基于AMESim的冲压装置控制系统优化分析*
2021-03-19张东民穆天驰周伟民邹文龙
张东民 穆天驰 周伟民 周 强 邹文龙
(①上海应用技术大学,上海 201418;②上海东风汽车专用件有限公司,上海 201419)
气液增力缸具有液压传动和气压传动的双重优点,在力和行程可调的情况下,能够满足快速准确高精度的冲压要求,广泛应用于汽车零部件制造行业。国内气液缸控制系统多采用节流阀或溢流阀同步回路设计,通过调节节流阀或溢流阀的流量大小来控制气液缸工作,此方法适用于大型零部件或对冲压加工精度要求不高的零件,无法满足体积较小零件的高精度冲压。为此,本文提出了一种新型的串联节流阀与机械刚性连接相结合的控制系统,并针对其动态性能进行了仿真分析。该系统能够进一步提升零件冲压加工精度,满足企业产品生产需求,结构简单,维护方便,降低成本,将产品合格率从85%提升至95%,冲压零件耐磨性和刚性强度增强,提升零件的质量[1-2]。
1 控制系统原理与组成
冲压装置控制系统是由动力源、控制阀、PLC控制箱三大部分组成。其主要优点是可根据冲压零件的不同规格进行相应的冲压力和冲压行程的调节,满足不同规格冲压零件的冲压需求。同时,保证三个气液缸并行冲压时间误差在0.05 s范围内,满足企业对冲压零件的特殊生产要求。当冲压系统接收到信号时,冲压系统会输出相应的压力值,压力通过控制阀调节气液缸进给的速度。气液缸的工作行程分为无负载空行程和有负载进给行程,无负载空行程由气缸完成,有负载进给行程由液压缸完成,在空载行程遇到冲压零件时,反馈给控制阀,冲压系统输出信号,液压缸开始工作[3]。气液缸由电磁阀控制,工作原理如图1所示,为更好满足冲压精度,在此基础上,采用串联节流阀与机械刚性连接相结合的方式来控制冲压系统[4-5]。

