滚针轴承冲压外圈连续拉伸级进模设计
2021-02-28齐秉钧张天微
齐秉钧,张天微
(哈尔滨量具刃具集团有限责任公司,黑龙江哈尔滨 150040)
1 引言
级进模是冲压模具中一种先进高效的冲压模具,对于生产批量大且材料较薄的中小尺寸冲压件非常适用。可一次完成冲裁、弯曲、成形、拉伸等多工序。具有加工质量稳定可靠、操作安全、节省劳动力、工作效率高,可实现自动化生产等优点。
滚针轴承冲压外圈属于材料较薄的小尺寸冲压件,所以非常适合采用多工位级进模进行冲压生产。由于滚针轴承外圈的冲制属于圆筒拉伸范畴,所以对滚针轴承外圈设计了相应的多工位拉伸级进模。
2 拉伸工艺计算
2.1 毛坯直径计算
以HK0810型滚针轴承冲压外圈为例(见图1),

推出D0=φ24.01mm取φ24.1mm,D=D0+δ=φ25.5≈φ26mm
式中 δ——修边余量,查表得δ=1.4mm根据工件尺寸计算毛坯直径D0[1],其中d2=(12+11)/2=11.5,H=10.6-0.25=10.35,r=1。
由公式:
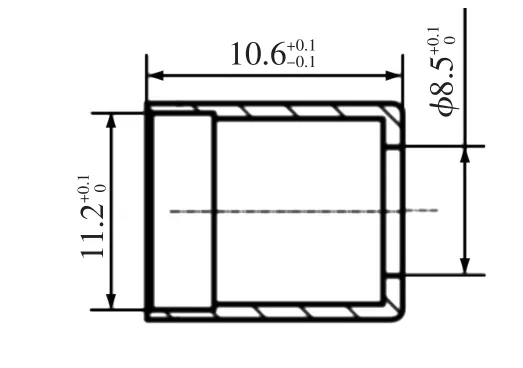
图1 滚针轴承冲压外圈
2.2 排样设计
为了精确导向,选择有两圈工艺切口的连续拉伸[2]。带料宽度公式如下:

式中n和b2由表查得,n=1.5mm,b2=1.5mm。计算得到带料宽度B=32mm。
可确定工艺切口凸模的直径分别为φ26mm和(26+2n)=φ29mm。
根据公式计算出步距,得出步距A=D+3n=30.5≈31mm。确定拉伸的次数为3次。图2为工序排样方案的示意图,其包含工艺切口Ⅰ,工艺切口Ⅱ,一次拉伸,二次拉伸,三次拉伸,压底,打字,冲孔和切边,共9个工位。
3 步距与步距精度和定位方式
3.1 步距与步距精度
由于排样设计时计算出步距为31mm,步距精度按照如下公式得出。
式中 Δ——多工位级进模步距的对称偏差值
β——制件沿条料送料方向的最大轮廓尺寸,在精度提高2~4级后的实际公差值
n——多工位级进模的工位数(包含空工位)
K——因数,可通过查表得出K为0.95mm
制件展开后,沿送料方的最大轮廓尺寸为毛坯尺寸D0=φ24mm,则尺寸φ24mm的14级,提高4级后为10级,其公差值为β=0.084mm,共有工位数为n=13个,得到多工位级进模步距的对称偏差值Δ=±0.017mm。
3.2 条料定距定位
由于上述计算得出的步距精度为±0.017mm,所以为了保证送料精度,选用导正销进行导正,不需侧压装置。因为气动送料装置的送料步距精度较高、稳定可靠、一致性好,所以选择气动送料装置,自动送料定距。
4 凸凹模的结构设计
4.1 凸凹模设计原则
根据凸凹模的设计原则规定[3],凸凹模必须有足够的强度、刚度和硬度;凸凹模结构要简单可靠、制造、测量和安装方便;便于调整、维修和保养;要考虑刃磨后的凸凹模相对位置对其他工位上凸凹模相对位置的影响;要考虑排件的及时、畅通和放置浮料;凸凹模要有统一的基准。
凸模选择插入式结构,用螺钉固定,由于制件的形状为圆形,所以无需设计凸模的防转装置。
4.2 凸凹模设计
根据相关公式计算出首次拉伸力,二次拉伸力,凸凹模的间隙和凸凹模的尺寸和相应的加工精度。并根据应力校验公式进行凸模的压应力和弯曲应力的校验。
4.2.1 凸模设计

