贮箱壁板激光测厚数据处理技术研究
2021-03-19陈乃玉高显胜姚亚超
郑 骥 陈乃玉 姚 辉 韩 晋 高显胜 姚亚超
(①首都航天机械有限公司,北京 100076;② 天津航天长征火箭制造有限公司,天津 300462)
运载火箭贮箱需要通过最小的重量传递推力载荷,并承受燃料带来的内部压力,为此,我国现役运载火箭贮箱壁板通常采用蒙皮加筋结构,以平衡减轻重量与保证强度的双重需求。新一代运载火箭长征五号、长征七号采用先平板机械铣削后滚弯成形的新工艺方案,替代了先滚弯为弧板再化学铣切的传统工艺方案,将壁板厚度公差从0~+0.3 mm减小到0~+0.2 mm。由于占壁板绝大部分面积的蒙皮区域厚度通常在1.2 mm到3 mm之间,按照厚度中位数计算,精度提高将使该区域的重量减轻1.6%~3.8%,是缓解前述需求冲突的重要手段。
制造精度的提升对检测的效率、精度和可追溯性提出了更高的要求。该背景下,研究人员基于激光三角测距原理,设计了壁板厚度激光检测系统,取代了人工逐点测量[1]。
1 壁板厚度激光检测系统
1.1 总体方案
贮箱壁板厚度激光检测系统主要由激光测量子系统、机械定位子系统、电气控制子系统及数据处理子系统等部分组成,如图1所示。

其中,激光测量子系统负责系统数据的测量与采集;机械定位子系统的主要功能是对激光测量子系统提供机械结构支撑,并实现贮箱壁板的快速装夹与定位;电气控制子系统实现机械定位、激光测量子系统的运动与节拍控制,同时与数据处理子系统进行通讯;数据处理子系统负责对激光测量子系统采集的距离数据及机械定位子系统的位置数据进行联合后处理,然后将处理后的厚度数据与贮箱壁板厚度基本尺寸进行对比,并以不同颜色显示。
1.2 激光测量子系统
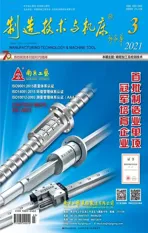
激光测量子系统采用间接测量的方式获得待测壁板厚度数据。如图2所示,将一组激光轮廓传感器分置待测壁板前后两侧,待测壁板的厚度值d,即为前、后传感器绝对距离L减去各自示数L1、L2的差d=L-(L1+L2)。
激光轮廓传感器作为激光测量子系统的核心功能部件,是整个系统的主要直接数据采集源,其测量精度对系统精度有着决定性影响。本文选用的德国米铱Scan Control compact 2600-50型激光轮廓传感器,是一种基于直射式三角法测距原理的距离传感器。直射式三角法测距原理如图3所示。

激光发生器1发出的光线,经会聚透镜2聚焦后垂直入射到待测工件4表面上,其散射光经接收器镜片组5聚焦后在传感器6上成像。当激光束光轴与接收器镜片组光轴之间的夹角θ1和传感器平面与接收器镜片组光轴之间的夹角θ2满足Scheimpflug条件tanθ1=βtanθ2(式中β为横向放大率)时,散射光可以在感光元件上准确聚焦,且被测工件相对基准面的偏离量x可以通过感光元件上聚焦点偏离基准点的位移x′求得[2-4]
式中:a为激光束光轴和接收透镜的交点到接收透镜前主面的距离;b为接收透镜后主面到成像面中心点的距离。
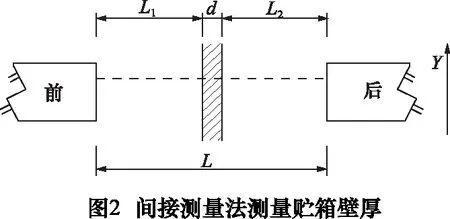
激光轮廓传感器通过精密楔形透镜将激光点扩展为照度平均的激光线,并采用COMS矩阵传感器接收散射光,使得激光轮廓传感器可以计算并输出一组二维坐标值,该二维坐标的纵坐标反映传感器与待测工件的距离值,横坐标反映线激光打在待测工件上的点相对中轴的偏转角度。
1.3 机械定位子系统
为保证测量精度,减少机床运动引入的误差,将待检测壁板以1 m为间隔划分为若干区域。检测时,由链式传动机构1带动待测壁板2,使壁板局部待测区域移动至检测范围内,驱动检测范围两侧的气缸,将壁板锁紧至稳定状态,该区域检测完成后,重复上述过程直至全部检测完成。
在X向行程略大于1 m的局部检测范围内,4个激光轮廓传感器分置在Y向前滑板9、Y向后滑板5上,由电气控制子系统驱动伺服电机,沿Y向同步移动,上下两组激光轮廓传感器同步工作,可以提高检测效率近1倍。Y向前导轨8、后导轨6在底部连接固定,构成一个大型的U型框,并通过滑块4沿X向上侧导轨3、X向下侧导轨7水平移动。
机械定位子系统结构简图如图5所示。

