基于Vericut 软件的宝鸡TECH-V11D 五轴加工中心虚拟机床建模和仿真研究
2021-03-23梁宇明
梁宇明
(茂名职业技术学院,茂名 525000)
随着现代机械制造业的发展,机械加工企业的生产设备由原来的三轴数控机床向高端的五轴数控机床转变。由于五轴数控机床增加了两个旋转轴,在加工过程中,刀具和工件在旋转和定位过程中位置变动范围大,极易发生干涉和碰撞现象。五轴数控机床是具有高加工精度的机床,碰撞后会发生坐标偏移、加工精度变差以及刀具、工件甚至机床部件损坏等严重后果,造成了重大经济损失。在中高职院校的教学和实训中,学生的操作水平远达不到要求。为了避免安全事故和重大经济损失,在五轴加工前必须进行专机的虚拟仿真加工。
1 虚拟机床的建立
虚拟机床的建模过程分为几何实体建模和运动拓扑关系建立[1]。
1.1 宝鸡TECH-V11D 五轴加工中心的结构
宝鸡TECH-V11D 五轴加工中心采用的是新代220MA-5控制系统,具有X 轴、Y 轴、Z 轴3 个线性轴和A、C 两个旋转轴。X 轴、Y 轴、Z 轴的最大行程分别为900mm、600mm、600mm。A 轴的旋转范围是±110°。C 轴的旋转范围是360°×n(无限制),主轴转速为12000r/min。
1.2 机床部件的仿真建模
对机床部件进行测量,记录部件的尺寸、相互位置以及运动关系等重要参数。由于机床部件比较复杂,根据测量尺寸数据,在Siemens NX 12.0 软件上建模,得到机床部件的组件模型。根据相互位置数据,在UG 软件上建立机床部件装配图,得到机床的Siemens NX 12.0 软件虚拟建模。利用UG 软件的导出stl 格式功能,对装配图中的各部件分别导出单独的stl 格式文件。这种导出方式的部件,能在导入Vericut 软件后保留相互间正确的位置关系,无需在Vericut 软件中调整部件相互间的位置。
1.3 Vericut 仿真软件建立机床部件几何建模
要建立完善的机床仿真模型,必须为各部件构筑简单的数学模型,然后按照它们的逻辑关系进行组装,得到机床运动部件的拓扑结构[2]。该拓扑结构能再现机床各部件的运动轨迹,真实模拟机床各部件的运动关系,进行真实的仿真加工。根据宝鸡TECH-V11D 五轴加工中心的参数,建立了如图1 所示的Vericut 8.2.1 软件的项目树。

图1 项目树
拓扑结构建立后,向各组件添加stl 格式的组件模型。由于在Siemens NX 12.0 软件装配图中已经确定了各组件的相互位置关系,故导入stl 格式的组件模型无需再调整位置。导入完毕后,机床几何建模的完成组件效果图如图2 所示。
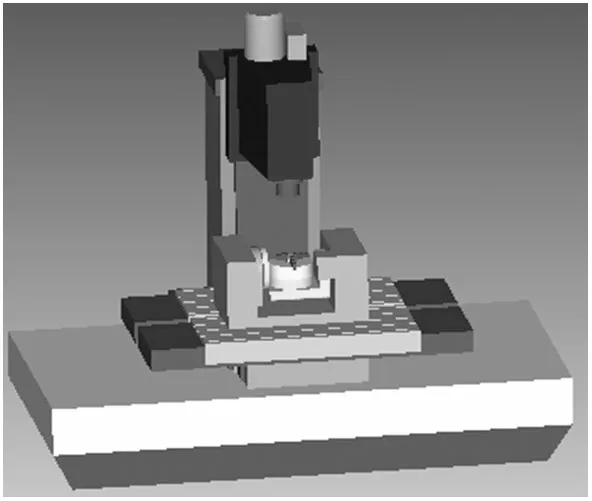
图2 虚拟仿真机床效果图
1.4 五轴加工中心参数的设置
机床各部件运动结构装配完成后,根据五轴加工中心机床配套的产品说明书中的参数,对Vericut 软件中的虚拟机床进行参数设定,如机床干涉检查、初始化设置、机床行程以及AC 轴旋转范围等。最后,打开“机床设定”项目,设置碰撞检查和行程极限等参数。
1.5 加载机床控制系统
宝鸡TECH-V11D 五轴加工中心配套的控制系统为新代220MA-5 系统。在机床项目树中,打开控制系统对话框,选择220MA-5 系统,完成自动初始化。控制系统220MA-5 系统分为带有RTCP 功能和无RTCP 功能两种。宝鸡TECH-V11D 五轴加工中心具有RTCP 功能,因此需要在“控制设定”中开启RTCP 功能。
1.6 构建仿真刀具库
为了百分百地还原五轴加工中心加工中的切削情况,需要测量刀库中每把刀具的相关信息,如刀柄尺寸、装刀长度、刀具类型以及刀具尺寸等,最终按实际测量数据在Vericut 软件中建立刀具库。刀具库中的刀具,必须与实际刀具库中大刀具的刀具号、刀具类型、刀具尺寸、刀刃伸出长度等参数保持一致,才能避免虚拟机床仿真出现问题。
1.7 毛坯和坐标系的设置
简单的毛坯,如圆棒类和方块类,可以直接在Vericut 8.2.1 软件上设置。复杂形状的毛坯则用NX UG 软件建模后导出stl 格式组件,再导入毛坯项目中。为了正确设置加工坐标系G54,将工件坐标系原点设定与编程中心重合。坐标系原点一般为加工工件的上表面的中心。把“G-代码偏置”中的偏置设为“工作偏置”,“寄存器”设为“G54”,再把坐标系原点设置在工件的上表面中心即可。
1.8 虚拟机床的仿真加工
将已经编制好的加工程序导入Vericut 仿真软件后,宝鸡TECH-V11D 五轴加工中心虚拟机床仿真加工准备完毕。在Vericut 8.2.1 仿真软件的虚拟机床下,对产品维纳斯进行仿真加工。加工过程中,无超程、碰撞以及干涉等情况,利用软件中的分析功能进行测量,结果表明加工出来的产品合格。
2 五轴加工中心实际加工验证
宝鸡TECH-V11D 五轴加工中心实际加工产品维纳斯,选取硬铝材料,使用直径为55mm 的棒料,用三爪卡盘装夹毛坯。粗加工参数为转速S=6000r/min,切削速度F=2000mm/min,切削深度a=0.5mm。精加工参数为转速S=10000r/min,切削速度F=3000mm/min,切削深度a=0.01mm。整个切削加工过程中,机床无超程、干涉以及碰撞等情况发生,与虚拟机床仿真加工一致。加工后,用千分尺测量加工零件尺寸,测量结果均在公差范围内,产品合格,如图3 所示。

图3 五轴加工中心实际加工产品图
3 结语
本文基于Vericut 8.2.1 软件和Siemens NX 12.0 软件,构建了宝鸡TECH-V11D 五轴加工中心的虚拟机床。该虚拟机床经过多次产品仿真加工测试,与真实机床加工相比,能准确地反映实际加工中刀具、工件和机床部件的运动情况和各种切削情况,提前预知五轴加工中的干涉、碰撞以及撞刀等情况,可靠性高,满足了茂名职业技术学院五轴加工中心的教学、实训和生产的需求,保障了五轴加工中心加工的安全性和高效性。
