不同焊接工艺对焊缝低温韧性的影响研究
2021-03-05姚若波李之达
姚若波, 李之达
(武汉理工大学 交通学院,湖北 武汉 430063)
0 引 言
S420ML是欧标的高强度结构钢板,与国标的Q420q类似,它具有良好的力学性能和工艺性能,淬透性较高,加入钒使钢的晶粒细化,降低过热敏感性,提高了强度和韧性,具有良好的疲劳强度,屈服比也较高,但是焊接性差,冷因变形塑性也相对较低,主要用作结构钢,广泛应用于桥梁、水利水电、船舶、建筑、环保等行业。S420ML钢板的焊接接头由于焊接过程造成的组织劣化和缺陷会成为薄弱部位,所以有必要对焊接过后的焊缝进行低温断裂韧性评定,对于该钢种的应用有重大意义。裂纹尖端张开位移(crack tip of displacement, CTOD)试验是评定材料低温断裂韧性的一种有效方法,并且CTOD试验还可以通过预制裂纹将裂纹前沿放置在待检测区域,在焊接件断裂韧性研究方面有着得天独厚的优势[1,2]。
目前,不少学者进行了焊接对焊接接头的韧性影响研究。蔡晓静等[3]研究了采用埋弧焊焊接的焊接接头的CTOD低温断裂韧性试验,结果表明热影响区的CTOD值较分散,且粗晶区相比细晶区更容易发生失稳破坏;陈小伟等[4]通过焊接热模拟+低温冲击试验的方法研究了不同焊接线能量下焊接接头的低温韧性,结果表明接头的低温断裂韧性会随着焊接线能量的增加而恶化。之前的研究大多集中在同一焊接工艺下焊接接头各区域的韧性对比,以及不同焊接参数和合金元素对韧性的作用上,而对于不同焊接工艺对焊接接头断裂韧性影响的研究还比较少。为此,本文主要对采用3种不同焊接工艺的S420ML钢进行了焊缝低温CTOD试验,并比较了不同焊接工艺对焊接接头韧性的影响,为工程应用提供参考。
1 试验方法和过程
1.1 试验材料
试验材料主要采用的是S420ML高强度钢板,其主要化学成分见表1。其主要力学性能:屈服强度σs=451 MPa,抗拉强度σs=553 MPa,延伸率为26%,屈强比为0.82。

表1 母材熔炼化学成分及含量
焊接使用的三种焊接工艺分别为:FCAW(药芯焊丝电弧焊)、SAW(埋弧自动焊)、SAW+PWHT(埋弧自动焊+焊后热处理),这三种焊接工艺的工艺参数见表2。对于这三种焊接工艺的试件,以下分别标记为1、2、3。

表2 焊接工艺参数
1.2 CTOD试验
CTOD试验参考规范为国家标准协会制定的GB/T-21143[5],按照规范对三点弯曲试样的要求进行加工,加工完成的三点弯曲试样的具体尺寸如图1所示,试样的W×B=76×76 mm,跨距S=304 mm,采用电火花切割来加工试样的V型缺口,不再外接刀口(即z=0 mm),坡口夹角为45°,缺口的根部半径为0.075 mm。初始裂纹长度a=W/2=38 mm,包括35 mm长的缺口深度以及3 mm长的预制裂纹长度。

