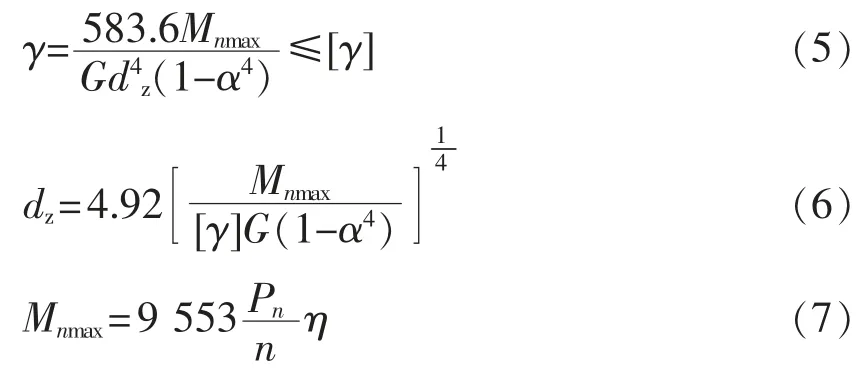
多相流冲蚀磨损试验机设计方案如图1 所示, 试验机主要由空气压缩机、 储气罐、 气固混合室、 固体储料室、 搅拌罐、 渣浆泵及冲蚀室等组成。 空压机压缩气体, 通入储气罐内储存, 气固相在气固混合室内混合, 气液固相在搅拌罐内混合均匀, 冲蚀过程在冲蚀室内进行, 由渣浆泵提供动力, 平板阀及节流阀调节流向和流量, 压力表和流量计测量实际流体参数, 冲蚀结束经回收管路回收冲蚀介质。

图1 多相流冲蚀磨损试验机设计方案示意图
1.2 工作原理
以气、 液、 固三相冲蚀工况为例 (气液固冲蚀路线如图1 红色部分), 其冲蚀原理及试验方法: 试验前所有阀门均处于关闭状态, 试验时打开平板阀4, 先加液相到搅拌罐中, 再加固相, 打开电机使液固相优先混合, 最后打开平板阀1、 平板阀3 和节流阀5, 加气相到搅拌罐底部, 加料完毕后关闭各自加料阀门, 待气液固三相充分混合均匀后开始冲蚀, 打开平板阀5、平板阀6、 平板阀9 和节流阀1、 节流阀2、 节流阀3、 节流阀4 和节流阀7, 冲蚀介质通过分路管进入冲蚀室, 并通过平板阀6 回流到搅拌罐, 实现循环。
2 冲蚀磨损试验机结构设计
本研究用多相流冲蚀试验机结构如图2 所示。其中, 搅拌容器采用压力釜式结构, 冲蚀单元连接4 根分路管, 安装有平板阀和节流阀, 调节流向和流量, 实现不同工况冲蚀, 管路易损部位采用法兰连接, 便于更换, 因此可提高试验机使用寿命。