2 误差补偿
贮箱壁板厚度激光检测系统的壁板检测设计极限尺寸为5 500 mm×3 000 mm×30 mm,同时要求测量极限误差≤0.03 mm。为实现该精度,通过数据处理子系统对各种来源的误差进行补偿是一种常见做法。
2.1 误差组成
激光测量子系统测量精度、工件在系统中的位置精度、机械定位子系统制造及装配精度是检测系统系统误差的主要来源,它们产生的误差分别称为传感器示数误差、工件偏转误差、传感器间距误差,详述如下。
(1)传感器示数误差
受激光轮廓传感器自身精度及待检测壁板表面质量影响,激光轮廓传感器示数会偏离其真实值。待测壁板粗糙度约Ra6.3 μm,其表面波峰及波谷的高低差约6.3 μm,米铱Scan Control Compact 2600-50型激光轮廓传感器测量精度为4 μm,激光轮廓传感器理论示数误差约为两者的和,即0.01 mm。
(2)工件偏转误差
蒙皮加筋结构的贮箱壁板,其主要加工手段为将某一侧面吸附在高精度真空吸盘上,而对另外一面进行材料铣切去除,由于该过程中材料去除并不均匀,卸除装夹后,应力释放会导致贮箱壁板存在一定程度的翘曲变形。将待测壁板放置在测量系统中,该翘曲变形体现为壁板局部平面相对前、后激光轮廓传感器连线的偏转。
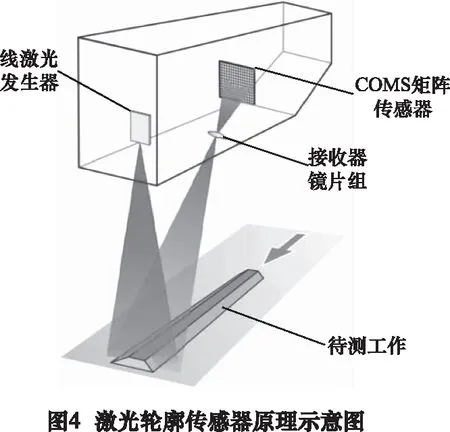
在Y向,由于壁板自重会抵消大部分翘曲变形带来的影响,同时激光轮廓传感器测量宽度狭窄,工件倾斜带来的误差非常微小,可以忽略不计。但在X向,试验发现壁板倾角最大可以达到2°,产生0.7~6 μm的厚度误差,如图6所示。
(3)传感器间距误差
传感器间距误差是指一组激光轮廓传感器中,前、后两个传感器之间的绝对距离L在XOY平面运动范围内的变动量。滑块在直线导轨上的行走平行度误差约0.01 mm/m,即使采用了分区域局部测量的方式,每组激光传感器的移动行程依然有1 000 mm×1 400 mm,仅单传感器沿Y轴一个维度移动带来的变动量就可能达到0.014 mm。作为大型设备,壁板厚度激光测量系统有X向、Y向导轨各两条,直线导轨行走平行度带来的传感器偏移、扭转复合误差,最终体现在壁板厚度测量误差上,至少产生与目标测量精度0.03 mm相同量级的系统误差。
2.2 误差补偿
针对传感器示数误差、工件偏转误差、传感器间距误差等主要测量误差设计补偿流程如图7所示。

