微波矩形波导腔体的微精加工
2021-02-27刘齐舟谢义
刘齐舟,谢义
安徽电子信息职业技术学院 安徽蚌埠 233000

1 序言
微波矩形波导是微波传输系统中的重要器件之一,因其结构微小,尺寸精度要求高,加工制造难度较大,国内提供的加工渠道少,目前多从国外进口,价格昂贵。国内一般中小型企业没有加工这种高精度零件的能力,而拥有高精尖设备的企业则倾向于承接技术上较为成熟的项目。本文对一种微波矩形波导制造工艺过程进行分析研究,对当前较为通用的制造手段的可行性进行较为全面的总结,并进行了试验性加工,将先进制造技术手段与传统的精密冲裁加工有效结合起来,最终解决了微波矩形波导加工中的清角难题。
2 波导零件加工技术要求
图1所示微波矩形波导零件的材质为H59黄铜,属于易切削金属材料,对完成加工是有利条件。分析其技术要求,具有以下特点。
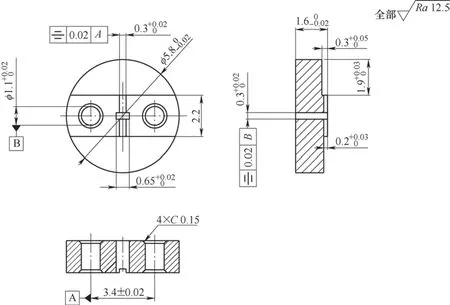
图1 波导零件结构及尺寸
1)虽然该零件形状不太复杂,但其尺寸较小,结构精细,属于精密零件,对加工设备自身精度有较高要求。
2)因为有较高的几何公差精度要求,所以应尽量减少装夹次数,克服定位累积误差。
3)微波矩形波导腔方孔0.65mm×0.3mm是关键尺寸,由于尺寸微小,且四角清根要求高,过渡圆角半径r≤0.02mm,所以实现起来较为困难,是该零件加工的最大难点。
4)转换工序过程中难免存在二次装夹与相对摩擦,如何避免夹伤、划伤零件也是必须注意的问题。
3 零件整体工艺可行性分析
从零件结构可以看出,完成该零件可能采用的工序有:车、铣台阶,铣槽,钻孔,电火花成形方孔,线切割切方孔及激光切割等。由于零件结构有较高的对称度要求,所以应尽可能减少装夹次数,各工序能一次装夹完成最好,这样可有效避免装夹累积误差。
波导腔0.65mm×0.3mm采用金属切削加工方式不好实现,能采用的方法有:激光切割、电火花成形机加工、钻预孔后上线切割及精密冲裁等。由于目前能将各工序特别是金属切削与电火花或激光工艺一次装夹完成的复合型设备国内尚未见到,所以该零件须采用多工序加工。
4 波导腔加工方法分析
波导腔0.65mm×0.3mm加工可能实现的方法有以下4种。
(1)精密模具冲裁加工 模具冲裁是非圆孔腔常用的加工方法,但孔的最小尺寸与料厚比值需满足一定的条件方可实施。一般孔的最小尺寸与被冲裁材料厚度比要求>0.7,即便是凸模带保护套,被冲裁材料是强度较低的黄铜或铝,比值也必须>0.3,比值过小凸模容易损坏。该产品型孔最小尺寸是0.3mm,厚度为1.6mm,其比值≈0.19,且冲裁存在较大的作用力,可能导致零件变形,影响尺寸精度,但冲裁加工容易实现矩形方孔清角。
(2)慢走丝线切割加工 目前是较为稳定可靠的型孔加工方法,其切削力极小,加工精度高、表面质量好,尺寸稳定可靠。对该零件来说,只需钻预孔0.25mm(此孔需用精密坐标镗床或精密电火花小孔机完成),按程序切割即可。但现有电极丝直径多为0.2mm、0.1mm,较细的电极丝直径为0.07mm,即便用0.07mm的电极丝切割,该方孔的四角圆弧半径也>0.04mm,不能满足波导零件的技术要求。虽然相关进口高精密慢走丝电极丝直径可小到0.04mm,但实践中未见使用。