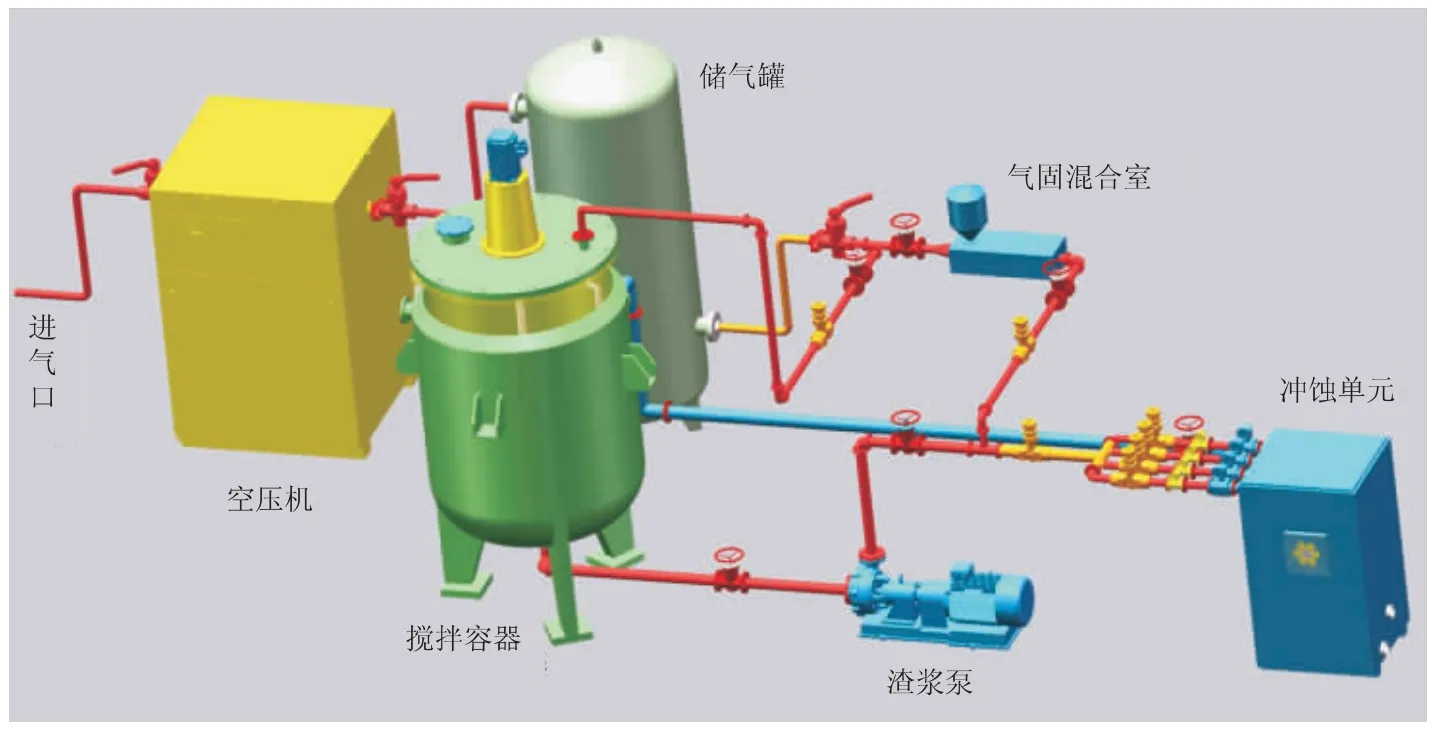
图2 多相流冲蚀试验机三维模型
2.1 冲蚀单元设计
冲蚀单元是多相流冲蚀磨损试验机重要组成部分, 包括夹具部分、 分度装置、 进料口、出料口、 顶盖和管道连接部分等, 冲蚀单元结构如图3 所示。

图3 冲蚀试验机冲蚀单元示意图
2.1.1 夹具及分度装置设计
(1) 夹具设计。 冲蚀单元的夹具采用90°弯管制成, 试件直径为30 mm, 其结构如图4 所示。 夹具中间设计为楔形, 可同时夹持4 个试件, 配套水平试件固定件和竖直试件固定件, 适用直径20 ~100 mm, 该夹具可夹持其他角度弯管试件。
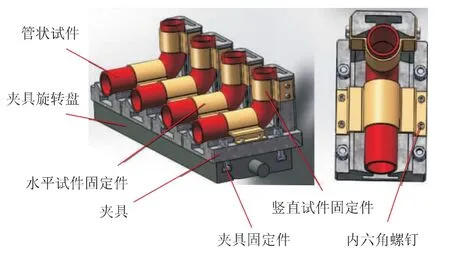
图4 冲蚀试验机夹具结构示意图
(2) 分度装置设计。 冲蚀单元的分度装置设计为固定角度冲蚀, 间隔角度为30°, 可实现360°冲蚀。 其中, 主要冲蚀角度为90°和120°。该分度装置共两组, 设置在箱体两侧, 如图5 所示, 包括分度装置外壳、 定位花键、 分度装置外壳定位螺钉、 夹具旋转盘和定位键。 分度装置的夹具旋转盘中间与夹具固定, 另外两圆柱端通过定位花键和定位键固定, 调整夹具旋转盘旋转角度即可实现分度。
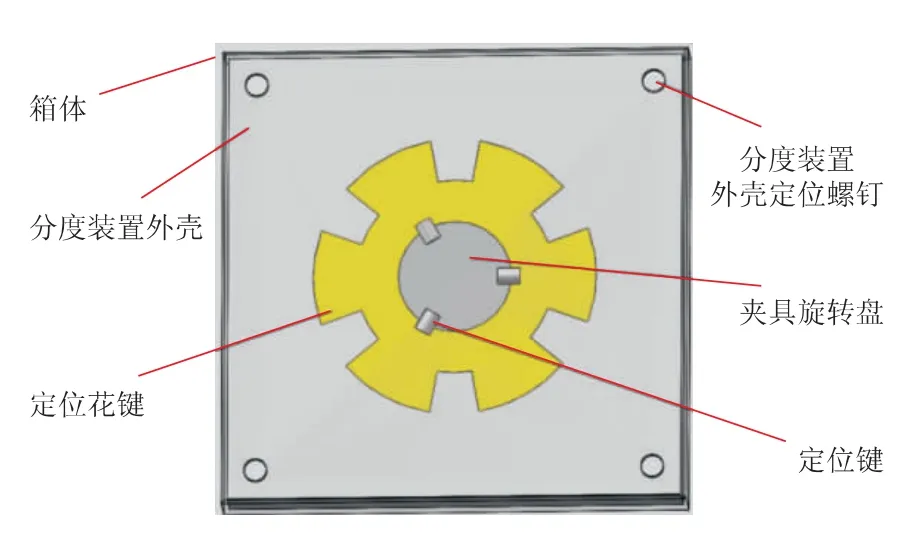
图5 冲蚀试验机夹具分度装置结构图
2.1.2 冲蚀单元工作原理
