斜楔冲孔模结构优化及强度分析
2021-02-28董瀚文
孙 理,董瀚文
(一汽解放汽车有限公司,吉林长春 130011)
1 引言
传统的斜楔模具结构中,部分制件由于斜楔冲孔结构的限制,以及冲压件的尺寸限制,无法实现制件翼面左、右两孔一次冲完,一般在一序上分两次冲孔。但这种结构生产时废料是否堵塞不便于查看,导致废料是否堵塞这信息不清楚;凹模左右部分的结构受到单侧的侧向力,导致模具结构强度低,引发凹模镶块容易破碎的问题。本文就一种斜楔的模具结构的优化过程和强度分析进行了阐述。
2 制件介绍
制件长、宽、高轮廓为70×56×80mm,材料牌号为st12,料厚1.5mm,如图1所示。
该制件左右两侧的大孔直径为φ31mm,且两孔的装配结构需要穿过一根直径φ30mm的圆管,最后形成焊接总成,因此两孔对同轴度有要求。如果两孔在落料冲孔工序中加工,成形后孔的位置度和同轴度难以满足后续工艺需求,为保证制件质量,该制件的冲压工艺设计为落料冲孔-成形-斜楔冲孔。
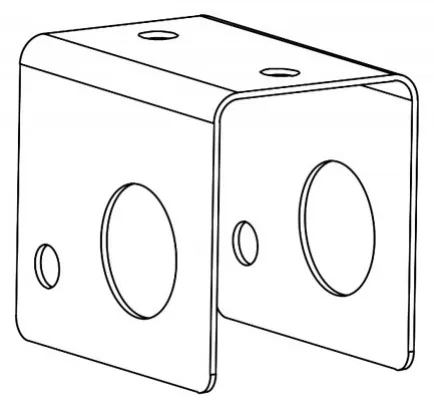
图1 产品图
3 模具方案设计
根据工艺与冲裁力及模具尺寸预估,结合生产车间的设备资源,该工序使用设备为400t单点机械压力机。第一次设计模具结构如图2所示,模具主要由上下底板、压料板、左右斜楔、凹模镶块、凸模等零件组成。
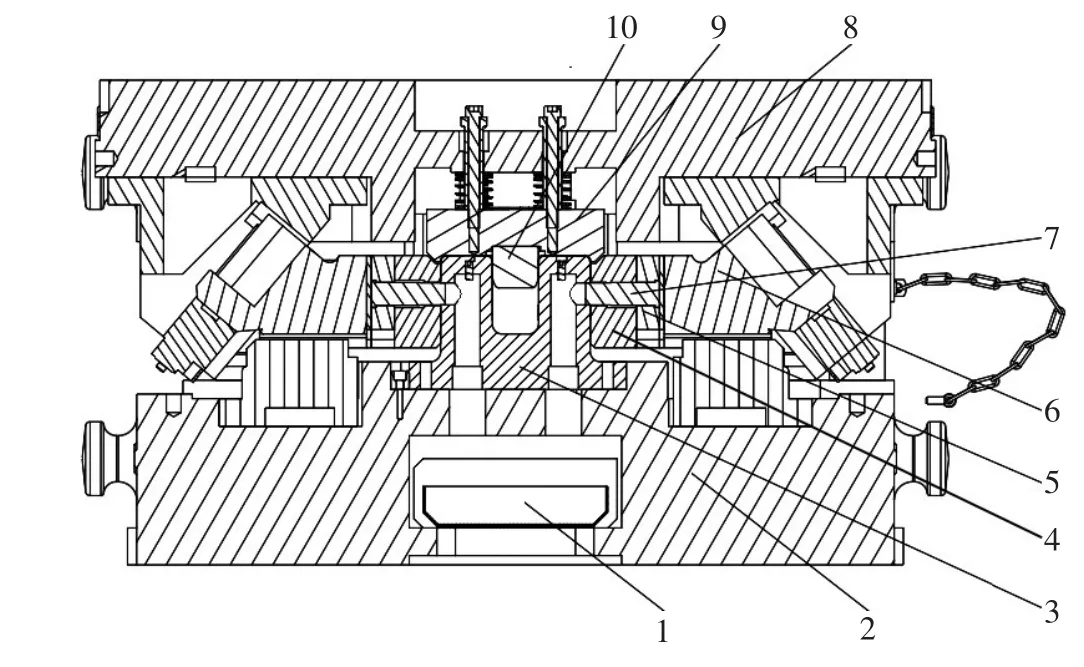
图2 模具的正视截面图