2 三气液缸同步回路设计
特殊冲压零部件加工精度要求较高,对于气液缸的同步性控制尤为关键,要确保3个气液缸在工作行程中的时间误差控制在0.05 s以内,故先后采用了以下4种形式的同步回路设计并进行仿真(由于气液缸自身具有一定同步性,为了简化同步性分析,在分析过程中用液压缸代替气液缸进行仿真分析,液压缸达到同步性要求,气液缸也能确保达到精度要求)。(1)机械刚性连接同步回路设计,考虑到气液缸自身的同步性,采用机械刚性连接设计,此方法较为简单,能实现多缸同步,工作可靠。但同步精度仍然达不到要求,且只适用于同步距离较近的场合。(2)串联回路设计,此方法结构较为复杂,需要补油和放油设施,增加了运行成本。(3)节流阀同步回路设计,采用3个调速阀实现三缸同步,结构简单,制造成本低,但同步精度较低,达不到装配要求。(4)串联节流阀与机械刚性连接相结合的同步回路,其中一个缸采用油缸直接供油的方式,另外两缸采用串联节流阀的同步回路设计,采用此种方法能够达到同步性要求,使得工作行程中的时间误差控制在0.05 s以内[6-7]。
综上分析可知,采用串联节流阀与机械刚性连接相结合的方式能有效满足同步性需求,结构简单,成本低,设计成套,调试和使用容易,也方便后期维护保养。同时,产品要求0.05 s以内的误差,而采用此种方法能够将时间精度控制在0.01 s以内,大大提高了同步精度。
3 三缸同步性仿真分析
3.1 在AMESim中同步回路的建立和仿真参数确定
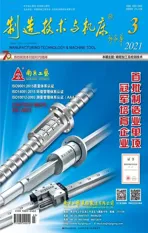
