微流挤出成形工艺中新型挤出结构的研究
2021-01-27孟雯杰段国林戈权珍
孟雯杰,段国林,张 静,戈权珍
(河北工业大学机械工程学院,天津 300000)
1 引言
近年来,随着3D 打印或者快速成型技术在材料科学领域的兴起,以陶瓷直接成型制造技术为基础,陶瓷的3D 打印技术也逐渐成为陶瓷材料制备科学的前沿课题。其中浆料直写成型技术[1]无需任何激光束或者紫外线照射,在常温或低温条件下通过挤出方式便可成型出三维复杂形状产品。浆料直写成型技术虽出现较早,开始被称为自动注浆成型(robocasting),直到近年才被归于3D 打印技术的范畴。微流挤出成形工艺[2]便是基于浆料直写成型技术,一般指挤出头直径在(0.2~0.5)mm 之间,在室温下通过简单的陶瓷原料制备水基浆料即可成型出微米级高精度陶瓷三维结构,如陶瓷义齿的三维打印。在该工艺中挤出机构设计是提高陶浆料件成形性能的关键因素之一,将直接影响到成形能否顺利进行。美国密苏里大学罗拉分校(Missouri University of Science and Technology,Rolla,Missouri)机械与航空航天系提出的低温挤压自由成形(Freeze-form Extrusion Fabrication),FEF 技术[3]采用柱塞式挤出机构,通过柱塞正向位移产生均匀稳定高压,具有很小的剪切和摩擦效应等优点,但在成形拐角处易产生材料堆积,有“运动滞后”和“流涎”现象。美国康涅狄格大学开发的SME[4](Slurry Micro-extrusion)工艺采用气压式挤出机构,以压缩气体产生的压力作为驱动力,实现对成形材料无污染,尤其适用于对生物材料的制造。文献[5]开发的PED(Precision Extruding Deposition)工艺则采用精密螺杆挤出机构,通过旋转螺杆对陶瓷浆料产生的剪切推力将其挤出,该机构最大的优点在于可以实现材料的连续进给,但在挤出过程流量稳定性难以精确控制。鉴于微流挤出成形工艺应满足的稳定输出、及时起停等基本要求,基于螺杆泵设计原理,采用微型螺杆泵为核心部件,无刷伺服电机驱动等结构设计,提出一种用于该挤出成形工艺的挤出机构,通过分析螺杆泵结构参数的作用规律,实现微型螺杆泵的参数结构优化,并结合实验研究对其进行分析。
2 结构和工作原理
微型螺杆泵挤出机构主要由定子、转子、伺服电机、挤出头、联轴器、传动轴、送料口等组成。螺杆泵通常分为单螺杆泵、双螺杆泵、三螺杆泵和五螺杆泵四类[6]。考虑到加工难易程度的问题,采用单螺杆泵。挤出机构示意图,如图1 所示。伺服电机采用无刷伺服电机,带动传动轴转动来带动转子旋转。与转子结构相配合的为定子衬套,为避免陶瓷浆料黏附在衬套上,其材料应选取与陶瓷浆料亲和力小的材料,一般用橡胶材料做成。挤出头为可拆卸部件,根据挤出不同的精度需求,选择不同流道型号的挤出头。浆料从送料口进入流经螺杆泵最终由挤出头挤出,在整个过程中,流道应该为封闭状态,因此要保证流道密封性良好,在转子的上端一般选择O 型密封圈为密封装置。
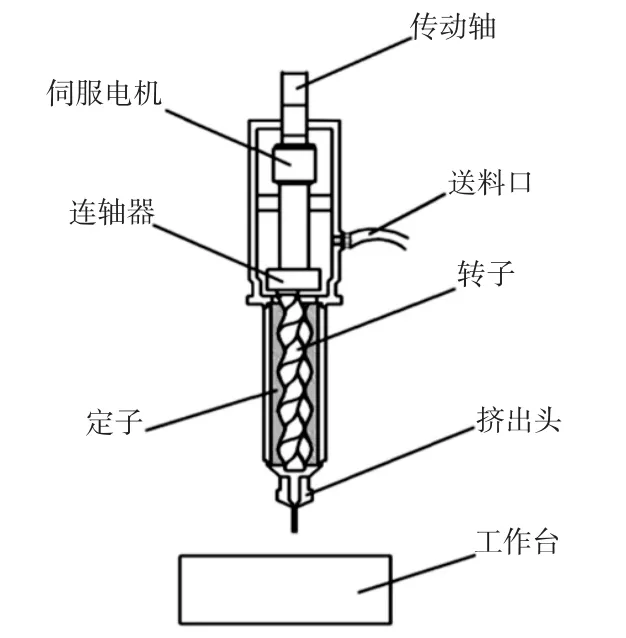
图1 挤出机构示意图Fig.1 Schematic Diagram of Extrusion Mechanism
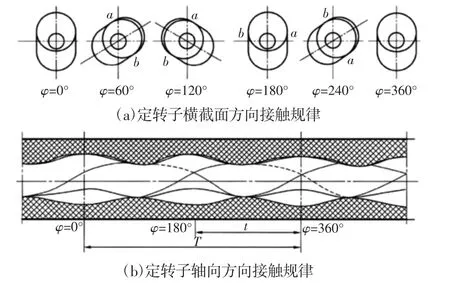
图2 定转子接触规律Fig.2 Stator and Rotor Contact Law
其中主要结构为转子和定子,转子内表面为单螺面,定子内表面为双螺旋面,且导程为转子螺距的两倍,如图2(a)所示。因此定转子之间存在一定数量的密封腔。微型螺杆泵中在电机的带动下转子绕定子衬套作行星回转运动,即转子一方面绕自身轴线作转动,另一方面又沿定子中心偏心旋转。当转子截面位于定子衬套的两端时接触为一段弧线,当转子截面转动到定子衬套的其他位置时为两点接触,定转子横截面方向接触规律,如图2(a)所示。为了保证螺杆泵有足够的压力,定转子之间应保持一定的过盈配合,即弧线与a、b 接触点均为过盈配合。
根据定转子的啮合理论,当转子旋转时,浆料吸入泵的第一级密闭腔室中,第一级密封腔容积先变大后变小。在其容积变小的过程中与第二级密封腔的压差逐渐增大,使得浆料逐渐被压入第二级密封腔中,以此类推,压力随着密封腔的轴向移动而逐渐变大,封闭腔室内的陶瓷浆料也向前运移,如图3 所示。逐步运输到泵出口,最终通过挤出头实现浆料的挤出。