冲蚀单元内部结构如图6 所示, 冲蚀介质经连接弯管进入冲蚀单元内部, 对弯管试件进行冲蚀, 结束后进行回收。 回收方案1: 气液混合和液固混合等物料直接通过废料回收通道1 回收,途经回收管进入到搅拌罐内, 实现循环利用。 回收方案2: 液固两相冲蚀结束后废料流经过滤网分离为液体和固体, 液体直接进入废液储存室,经管道排出后回收利用, 固体经固体出口2 排出回收。
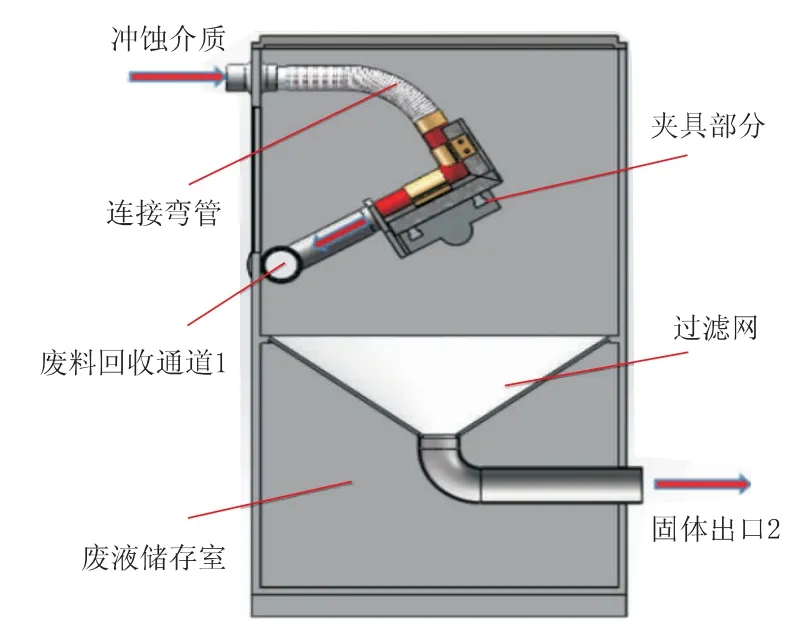
图6 冲蚀试验机冲蚀单元内部结构图
2.2 混合单元设计
混合单元主要进行搅拌器、 搅拌功率和搅拌轴设计, 其中搅拌器在实现多相流冲蚀介质混合方面起着重要作用。
2.2.1 搅拌器尺寸
搅拌器采用折叶式桨式搅拌器, 折页角度为30°, 折叶不仅能使物料作圆周运动, 还能使物料上下运动, 因而折叶比平直叶的搅拌作用更充分[14], 桨式搅拌器结构如图7 所示。
设计要求搅拌容器内径dn=720 mm, 由dj/dn=0.5、 b/dj=0.2 可以计算出搅拌器直径dj=360 mm、浆叶宽度b=72 mm。 设计要求搅拌器底端距离罐底高度为400 mm。

图7 冲蚀试验机混合单元桨式搅拌器结构图
2.2.2 搅拌功率计算
搅拌功率影响电机的选型, 已知电机转速n=200 r/min=10/3 r/s, 搅拌器直径dj=0.36 m, 密度ρ=1.1×103kg/m3, 黏度μ=0.05 Pa·s, 对于单层搅拌器来说, 可以通过公式 (1) 和公式 (2)计算雷诺数和功率准数, 即

式中: Np——功率准数;