AMESim 液压仿真软件有4种基本工作模式:方案模式(sketch mode)、子模型模式(submodel mode)、参数模式(parameter mode)和运行模式(simulation mode)。在方案模式下建立同步回路如图2。
三缸负载为5 000 N,液压缸内径63 mm,活塞杆直径30 mm,设定工作压力16 MPa。在参数模式(parameter mode)下输入液压缸相应参数:液压缸的内径(piston diameter)、活塞杆的直径(diameter of rod)、液压缸活塞的行程(length of stroke)等,其他参数按默认参数设置,如液压泵、节流阀等液压元件的参数[8-9]。
3.2 同步液压回路仿真结果分析
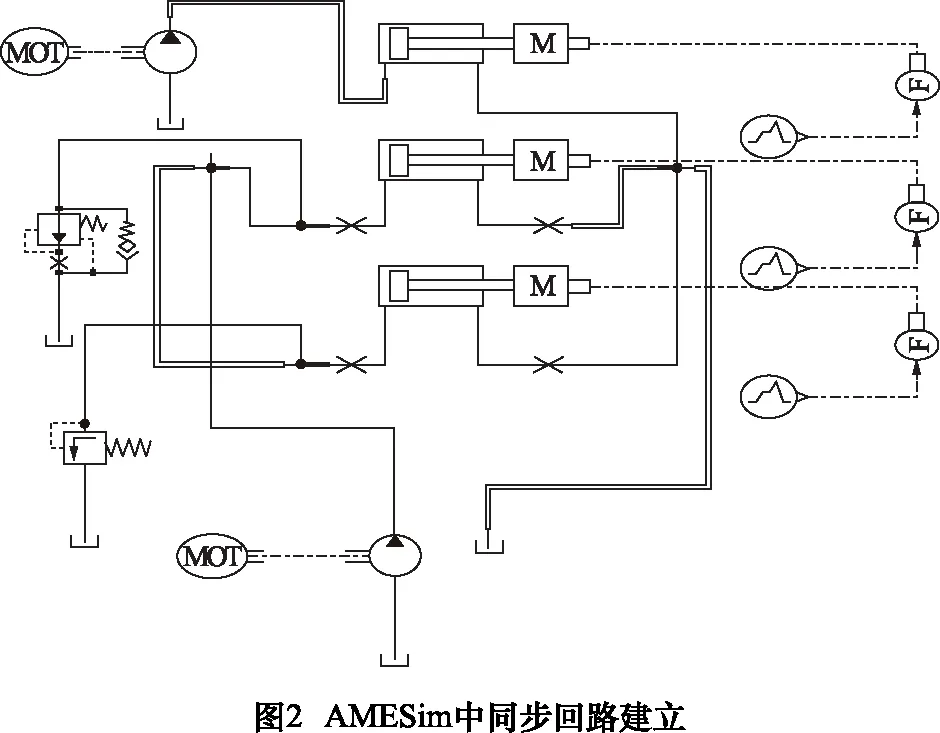
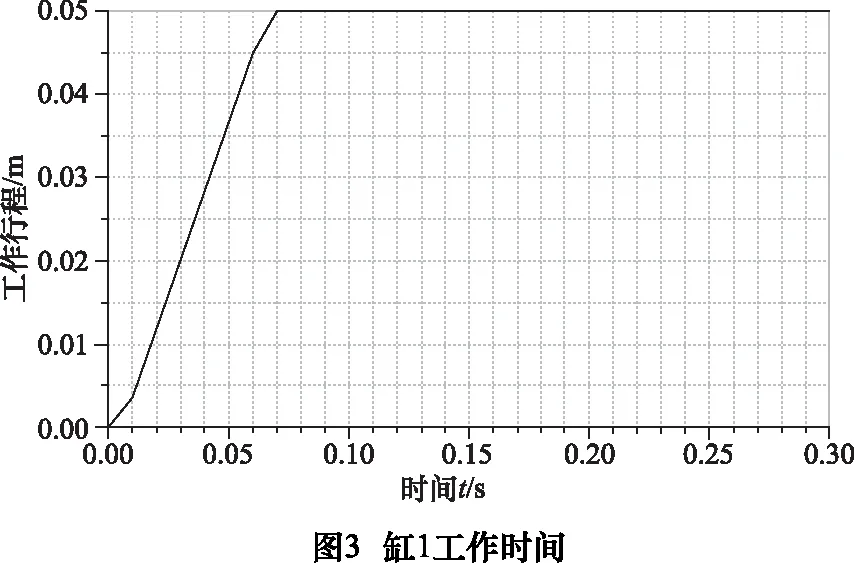
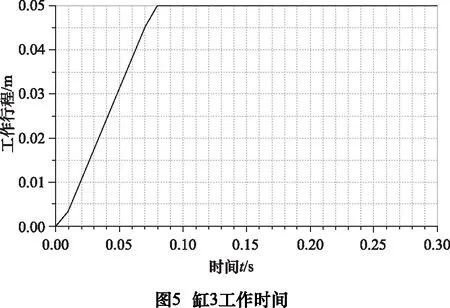
在运行模式(simulation mode)下对上述液压同步回路进行仿真,得到图3、图4和图5分别为3个缸在工作行程是50 mm的情况下所用的时间。从仿真结果可以看出,缸1所用时间为0.07 s,缸2和缸3所用时间为0.08 s,相差0.01 s的时间误差,远远小于需要的0.05 s时间误差,采取此种液压回路设计能够满足冲压精度,并进一步提高产品合格率。
4 装置试生产验证
4.1 试生产方案设计