模具尺寸900×760×525mm,左右两侧的圆孔分2次在同一工序中加工。凹模结构为传统的整体式结构,在上模向下运动的过程中,凹模对应的上模中部有挡块,用以平衡左右两侧的受力。凹模镶块内部有废料断屑器,将废料滑落方向由水平方向改为垂直落下,如图3所示。
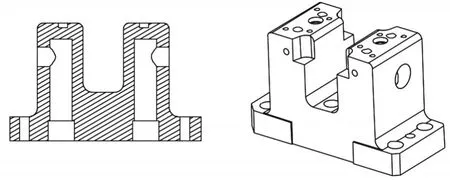
图3 原凹模的正视截面图与轴视图
4 故障分析
冲压件在模具投产进入小批量阶段后,生产总量达到4,000件左右时,凹模镶块破碎,导致模具无法正常使用。经过分析,镶块破碎原因有:①镶块结构中间没有窥视孔,废料是否堵塞难以察觉;②虽然上模中部有档块,但凹模左右部分受力没有完全抵消,导致凹模强度不足;③废料在润滑油的粘接下,不容易分离,废料扣接粘连,堵塞在废料孔中。在冲击载荷的作用下,凹模镶块破碎,如图4所示。

图4 破碎的凹模实物
5 解决措施
针对镶块破碎的可能原因,制定以下措施:①凹模镶块结构中部左右侧增加窥视孔,随时查看废料是否堵塞;②镶块前后增加环形结构,使得镶块在冲压时左右侧平衡抵消镶块的受力;③废料盒中增加左右格挡,能确定哪侧废料堵塞;④减少前工序的拉延油的涂抹次数,在工艺文件中规定适当的定额。改进后的方案利用现有模具,不改变原有模具尺寸,只需更换模具的凹模镶块即可,如图5、图6所示。目前该模具已投入使用1年8个月,月均产600件以上,镶块运行平稳,改进后的方案验证有效。
6 模具结构强度分析