P——搅拌功率, kW;
Ps——损失功率, kW;
ρ——密度, kg/m3;
n——转速, r/s;
K——系统几何构形的总形状系数;
Fr——弗劳德数;
Re——雷诺数;
μ——黏度, Pa·s;
r, q——指数;
dj——搅拌器直径, m;
dn——搅拌容器内径, m;
b——桨叶宽度, m;
h——液面高度, m。
查Rushton 图得功率准数Np=1.8, 带入公式(3) 可得搅拌功率P=0.6 kW。 本设计采用直齿轮传动, 传递效率η=0.98, 因填料密封功率损失约为搅拌器的10%, 机械密封为填料密封的10%~50%[15], 为保证功率足够, 功率损失Ps=0.03 kW,带入公式(4) 可得电动机功率为Pn=0.64 kW。
2.2.3 搅拌轴设计
搅拌轴设计影响搅拌容器的振动和轴封性能, 按扭转变形计算搅拌轴轴径, 扭转角γ、 轴转矩刚度条件直径dz及扭矩Mnmax为
式中: dz——搅拌轴直径, mm;
G——轴材料剪切弹性模量, Pa;
Mnmax——轴传递的最大转矩, Pa;
n——搅拌轴转速, r/min;
Pn——电动机功率, kW;
α——空心轴内径与外径的比值;
η——传动装置效率;
[γ] ——许用扭转角。
选择搅拌轴材料为45 钢, 剪切弹性模量G=79.38 GPa, 空心轴内径和外径比值α 取0.5, 代入公式 (6) 可得dz=27.82 mm, 考虑安全裕度,取搅拌轴直径dz=30 mm。
3 试验机管路设计
3.1 管路参数设计