图3 螺杆泵结构浆料运输原理图Fig.3 Transport Schematic Diagram of Screw Pump Structure Slurry
3 微型螺杆泵结构参数
微型螺杆泵作为微流挤压工艺中的关键输送部件,其能够定量稳定的将陶瓷浆料输送至挤出头,并提供足够的压力使得陶瓷浆料能够流经挤出头流道成形为所需要的截面形状和尺寸。螺杆泵结构上运动部件较少,没有复杂的流道,其主要结构参数有转子半径r、偏心距e、螺距T、长度等,为设计出满足使用需求的微型螺杆泵,必须首先了解微型螺杆泵的结构参数对微流挤压工艺中挤出性能即流量和压力的影响,从而得出对陶瓷浆料稳定性的影响。在对螺杆泵进行微型化改进的过程中,并非是将传统意义的螺杆泵进行简单的几何缩小,而是需要将螺杆泵设计理论与自由挤压成形技术的实际工况相结合起来。
3.1 对挤出流量的影响
微流挤出成形工艺中采用的挤出头直径一般在0.2mm 到0.5mm 之间,由于自身结构尺寸的限制,微型螺杆泵挤出流量在(0~100)mL/min 之间。微型螺杆泵的结构尺寸对挤出流量的影响主要有两方面,一方面是本身结构尺寸限制,一方面是定转子之间由于过盈量的存在而造成密封腔的漏失。
在计算体积容腔的大小时,由于每个导程的体积容腔相同,此处只计算一个导程的体积容腔。选取定子衬套无形变,浆料恰好填满容腔的理想状态,在泵在转动一周时,封闭腔中的介质将沿z 轴移动定子一个导程T 的距离,任取一个横截面,浆料的过流面积即为定转子之间截面积之差。
根据螺杆泵设计理论,普通内摆线等距线型的过流面积AG为:

式中:N—泵的头数;r—等距半径,单头螺杆泵时为转子半径,mm;e—泵的偏心距,mm。
所研究的为单头单螺杆泵,即N=1,代入上式,则此时体积容腔V 大小为:

式中:T—定子导程,mm。
在结构参数确定的前提条件下,对单螺杆泵而言,泵的流量还与转速成正比,因此联立上式并化简可得理论流量Qt为:

式中:n—泵的转速,r/min。
在输送过程中,定转子采用过盈配合,在一定程度上可以保证良好的密封性,但由于定子采用橡胶材料,在过盈配合时与转子会产生摩擦力,发生磨损,产生变形,并且泵腔内流场压力随着泵的转动而变化,由伯努利方程及流体动力学势流理论可知,浆料在压力的驱动下,由高压区流向低压区,当压力大到一定程度时发生弹性变形,使得啮合带发生破坏,产生泄漏回流现象[7]。即使给定相同的吸入压力和转速,因输送浆料介质粘度不同,其流量也会存在差值。在微型螺杆泵工作的过程中,用容积效率ηv来考虑因为浆料或者膏体的泄漏所引起的容积损失,可表示为:

