航空用夹布橡胶薄膜高精度尺寸孔的优化加工方法
2021-04-01曹立林
曹立林,李 杨,张 飞
(中国航发西安动力控制科技有限公司,陕西 西安 710077)
1 夹布橡胶薄膜工艺分析

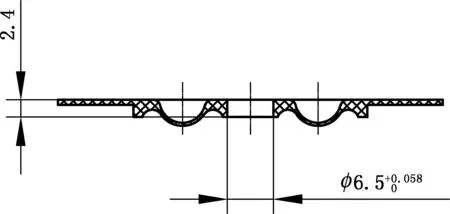
图1 夹布橡胶薄膜零件(单位:mm)
对该零件的原加工工序为:领取毛坯→冲中心孔→冲切→去绒毛→检验。此过程存在的主要问题是:
2) 骨架为棉布,切断面绒毛长;
3) 冲孔处胶料厚度较厚,切断面不能满足平直要求。
以上问题严重降低了零件的合格率,更因毛坯成本极高,零件成本大幅攀升。
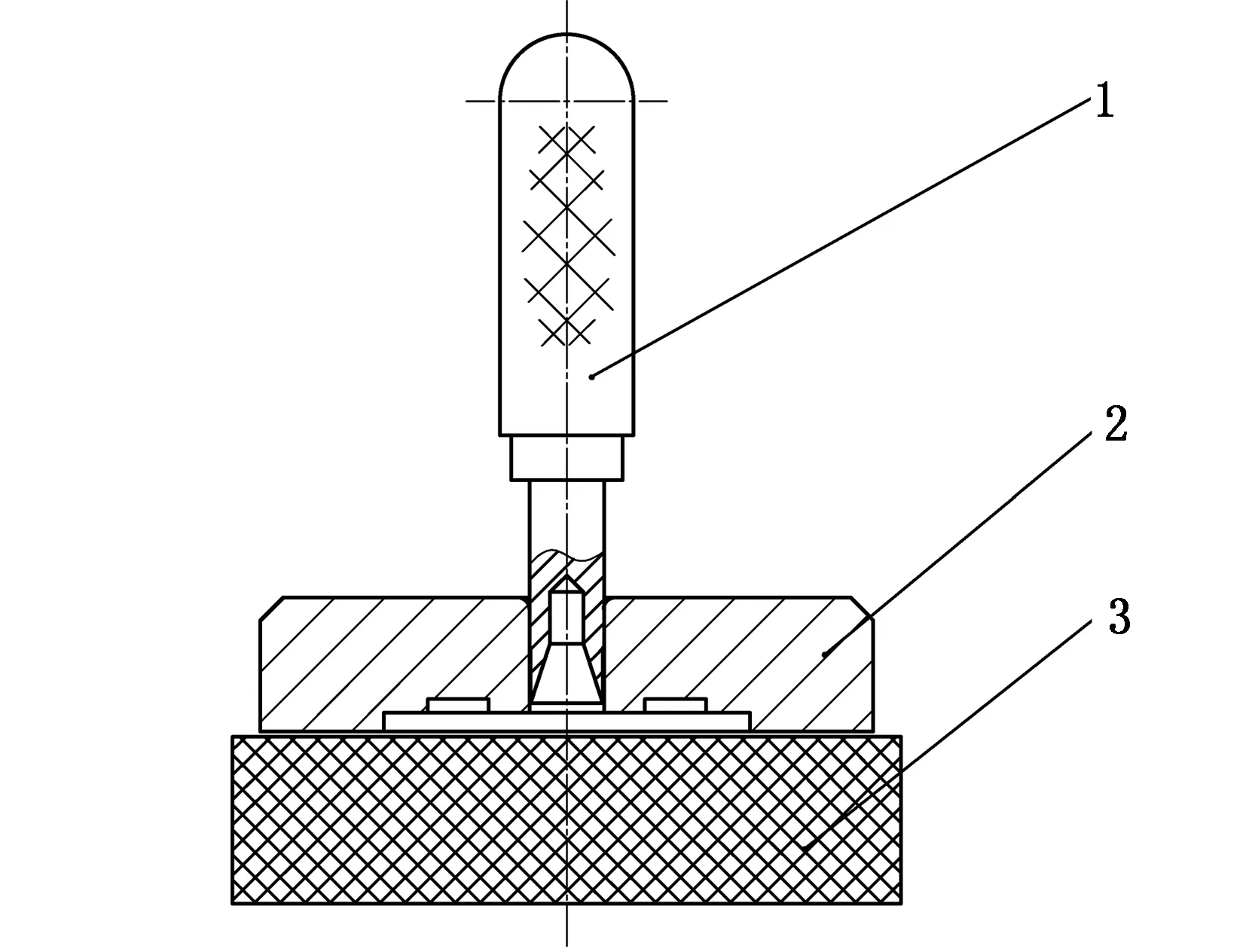
1-斜刃冲头;2-定位压板;3-聚氯乙烯板图2 手打模结构简图
此方法虽然使超差问题得到了较大的改善,但试验件的消耗对于昂贵的夹布橡胶薄膜毛坯显然是不经济的。另外,即便选取了合适的冲头,但由于薄膜个体的差异,冲孔尺寸仍会有一些波动,也会产生超差品。
为进一步解决冲孔尺寸波动问题, 2012年成立了本攻关小组,致力于此项目的研究,摸索出一种航空用夹布橡胶薄膜高精度尺寸孔的加工方法。
2 冲裁工艺设计
2.1 控制冲孔中橡胶的自然收缩量[7-12]
冲制橡胶时,当冲子切入坯料,在刃口切割的同时,刃口两面同时对材料进行挤压,使材料分别向冲子的孔内和孔外流动。但由于向孔内流动的阻力较大,一部分本应向孔内流动的材料流向了孔外。