图1 试样尺寸图
预制裂纹使用的是JXG-200 kN微机控制高频疲劳试验机,频率为120 Hz,预制中采用正弦波形来加载,预制好的裂纹如图2所示。裂纹预制好后先将试件放置在环境试验箱中贮藏,设定环境箱的温度为-10℃,根据规范的要求,试件所处的温度变化区间为±2℃,冷却时间不得少于90 min。之后进行低温断裂韧性试验,试验过程中试件仍处在-10℃的环境温度箱中,使用的试验机为WAW1000B微机控制电液伺服试验机,引伸计的型号为YYJ-12/10电子引伸计,标距为10 mm,最大变形12 mm,应变示值误差为0.741%,满足规范要求。
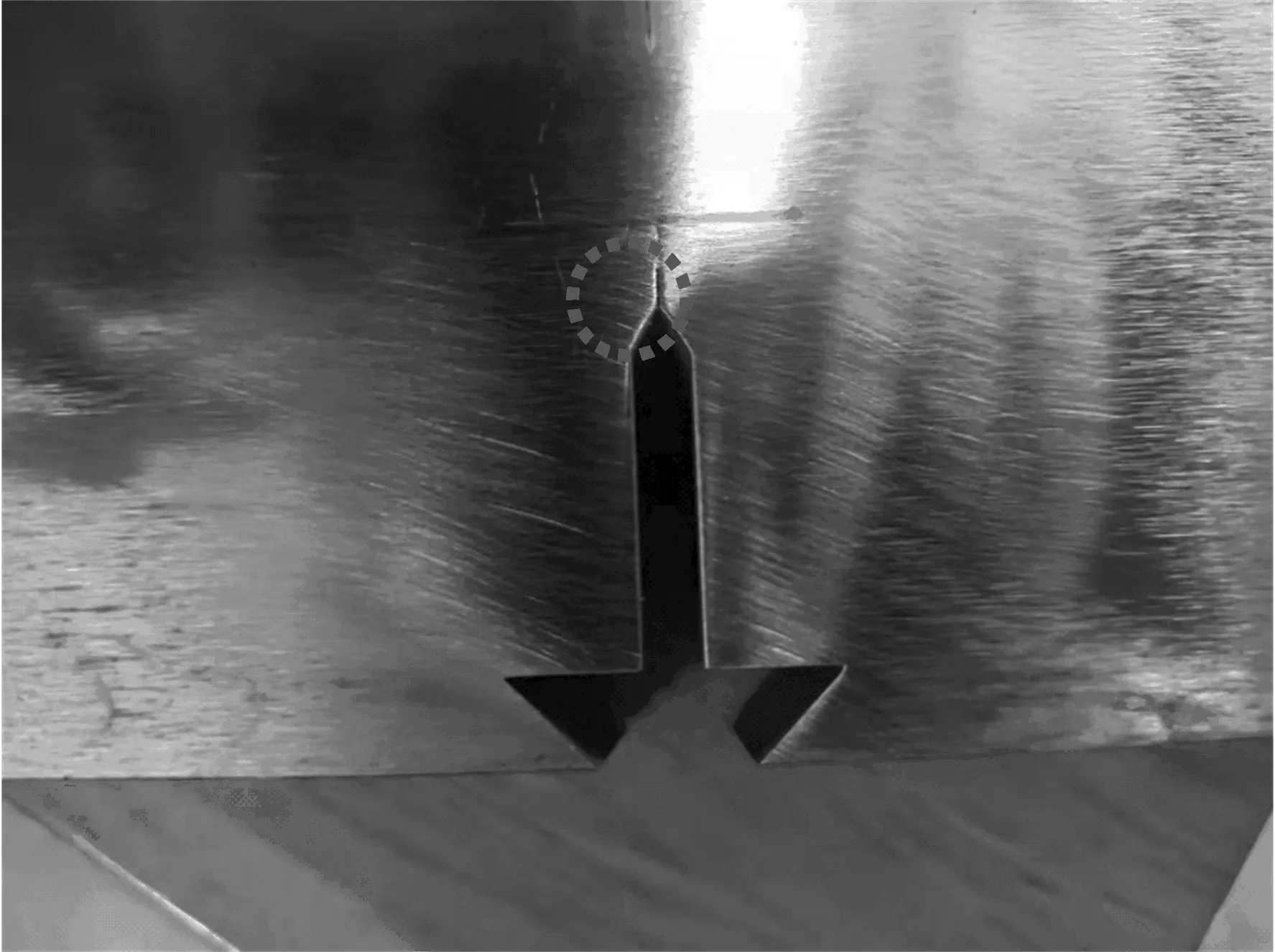
图2 预制的裂纹
试验过程中采用力控制方式加载,为了满足规范规定的加载过程中应力强度因子速率在0.5 MPa·m0.5s-1至3 MPa·m0.5s-1之间,加载中采取2 kN/s的设定加载,当试件断裂或者承载能力下降到最大荷载的20%时终止试验。失效试样如图3所示,将失效试样取下后压断,将断面烘干后对断面进行画线,测量得到初始裂纹长度a0,并使用10倍镜头对断面进行放大,保证测量精度,其中最外侧的2个测点位于距试件边缘1%B处,剩余7个测点平均分配2个边缘测点中间的距离,如图4所示,初始裂纹长度a0的计算公式为:
(1)
CTOD的计算按照规范GB/T-21143-2007中给定的计算式:
(2)
式中:δ为裂纹尖端张开位移(CTOD);P为荷载缺口张开位移(P-V)曲线的最大荷载;V为P-V曲线最大荷载对应的塑性缺口张开位移;f(a0/W)为几何形状因子,按下式计算:
(3)
图3 破坏试样

图4 初始裂纹长度测量
2 试验结果与讨论
通过低温CTOD试验得到的荷载-缺口张开位移(P-V曲线)如图5所示:
通过试验得到的P-V曲线得到试样所能承受的最大荷载和塑性缺口张开位移,通过式 便可计算得到不同试样的裂纹尖端张开位移值,具体结果如图6所示,并且由于CTOD的试验结果常常会出现数据的离散,为了保证试验结果的准确性,也对试验结果的离散程度进行了分析,见表3。




图5 CTOD试验得到的P-V曲线

图6 CTOD试验结果

表3 数据的离散程度
可以看出,所有试样的CTOD试验结果均满足挪威船级社规范中最小裂纹尖端张开位移允许值δa≥0.5 mm的规定[6],但是采用不同的焊接工艺对焊接接头的低温韧性有不同的影响。其中采用埋弧自动焊(SAW)和埋弧自动焊+焊后热处理(SAW+PWHT)的焊接工艺可以大幅度提高焊缝的低温韧性,得到的结果离散程度也较小,并且添加焊后热处理后可以消除焊接残余应力,使得焊接部位的韧性更加优良。但是采用药芯焊丝电弧焊(FCAW)焊接技术的焊接件的低温韧性会比母材还要差一些,试验结果的离散程度也大一些,离散系数为19.13%,原因可能是药芯焊丝电弧焊有焊剂,层间清理不当或操作技术不当时,会有焊渣残留在焊缝金属的可能性,此外,FCAW要求焊接速度足够快,来保持电弧在熔池的前缘。所以采用FCAW焊接技术时常常会产生未焊透、夹渣和气孔等典型缺陷[7],进而影响到焊接件的断裂韧性,也增加了韧性试验结果的随机性,从而造成试验结果的离散程度较高。
3 结 论
通过低温CTOD试验,比较了不同焊接技术对焊接接头焊缝的断裂韧性影响,结果表明:采用埋弧自动焊(SAW)可以提高焊缝的韧性,且进行焊后热处理能有效消除焊接造成的残余应力,提高焊接结构的稳定性。但是采用药芯焊丝电弧焊(FCAW)会产生未焊透、夹渣和气孔等典型缺陷,造成焊接件的低温韧性变差,并且得到的结果离散性也较大,所以采用该焊接技术时一定要保证焊接过程的规范,且有必要进行韧性试验验证焊接接头的韧性,且试验中需要保证样本数量足够多。