(3)激光切割 激光加工近年来飞速发展,薄板激光切割应用很广泛,但是应用最多的是非精密激光切割加工,薄板切割精度在0.1mm左右,加工质量不稳定。即使是精密激光切割,实际生产中也难以可靠保证本零件精度要求。笔者调研了一些精密激光切割企业,对厚度在2mm以下的板材,切割精度在0.04mm左右。相关试验研究表明:传统光纤激光在0.4mm的碳钢板上切割精密齿轮,在严格的试验条件下,加工精度只有0.02mm,表面粗糙度值R a=1.18μm;而且随着材料厚度的增加,精度下降,表面粗糙度值增大。铜材是光的高反射材料,比钢材更难切割,依此推断,在厚度1.6mm的铜材上切割误差在0.02mm以内,孔的表面粗糙度值Ra达到1.25μm较为困难。委托相关企业用光纤激光设备进行了试切加工,测试后均不能满足要求。
近年来,飞秒激光加工技术研究取得较大进展,理论上,飞秒激光几乎可以对任意材料实施由微纳到宏观尺度的精密加工。一些飞秒激光加工技术正快速从研发转向商用,但是许多其他飞秒激光加工技术仍处于试验研究阶段,现实中商用推广较少,通用性不强,很难解决当前生产中面临的实际问题。
(4)镜面电火花电极成形加工 电火花成形加工在异形盲孔或通孔加工中有其独特优势。横截面积很小的电极成形加工,普通电火花机床是无法完成的,必须使用精密镜面电火花成形机床。因纯铜与石墨电极材料损耗较快,可选用加工稳定性好、电极损耗小的铜钨合金CuW70,分为粗打、半精打和精打等多个步骤完成方孔加工。实践证明,镜面电火花能够实现方孔加工,也能保证尺寸精度,但是电极损耗较快,生产效率低。
5 波导腔加工初步拟定的工艺方案
波导腔加工初步拟定的工艺步骤如下。
1)用车削加工中心一次装夹完成车外形,铣0.3mm台阶,锯0.3mm槽,钻φ1.1mm孔并倒角;铰φ1.1mm孔,保证尺寸在1.01~1.02mm(0.01mm公差是为了保证后序定位精度)。
2)以2 个φ1.1 m m 孔定位,用电火花成形加工,按粗打、半精打和精打分步打出0.65mm×0.3mm方孔(波导腔)。粗、精打电极工作原理如图2所示。
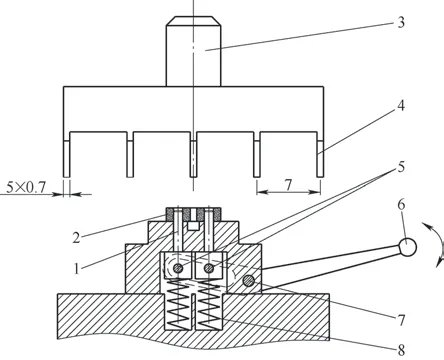
图2 电极加工方孔工作原理示意1―定位销 2―波导零件 3―电极柄 4―电极 5―挂销6―退定位手柄 7―手柄回转轴 8―复位弹簧
图2中波导零件通过定位销1精确定位;打表校正电极4的水平和竖直方向,找正波导零件腔0.65mm×0.3mm对应位置后,从左边或从右边开始依次用第1个0.65mm电极粗打,退出后用第2个0.65mm电极半精打,接着用第3个电极精打,第4个电极精修,第5个电极精修,加工完毕后扳动手柄6,退出定位销1,取下零件,完成0.65mm×0.3mm方孔加工。位置尺寸7mm精度是微米级,在粗、精打移位过程中通过程序指令进行或光栅尺指示,能可靠保证位置精度。
6 初拟工艺方案存在的问题
按照初步拟定的工艺方案虽然能够加工出合格的微波矩形波导零件,但生产效率极低,废品率高,成本较高,主要原因是电极损耗快。依据电火花机床配置的最佳方案工艺参数库选择电极损耗最小方案,按电极损耗为0.5%计算,理论上图2中的电极可完成25个零件的加工。但是,受多方面因素影响,实际工作中每组电极生产不到10个零件,电极已损耗超差,尤其是矩形电极的尖角损耗更快。为了保证图2所示5组0.65mm×0.3mm矩形电极的位置精度和形状精度,电极采用整体结构,通过慢走丝精密加工而成,电极损耗一旦超差,就使整个电极报废。