流体流经压力管路时会产生动能损失, 甚至产生冲蚀破坏。 本设计针对渣浆泵到冲蚀室段压力管路, 其他管路直径不变且动能损失忽略不计。压力管路计算段如图8 所示, 设计参数见表1。
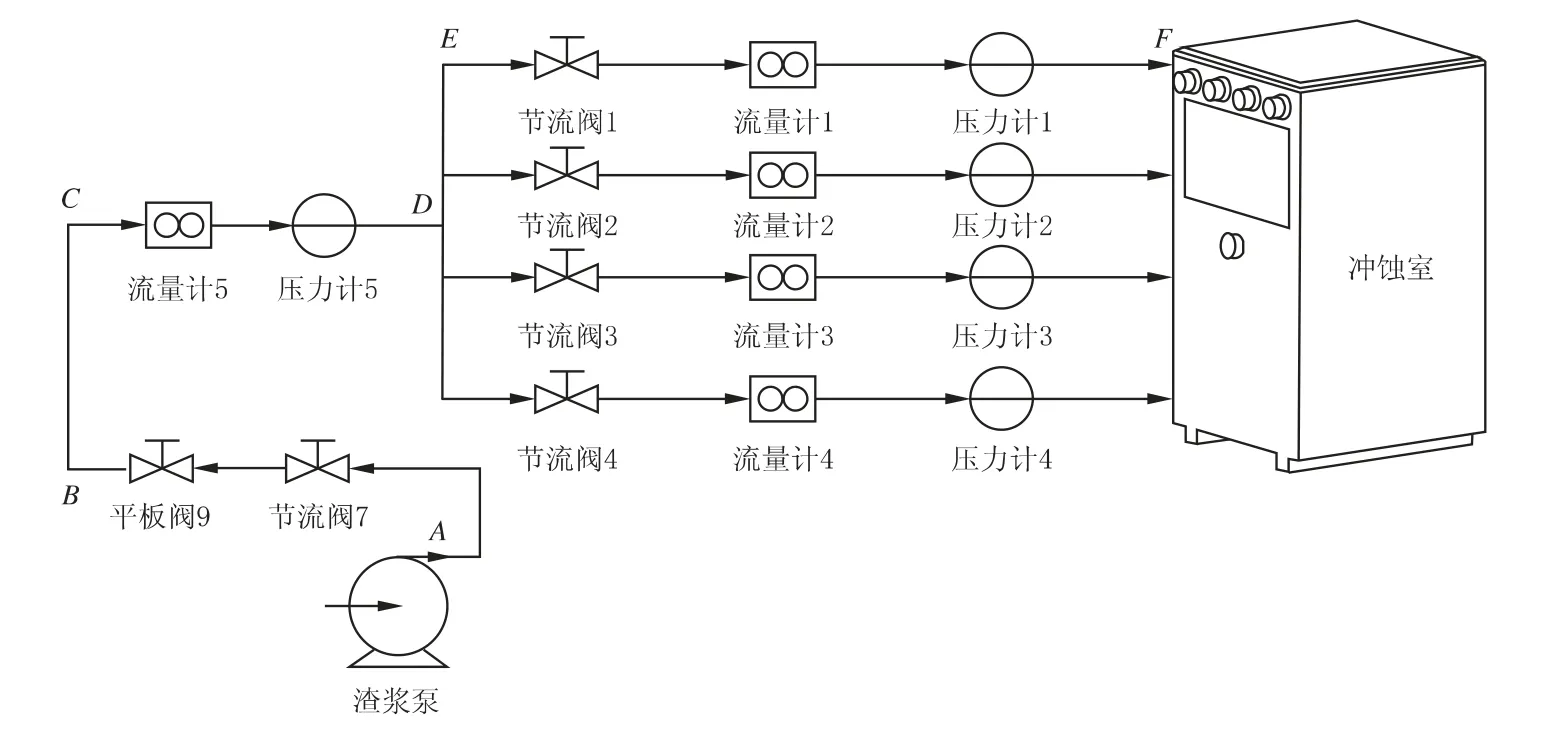
图8 冲蚀试验机压力管路计算段示意图
表1 冲蚀试验机流体管路设计参数
管道流体流速和流量用公式(8) 计算, 即

拟采用喷射口直径10 mm, 最大喷射速度为20 m/s, 代入公式(8), 计算得QF=0.094 m3/min;将QF=0.094 m3/min、 EF 段管径dg=25 mm 代入公式(8), 计算得F 点流速vF=3.19 m/s; 将CD 段管径dg=40 mm、 QD=4QF=0.376 m3/min 代入公式(8) 得D 点流体流速vD=4.99 m/s。
3.2 管路压力计算
压力管路中的弯管和分路管内易产生压力损失, 对其进行分段处理, 故A-B-C-D 分为一段, D-E-F 分为一段。 采用常温25 ℃水为流体, 流速v=20 m/s, 密度ρ=1.010 3 kg/m3。
(1) A-B-C-D 段
由图9 可知, A-B-C-D 段产生压力损失部位包括节流阀、 弯头和直管段流体摩擦。 直管段压力损失计算公式为

式中: ΔP——沿程压力损失, Pa;
λ——沿程阻力系数, λ=64/Re;
L——直管长度, m;
υ——流体运动黏度, m2/s;
dg——管道直径, m。