(1)噪点过滤
由于激光三角法测距根据反射光在感光元件上的聚焦点与基准点的相对位置计算距离值,这要求散射光强度足够且光斑光能质心与几何中心重合[3]。通过设置曝光时间、滤波参数等变量,可以获得较稳定的数据输出,但无法兼顾待测工件光洁度过高引起强镜面发射的情形。
强镜面反射现象是激光轮廓传感器光信号接收过程中最主要的噪点源,因为该现象会在感光元件上产生不规则大光斑并造成示数值大幅度跳动,或者由于将光线反射至其他方向(少数情况下)使得感光元件接收到的光能不足而无示数。图8为待测壁板反射激光的宏观图像,图9为与之对应的传感器瞬时示数。

针对本文所述特定对象运载火箭贮箱壁板,实验发现强镜面反射现象均发生在铣削接刀痕处,由二次铣削在接刀处产生了类似抛光效果造成,但采用超声测厚仪测量、手触感受等手段验证,该位置厚度数据与两侧一致无突变。

线性数据去噪方法主要包括均值滤波法、中值滤波法和高斯滤波法等[5]。考虑实际对象特征,本文采用了更为简便的“突变点阀值滤波法”,即如果某一点与邻近两点的示数差值均超过特定阀值,则判定该点为突变点,予以清除。取激光轮廓传感器理论示数误差0.01 mm为阀值,滤波效果如图10所示。

(2)数据精简
米铱Scan Control Compact 2600-50型激光轮廓传感器以每毫米6个点(近似值,由于是角度的转换值,每点之间的间隔并不均匀)的密度采集数据,假如对全部采集数据进行后处理并存储,需要耗用大量的内存和存储空间,但测量精度几乎没有改善。为提高运算效率,降低存储需求,需要对测量数据进行精简。以某一指定值p为间隔,保留距线激光中心基准点np(n为整数)附近±0.1p范围内最近点的二维坐标,对测量数据进行精简。噪点过滤、数据精简与数据采集过程同步进行,数据处理过后立即释放原始采集数据。图11为按照p=0.5 mm精简后的数据图像。

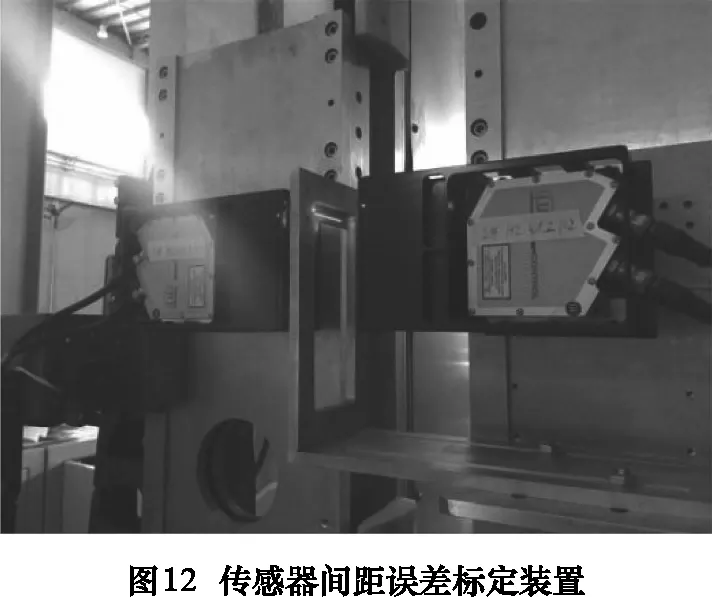
(3)标定补偿
标定补偿的目的在于消除传感器间距误差带来的影响。标定时,在前、后激光轮廓传感器之间放置一个高精度塞尺,该塞尺与后侧传感器通过支架固定,标定装置如图12所示。在全行程内采集数据,可以获得前、后激光轮廓传感器在行程范围内各点实际间距相对标准间距的变化量。多次采集并计算平均值,得到消除偶然误差后XOY平面各点的标定补偿量。
实际检测待测工件时,将各点标定补偿量叠加到对应的激光轮廓传感器测量数据中,即可消除传感器间距误差中的系统误差分量。
(4)数据回归
由于壁板厚度测量的目的在于获取壁板厚度的宏观尺寸,不必关注由粗糙度及传感器精度带来的微观误差,因此可以通过数据回归的方式平滑扫描线数据。最小二乘法是最常用的线性数值回归算法,经数据回归处理并以±20 mm为界线截取后的数据图像如图13所示。