这部分材料在冲切结束后产生弹性恢复量,使得零件的内孔收缩变小(图3)。改进后的工艺是在冲孔前增加一道冲制预制底孔工序,有了这样的底孔,橡胶受压后会比较均匀地向孔内和孔外流动(图4),从而大幅度减小冲孔时的收缩变形,提高冲孔质量和孔径尺寸的稳定性。
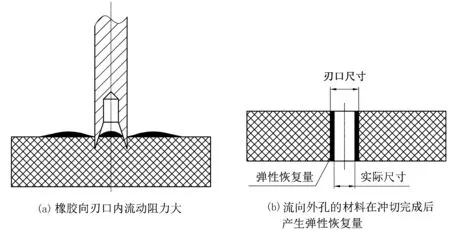
图3 无底孔冲裁橡胶流动示意图
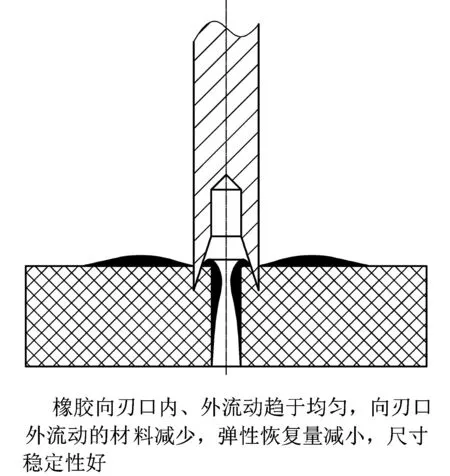
图4 带底孔冲裁橡胶流动示意图
2.2 确定预制底孔尺寸
夹布橡胶薄膜冲裁的应用范围并不广泛,没有太多的经验数据可以借鉴,具体可行的预制底孔尺寸方法更是未见报道。
本项目实施过程中,通过试验的方法,摸索出一套比较合理的确定预制底孔尺寸的方法。
预制底孔尺寸计算公式为
D底孔=D-2K×t
(1)
式中:D底孔为薄膜毛坯预冲底孔尺寸mm;D为薄膜零件孔尺寸mm;K为留边系数,取0.5~0.7 mm[12];t为橡胶薄膜厚度mm。
式(1)适用于计算橡胶制品和夹布橡胶薄膜制品冲孔加工前的预制底孔尺寸,从而可获得较高的加工精度。
2.3 实施过程
1)领取薄膜毛坯;
2)利用图2所示的专用手打模进行冲孔前底孔的加工,底孔尺寸为D底孔=6.5 mm-2×0.5 mm×2.4=4.1 mm;
3)利用图2所示的专用手打模进行薄膜零件中孔的加工,冲头尺寸为:D1=(1.02×6.53)-0.01mm=6.66-0.01mm;
4) 冲制薄膜零件的外形并去除绒毛;
5) 检验。
3 结论