在A-B-C-D 段中, L=1.31 m, dg=0.04 m,通过公式 (9) 计算得管道沿程压力损失ΔPAD=517 Pa。 局部压力损失ΔPζ与弯管局部压力损失系数ζ弯管计算公式为
式中: ΔPζ——局部压力损失, Pa;
ζ弯管——局部阻力系数;
v——流速, m/s;
θ——弯管进出口夹角, (°)。
通过公式(11) 计算得ζ弯管=1.498, 平板阀和节流阀的局部阻力系数近似取2, 带入公式(10)得ΔP弯管AD=0.015 MPa, ΔP平板阀=ΔP节流阀=0.02 MPa。从而可得出A-B-C-D 段总压力损失ΔP1=ΔPAD+ΔP弯管AD+ΔP平板阀+ΔP节流阀=0.055 517 MPa。
(2) D-E-F 段
D-E-F 段产生压力损失为节流阀、 弯头、直管段摩擦和管道变径所致, 同上所述, 管道沿程压力损失ΔPDF=ΔPDE+ΔPEF=0.000 142 MPa。
变径局部阻力系数计算公式为

式中: ζ变径——变径局部阻力系数;
A2——大管径截面积, m2;
A1——小管径截面积, m2;
d2——大管道直径, m;
d1——小管道直径, m。
将d2=40 mm, d1=25 mm 带入公式 (12) 得ζ变径=0.3。 将ζ变径=0.3、 ζ平板阀=ζ节流阀=2 和ζ弯管=1.498 分别代入公式(10) 得ΔP变径=0.001 5 MPa,ΔP平板阀=ΔP节流阀=0.01 MPa, ΔP弯管DF=0.007 5 MPa。