(5)倾角补偿
倾角补偿消除的是工件偏转误差,补偿量Δd′由前述补偿后该位置的厚度d′及线性回归方程的斜率k计算获得,
2.3 剩余误差
环境温度、风和振动等贮箱壁板厚度激光检测系统所处的外部环境因素的波动,也会带来成因复杂的误差,这些误差共同构成了检测系统数据补偿后的剩余误差。外部环境产生误差的作用机制及误差的外在规律复杂多变、难以摸清,但是可以通过人为构建封闭、半封闭空间将误差影响因素保持在稳定的范围内,进而达到控制误差的目的。
3 结果分析
以主要特征为小三角形网格结构的某贮箱壁板为例,该壁板板幅4 200 mm×2 450 mm,最大厚度11 mm,最小厚度1.8 mm,厚度公差均为0~0.2 mm。检测该贮箱壁板,并以前处理(噪点过滤、数据精简)后的厚度数据相对厚度基本尺寸的差值绘制厚度点云,如图14所示。在图14厚度数据基础上进行标定补偿,绘制差值点云如图15所示。数据处理子系统完全补偿后的厚度差值点云如图16所示。


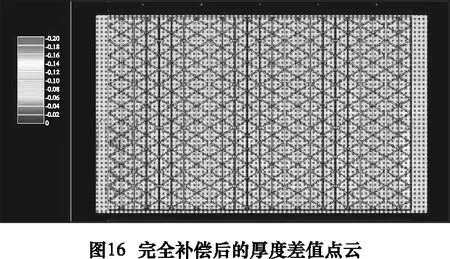
结果显示,由标定补偿消除的传感器间距误差宽度最大,上侧传感器组间距误差宽度为0.166 mm(-0.039~+0.127 mm),下侧传感器组间距误差宽度为0.208 mm(-0.047~+0.161 mm),全行程范围内传感器间距误差总宽度为0.208 mm。
由于数据回归、倾角补偿消除的传感器示数误差、工件偏转误差复合误差宽度较小,两者影响叠加误差宽度为0.022 mm(-0.014~+0.008 mm),仅传感器间距误差的10.6%。

借助直尺和壁板特征定位,以超声测厚仪抽检40个随机选取的点(如图17所示,该位置基本尺寸4.5 mm),结果显示,最大误差0.017 mm,平均误差0.006 mm,满足≤0.03 mm的测量精度要求。
为避免由于抽检方式定位精度较低导致统计误差小于实际误差的风险,超声测厚时对随机点四周半径约20 mm的区域进行了全测并评估风险,认为小区域内厚度变化几乎可以忽略,结论有效。
4 结语
本文详细介绍了贮箱壁板厚度激光检测系统的工作原理,分析了主要系统误差的作用机制,并结合实际产品状态及目标要求,给出了简便、高效的数据处理、补偿方案。实验验证了方案的有效性,并给出了传感器间距误差、传感器示数与工件偏转复合误差的影响大小。