冲压模具的设计主要依靠行业的标准或规范,以及设计者的经验。对于设计效果的分析验证,在生产前期难以精确获得模具的变形和受力情况[1],往往通过实物效果来验证,而CAE为这难题提供了工具。
根据计算模具的冲裁力和压料力,模具镶块两侧承受的载荷为53,043N。对模具结构的强度进行数值分析,根据模拟分析结果显示,改进前的载荷集中在冲孔附近,改进后的载荷较为均匀分散,且冲孔附近的载荷低于改进前,如图7、图8所示;在载荷的作用下改进前的镶块的最大变形量为0.0252mm,改进后镶块的最大变形量为0.00827mm,变形量降低67.1%。改进后的结构载荷承载分布与抵抗变形的能力均优于初始设计,综合实际运用效果,证明改进有效。
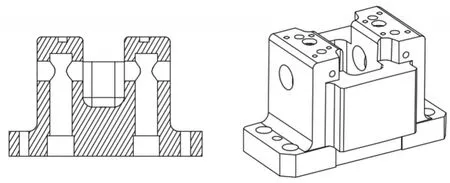
图5 改进后凹模的正视截面图与轴视图
图6 改进后凹模实物图
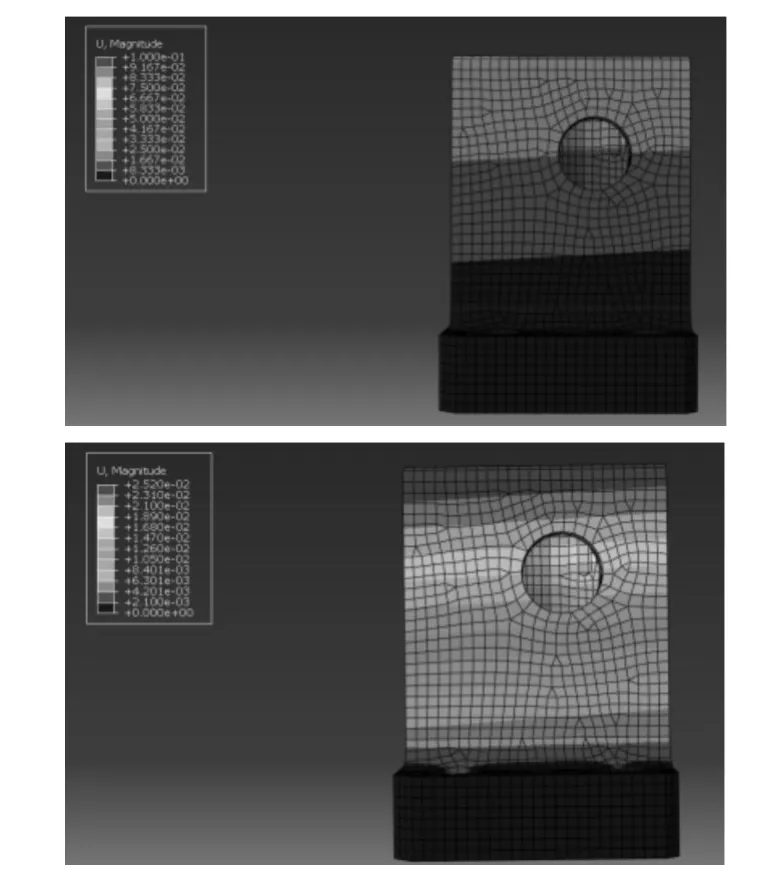
图7 改进前的凹模镶块应力与应变云图
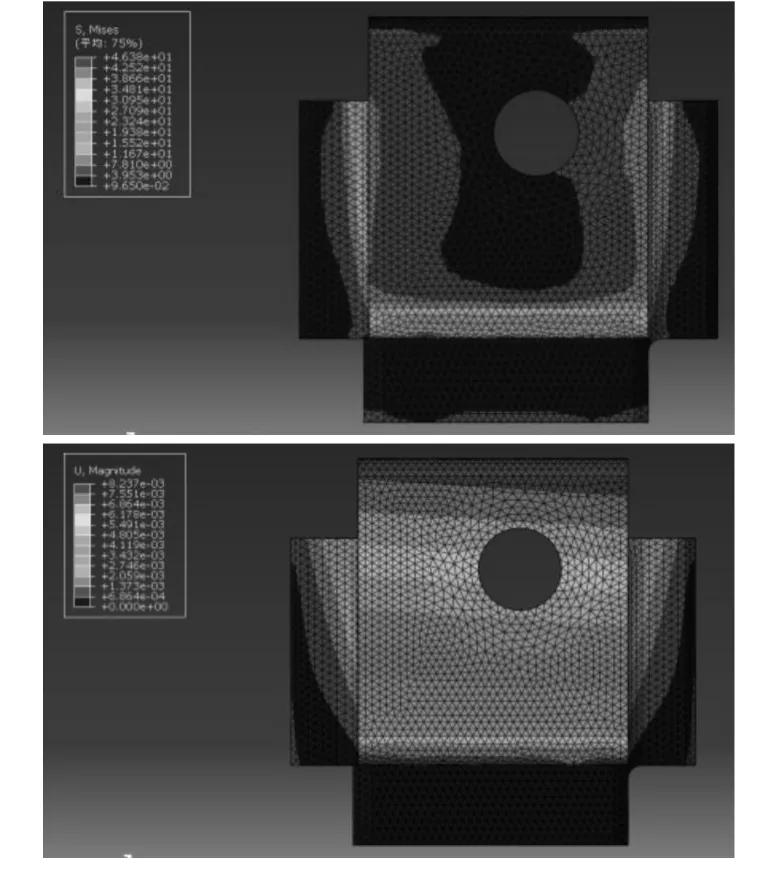
图8 改进后凹模镶块的应力与应变云图
7 结论
(1)改进后的环形镶块结构由于能平衡左右两侧的受力,提升镶块的强度,对生产保障、降低备件维修费用等方面均有积极意义,已推广应用。
(2)有限元分析这一工具可以对模具结构进行优化和设计指导,运用于冲压件的生产流程,可以提高生产的质量与效率。