更换新电极需要重新校准,不但耗费大量调试时间,而且每次校准后都需要试加工样件送检,依据检测报告重新校准电极,样件一般都会因有位置偏差而报废。这种繁琐的加工程序虽然能加工出合格产品,但生产效率很低,成本高昂。
将电极长度加长虽能提高电极的击打次数,但寿命提高有限。
以上分析表明,用电火花成形加工0.65mm×0.3mm方孔不是行之有效的加工方式。
7 最终工艺方案的确定
实践表明,工序的第一步由车削加工中心完成车、铣和钻等结构尺寸,能够保证质量,且生产效率较高,是行之有效的加工方法。但是,该产品加工的最大难点是0.65mm×0.3mm方孔的清角问题,而能解决清角问题的加工手段目前只有模具冲裁。如果能解决模具冲裁力大带来的不利影响,清角难题就可能得以解决。设想用慢走丝切出方孔,切不掉的四角圆弧通过冲裁切除,通过这种方法来降低冲裁力。冲裁力验证如下。
由冲压工艺学原理可知,如果方孔完全由冲裁切除,则P=KFτ=KLtτ=1.3×1.9×1.6×300=1 185.6(N),其中,P为冲裁力(N);F为冲切断面积(mm2);L为冲裁周边长度(mm);t为材料厚度(mm);τ为材料抗剪强度(MPa),黄铜τ≈300MPa。
如果只冲裁四角圆弧(线切割后圆弧半径为0.06mm),则P四角=1.3×0.06×2×3.14×300=146.9(N),冲裁力只有完全冲裁的1/8,对腔体的其他尺寸精度影响大大减轻,对凸模的长径比要求也大为降低。
重新拟定工艺方案如下。
1)用车削中心完成除0.65mm×0.3mm方孔外的所有结构尺寸。为了避免转序带来误差,用带主、副轴车削中心,在加工完5.8mm外圆、端面和台阶,钻铰孔,孔倒角后,直接由副轴夹取切断,并加工切断的端面,以及孔倒角。
2)以2个φ1.1m m小孔定位(配专用定位夹具),用精密电火花小孔机加工φ0.25mm穿丝孔。
3)用慢走丝线切割切0.65mm×0.3mm方孔,并达到公差要求。选用φ0.1mm电极丝切割加工,此时方孔四角过渡圆弧半径为0.06mm(放电间隙0.01mm)。
4)用精密冲裁模具切除方孔圆角。
5)磁针抛光处理。
执行最终工艺方案,微波矩形波导加工合格率达到100%。生产实践证明,该方案是当前较为理想的批量化生产工艺方案,其优越性体现在以下几个方面。
1)各工序质量稳定可靠。
2)通过进一步改进定位夹具,使得在小孔机加工预孔和慢走丝切方孔工序中,一次可多夹1个工件,生产效率进一步提高。
3)精密冲裁工序不但精度稳定,而且模具寿命很高,产品成本可大幅下降。
4)整体加工质量可完全替代进口,节约可观的外汇支出。
8 结束语
通过对一种小型精密零件加工方案的研究,分析比较了当前常用的先进精密制造技术的特点,将其与传统加工工艺方法有机结合起来,成功解决了微型方孔加工清角难题,为类似加工问题的解决提供了参考。
专家点评
本文中微波矩形波导零件的最大加工难点是0.65mm×0.3mm方孔,四角过渡圆弧半径≤0.02mm。作者选用较为成熟的几种精密加工技术进行分析研究和实验性加工,由车削中心完成车、铣和钻等结构尺寸,保证质量和生产效率;用慢走丝切出中心方孔,切不掉的四角圆弧通过精密冲裁模具切除。
文章的创新之处在于加工设备的综合利用,扬长避短,优势互补。通过先进制造技术与传统精密冲裁相结合的方法,解决了方孔清角难题,为类似产品的细微加工提供了参考思路。