于是D-E-F 段总压力损失ΔP2=ΔPDF+ΔP变径+ΔP弯管DF+ΔP平板阀+ΔP节流阀=0.029 142 MPa。
综上所述, AD 段总压力损失ΔP=ΔP1+ΔP2≈0.084 6 MPa, 根据喷管速度取20 m/s, 计算得喷嘴压力P变径≈1.48 MPa, D 点压力PD≈5.949 MPa,A点压力PA≈6 MPa。
3.3 管路强度计算
3.3.1 模型建立
冲蚀试验机管路弯头部位受力较为复杂, 建立模型校核其强度。 试验机管路系统采用3 种弯头结构, 如图9 所示。 管材密度7 830 kg/m3, 弹性模量206 GPa, 泊松比0.3, 屈服极限345 MPa。 对管道施加6 MPa 内压。
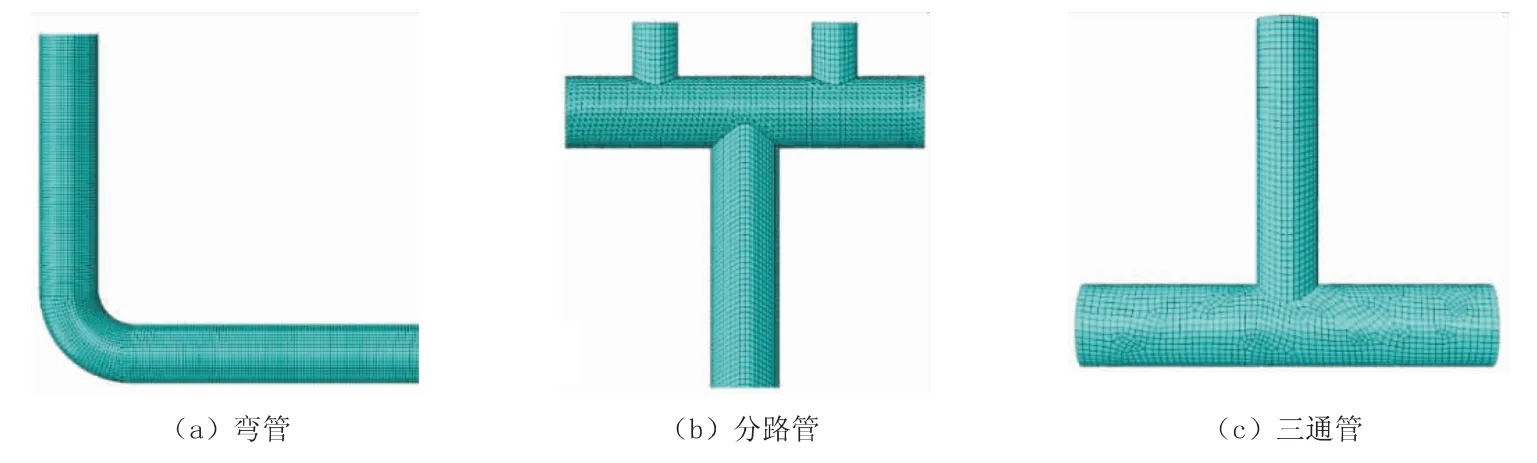
图9 冲蚀试验机管路有限元计算模型
3.3.2 结果分析
图10 所示为弯管应力分布情况, 高应力区主要集中在弯管曲率半径较小一侧, 同样位于管壁的内侧, 管壁最大应力仅为35.5 MPa, 低于材料屈服极限, 表明弯管强度足够。
分路管应力如图11 所示, 管路相贯部位由于形状突变出现应力集中现象。 分路管接头最大应力274.02 MPa, 约为材料Q345 屈服极限的0.8 倍,出于安全考虑, 设计安全系数定为1.2, 该接头能够最大承受6 MPa 内压。 由于分路管接头结构最复杂, 相同内压下管壁应力应该最大, 将6 MPa 作为整个管线设计压力, 并在之后对其他两种管接头进行强度校核。
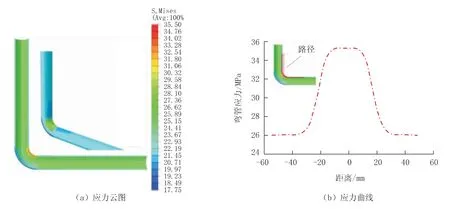