图2 工序排样图方案示意图
以凸模为设计基准,冲裁孔件的直径取8级精度△=0.013mm,计算出工艺切口Ⅱ的凸模和凹模的尺寸;再计算出一次拉伸、二次拉伸和末次拉伸的凸模和凹模的尺寸;以凸模为设计基准,冲裁孔件尺寸取7级公差等级计算出;由于切边属于落料,所以其以凹模为设计基准,计算出冲裁件的尺寸。
凸模长度计算公式:

式中 L——凸模的长度
H1——凸模固定板厚度
H2——凸模进入凹模的深度
H3——卸料板厚度
t——制件材料厚度
Y——凸模固定板与卸料板之间的安全距离,取Y=15~20
图3为工艺切口Ⅱ的凸模的结构。

图3 工艺切口Ⅱ的凸模结构
4.2.2 凹模设计
凹模设计选用镶套式结构,即在一块凹模固定板上嵌入多个圆柱形的整体凹模镶件。在结构设计中,凹模均是整体式镶套,且均为圆形镶件,所使用的凹模为直通式无肩普通圆形凹模镶件,其中切边凹模带有落料锥度。
一次拉伸、二次拉伸、压底、打字和冲孔的凹模均为直刃口,厚度H均为有效刃口高度,且刃壁无斜度的形式。切边凹模为直刃口,刃口有斜度,具有一定高度h的形式。
切边凹模与垫圈结构如图4所示。
4.2.3 凹模配套结构的设计
凹模的配套结构包括:凹模垫板、凹模座、凹模固定螺钉和定位销。凹模固定板尺寸为450×97×22mm,螺钉最小的沉头孔深度取10mm,圆柱销的最小配合长度取30mm。螺钉与销钉均为4对。
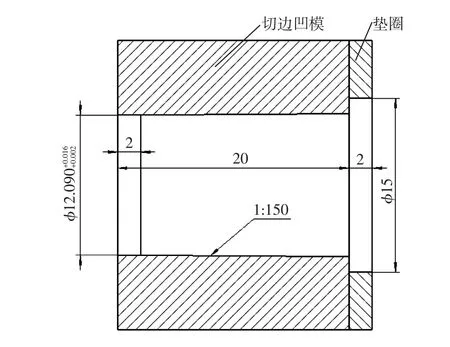
图4 切边凹模与垫圈结构
4.2.4 凸凹模加工精度与互换性
凸模尺寸公差为同轴度0.0015mm[4],圆度0.0015mm,表面粗糙度值D:Ra0.8μm、d:Ra0.4μm,步距误差为±(0.002~0.01)mm。互换镶件的常用公差:尺寸公差为0.002mm,平行度为0.001/40,直线度为0.001/40,表面粗糙度值为Ra0.4μm,装配后步距差为±(0.002~0.01)mm。
4.3 凸凹模的强度校验
压应力校验公式:

式中 P——最大冲裁力P=Ltτ
L——冲裁的周长
t——制件材料厚度
τ——被冲材料抗剪强度,查得20#钢的抗剪强度为280~400MPa
F——凸模刃口断面面积
[σ压]——许用压应力
凸模的强度可用最小直径公式(6)进行校验

为保证凸模的抗压稳定和安全使用,在高速多工位级进模中,凸模固定板一般应淬火处理,硬度可控制在40~48HRC,并在凸模的固定端增加垫板。
弯曲应力校验:在结构设计中,凸模有导向装置。采用的是弹性卸料板导向,所以凸模的受力情况是近似于一端固定,另一端铰支梁的压杆,这时凸模不发生失稳弯曲的最大长度为Lmax,由欧拉公式经运算得到,凸模尺寸应满足以下要求:

式中 Lmax——允许的凸模最大自由长度,20+23/2=31.5
d——凸模的最小直径
P——冲裁力
由于凹模垫板上的孔的尺寸,均比凹模固定板的凹模孔的小,不会使凹模在工作时受到弯曲,所以凹模不需进行弯曲强度计算。
经计算,所有凸模和凹模均满足以上强度要求。
5 模具结构设计
5.1 结构件及有关机构设计[5]
5.1.1 模架与卸料装置
模架:模架由上模座、下模座、导柱、导套等装置组成,构成一体。选择滚珠模架,四导柱钢板模架和滚动导向装置,其中模架用导柱和模架用钢球导套均选择装卸型,选择高刚性铝合金钢球衬套。
卸料装置:选择弹压卸料装置,其中卸料导柱选择带肩型小导柱,卸料导套选择钢珠衬套一体型导套,卸料螺钉采用外螺纹式卸料螺钉。
弹性元件:根据圆钢丝圆柱螺旋压缩弹簧的选用原则,预压缩量为弹簧自由长度的20%,对应的弹压力≥卸料力,工作状态下,挠度不能超过自由长度的70%,来选择弹性元件。
5.1.2 导料与托料装置
导料装置:多工位级进模包含平面加工和立体加工,不仅工位数多,而且带料的工作区间长,导料装置可保证带料的送料步距正确且沿着正确的方向顺利地沿直线运行。因此,采用滚动导向的导料装置,可以有效减小自动送料过程中因冲压速度高,造成的导料板对带料的摩擦。
托料装置:可托起带料高出凹模平面一定高度,可以保证各工位连续、正确、稳定地工作。因此,选用托料杆保证拉伸成形部分完全被顶出凹模平面一定高度。
5.1.3 顶出装置
顶出装置:顶出装置的功能是对料或件起顶出作用,其作用是负责将成形部分从模具的工作形孔中顶出,保证带料能按照送料方向连续送进以一次拉伸为例,其顶出装置由螺塞、顶出销用弹簧、一次拉伸顶料杆和成形卸料块组成。图5为一次拉伸的顶出装置示意图。
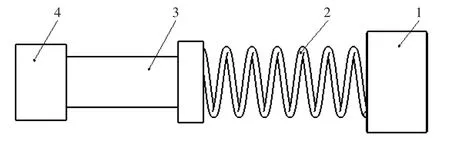
图5 一次拉伸的顶出装置示意图
5.1.4 其它机构
限位装置:选用两组圆柱状限位柱,安装在上下模座的对角线位置,起位置限定的作用。
微调装置:从二次拉伸到打字工序,凸模均是等高的,所以为了便于调整,使用微调等高多凸模的方式。
安全检测保护装置:自动送料的多工位级进模,冲速很高,在冲压过程中难免发生材料误送、送进不到位、叠片、材料起拱、材料的厚度或宽度有误差、制件为顶出或为下落等故障,将导致模具不能正常工作甚至损坏。因此,增设了的安全检测装置,固定于上模座,防止送料失误。
5.2 整体结构
综上设计结果,得到最终的冲压外圈连续拉伸级进模的整体结构,如图6所示。
6 结束语
滚针轴承冲压外圈连续拉伸级进模设计过程包含:拉伸工艺计算、步距精度和定位方式的确定、凸凹模结构设计以及级进模结构及有关机构的设计。其中拉伸工艺计算用于确定工序排样;步距精度的计算用于确定是否应用导正销;工序排样确定后进而设计凸凹模的结构尺寸;进行强度和应力校验;最后设计连续拉伸级进模的其他结构,包括模架、导向装置、卸料装置、弹性元件、导料与托料装置、顶出装置、限位装置、微调装置、安全检测保护装置等。最后确定了滚针轴承冲压外圈连续拉伸级进模的整体结构。
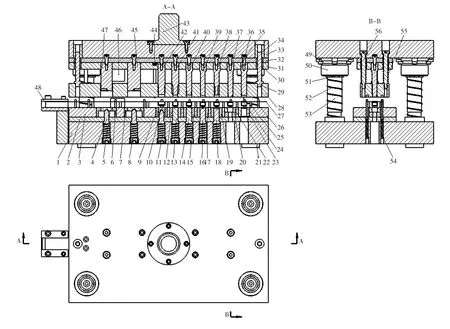
图6 级进模整体装配图