在优化设计后的冲压装置下,选取30个M8规格的螺母和30个M16规格的螺母作为实验样本,在连续冲压30次后,用千分尺按冲压顺序分别对两种规格的30个螺母的三边冲槽深度进行测量,并计算三边冲槽深度的期望值。
4.2 试生产结果分析
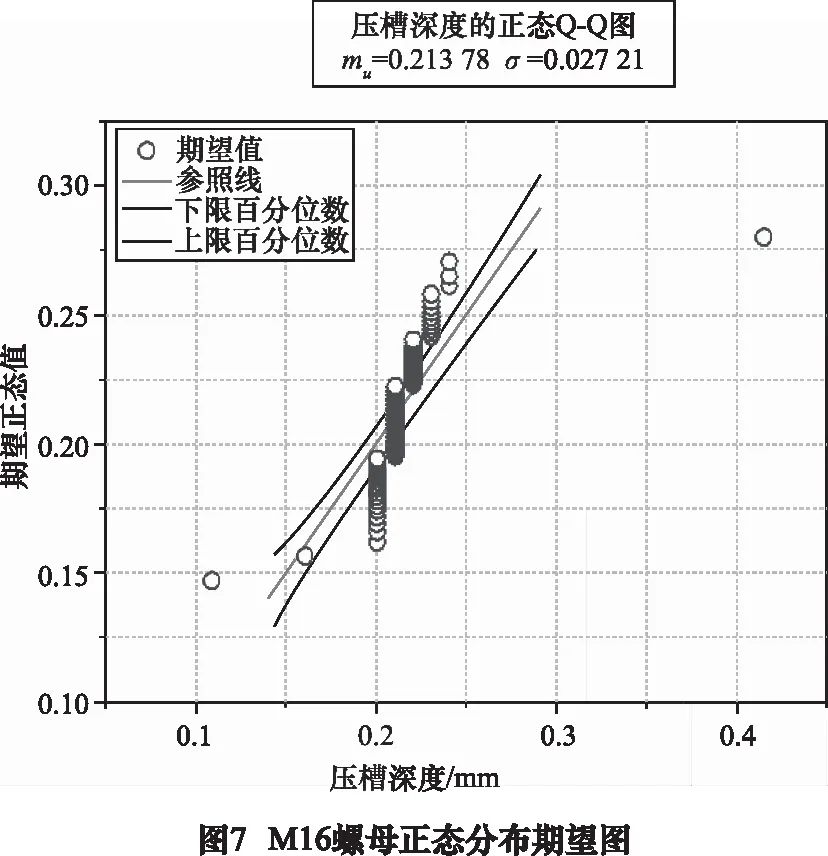
记录下两种规格螺母的30组实验数据,如表1所示。M8螺母的合格率为100%,M16螺母的合格率为96.7%,均满足所需要求,同时从表中可以看出,连续冲压30次后,气液缸冲压的稳定性较好,与我们希望的M8规格螺母的0.1 mm冲槽深度,M16螺母的0.2 mm冲槽深度偏差较小。由于螺母规格的增大,所需冲压力和冲槽深度增加,致使产生不合格品,且稳定性相较与M8规格的有所增大,通过正态分布期望图可以看出,M8螺母的均值mu为0.108 mm,σ为0.008,满足3σ定理,M16螺母的均值mu为0.214 mm,σ为0.027,满足3σ定理,但冲压稳定性M8比M16要更稳定,如图6和图7所示。这是由于新的控制回路设计使得冲压件的精度和冲压稳定性得到了提升[10-11]。
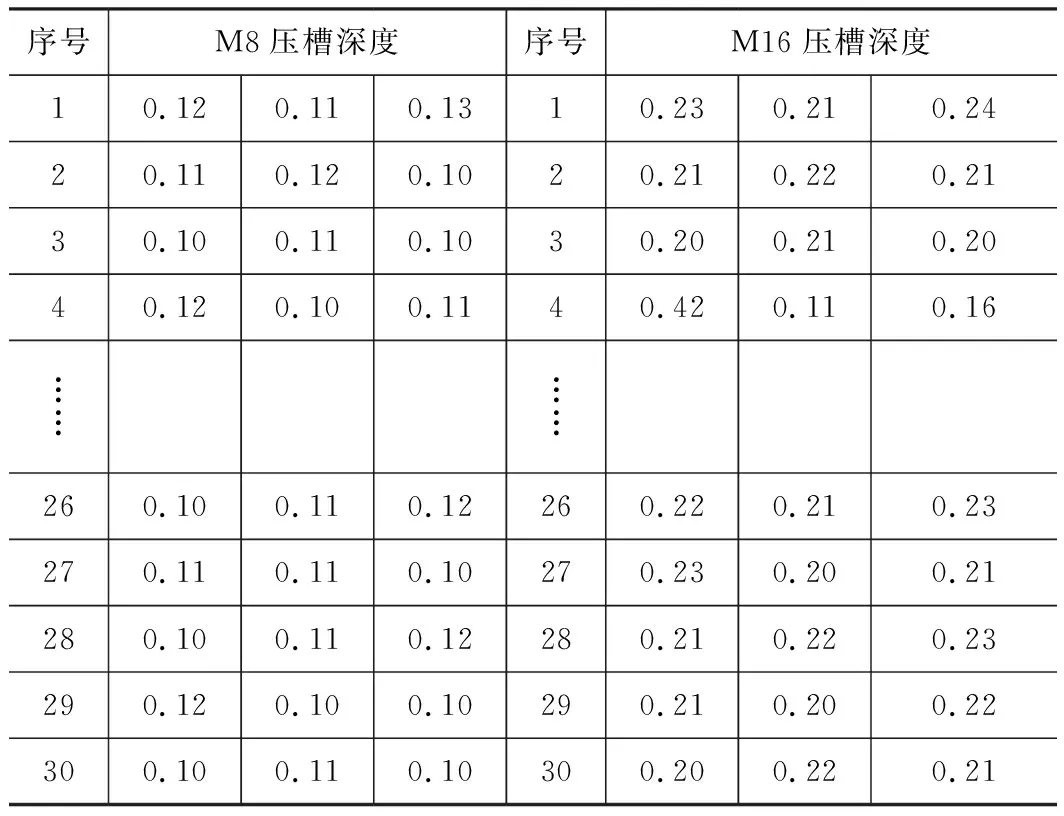
表1 三边压槽深度 mm

5 结语
(1)针对此种特殊的冲压件,设计了一种采用串联节流阀与机械刚性连接相结合的控制方式,确保了冲压件的精度要求,进一步提高了产品的合格率。
(2)通过实验验证,对于气液缸的连续冲压稳定性以及对不同规格螺母冲压的一致性得到了较为可靠的数据,可继续通过对冲槽深度的选择和气液缸的回路控制的研究来优化装置。
(3)在冲压控制系统上使得该设备能够冲压多种规格特殊的冲压件,对于其他需要对多边冲压的设备的控制系统的研究提供了参考。