图10 冲蚀试验机管路系统弯管应力图
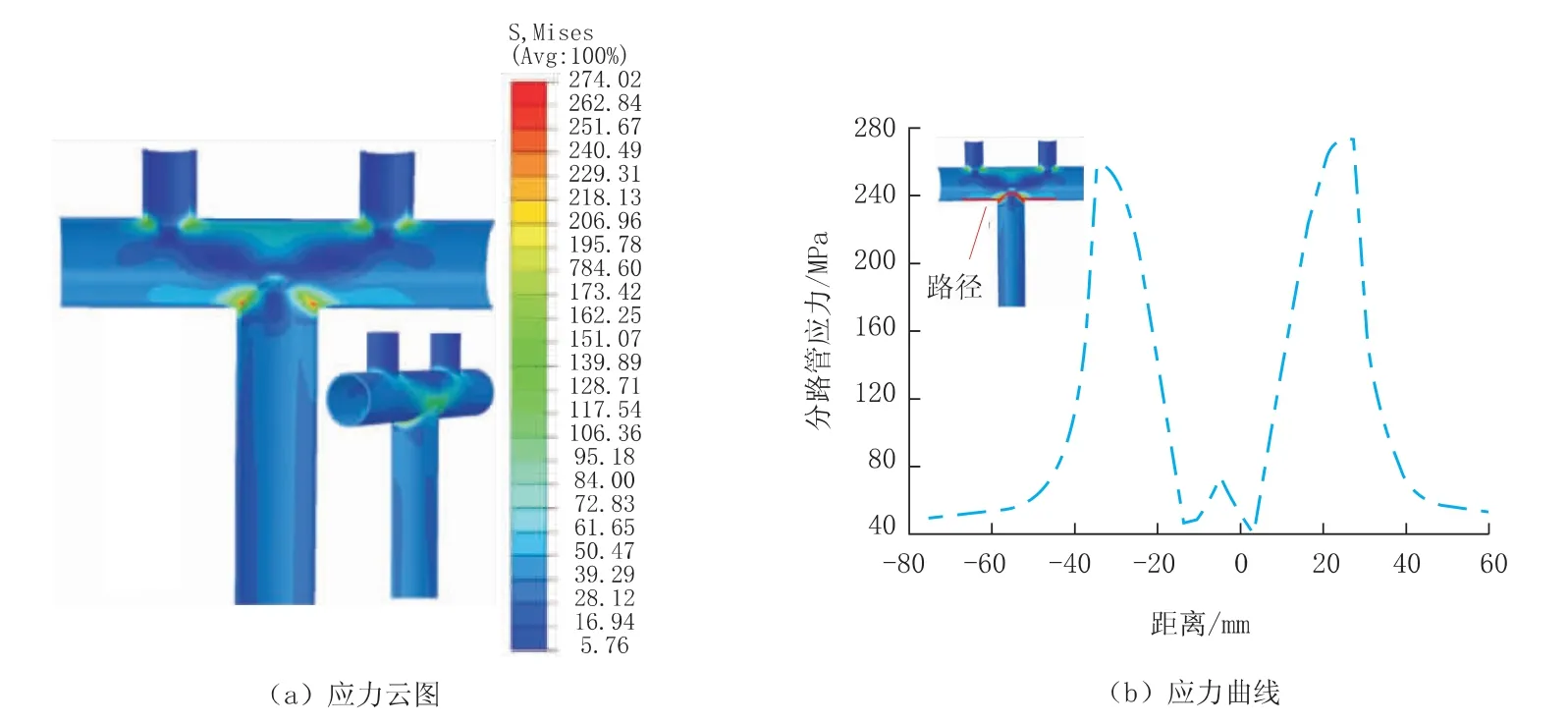
图11 冲蚀试验机管路系统分路管应力图
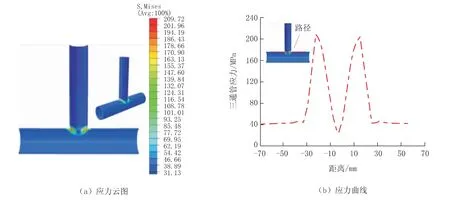
图12 冲蚀试验机管路系统三通管应力图
三通管应力分布如图12 所示, 最大应力位置出现在相贯部位形状突变处, 位于管内壁; 除局部相贯处应力较大外, 其余部位应力约40 MPa。 三通管最大应力209.7 MPa, 小于0.8 倍材料屈服强度, 强度足够。 图13 为分路管与三通管应变分布曲线, 应变分布规律与应力相似, 应变曲线波峰对应管壁内侧相贯部位, 即最大应变部位。 上述两种管接头最大应变均为0.1%左右。
由上述可知, 最大内压6 MPa 并不会使管道破坏, 故管道设计安全。 但是在管内流体运动过程中, 由于接头形状不规则, 应力将发生波动,长期服役将导致应力较大部位发生塑性变形, 故应对易失效部位定期检测, 防止管道发生事故。

图13 冲蚀试验机分路管与三通管应变分布曲线
4 结束语
设计了一种多相流冲蚀磨损试验机, 包含冲蚀单元、 混合单元、 动力单元和管路单元系统。该试验机可同时实现4 个弯管试件不同工况下的多角度冲蚀磨损试验。 通过对压力管道易损部位进行理论计算, 管道最大承压大于6 MPa。 同时建立了弯管、 分路管和三通管模型, 并对其应力-应变分布规律进行了分析, 确保满足设计要求。