式中:Qt—螺杆泵的理论流量,ml/min;q—漏失量,ml/min。
利用定转子的缝隙漏失原理,并根据定转子基本结构参数和工况参数,可以将上式转化为下经验公式[8]:

式中:Kv—容积损失系数;D—转子直径,D=2r,mm;ρ—介质的密度,kg/m3;P—螺杆泵实际压力差,MPa;E—衬套用橡胶的弹性模量,MPa;β—无量纲系数,与与弹性模量E 有关;A—为常数值,主要取决于橡胶层厚度;δ0—初始过盈值,即转子的断面尺寸大于定子断面相应的部分初始过盈值δ0,在合理范围内,初始过盈值越大,密封腔内临界接触压力值也越大,其能承受的密封腔压差也越大。根据微型螺杆泵制造尺寸限制,初始过盈值建议 δ0建议在(0.02~0.03)r 范围选取。
容积效率的理论公式将螺杆泵的基本结构和工况参数结合起来,因此在设计螺杆泵的时候可以作为最优比值的依据。
联立上式(3)与(5)可得螺杆泵实际挤出流量Q实为:

综合上式可以看出微型螺杆泵的主要结构参数e、r、T 与流量成比例关系,与所使用浆料的粘度也存在一定的关系。在设计微型螺杆泵时要综合考虑微流挤出工艺所需的出口流速和粘度来考虑微型螺杆泵整体的尺寸结构。
转子半径r、转子偏心e 和定子导程T 能够反映微型单螺杆泵的结构特性,其参数的合理选择能够直接影响到泵的效率、性能和寿命。因此,选择合适的参数值是非常重要的。在自由挤压成形工艺中浆料或膏体的流量一般都很小,并且考虑到实际工况的空间环境限制,因此导程在满足压力要求的前提下不宜过大;为保证泵的稳定运行,减小离心力和介质扰动,延长泵的使用寿命,在考虑制造精度的前提下,偏心距尽可能小。
3.2 对压力的影响
在传统采油螺杆泵的应用中,通过抽油杆和螺杆泵转动克服重力、摩擦力等阻力将地下的原油介质举升到地面上来。其产生的压力为举升压力,使得原油介质自下而上的流动[9]。而在微型螺杆泵挤出机构的实际应用中,陶瓷浆料是自上而下的流动方式,通过入口压力和螺杆泵自吸性能将陶瓷浆料压入螺杆泵中,依靠一个个小密封腔产生的推进压力与重力共同作用使得浆料轴向移动输送至出口。
根据螺杆泵的工作原理可以得知在吸入端与排出端之间的压力是逐渐建立的,单螺杆泵的工作长度包容了多个密封腔,在最理想情况下是希望各密封腔的压力差均等。泵在运行时密封腔内额定压力由吸入压力增至排除压力,理论上压力的增长应与密封腔内的介质在定子内移动的距离成正比[10]。压力传递规律,如图4 所示。根据挤出机构的特性,在送料口处添加气泵来调节入口压力进而来调节泵的压力差,以使得螺杆泵在输送不同粘度的浆料时保持较高的容积效率。压力差计算公式如下:

式中:Ps—螺杆泵入口压力,挤出过程中用气泵调节,MPa;Pd—螺杆泵出口压力,也是挤出头的挤出压力,MPa;L—螺杆泵定子长度,mm;K—螺杆泵级数,微型螺杆泵所包含的密封腔的个数;Δp—衬套单个导程的压力梯度。
由上式可以看出,螺杆泵的进出口总压差由螺杆泵级数即密封腔的个数和每个密封腔的压差决定。每个密封腔的压差主要由以下因素决定:转子与定子之间的内部循环流动(产生的滑移、泄漏、过盈配合);浆料介质的流体特性;转子的几何形状尺寸,如螺距、直径、偏心距等;定子弹性橡胶的化学成分构成及机械特性等。在实际工况环境中,往往很难确定Δp 的值,每一级的压力梯度可能也不尽相同。我们一般认为是在理想情况下,各级之间Δp相同。一般认为:
无磨损性介质Δp≈0.6MPa;轻微磨损性介质Δp≈0.5MPa;中等磨损性介质Δp≈0.3MPa;严重磨损性介质Δp≈0.2MPa。
在上式中,Ps为入口压力,因浆料粘度较大,螺杆泵结构尺寸较小,除自身的吸入性能外,还需要保证足够的入口压力将浆料输送至螺杆泵中。螺杆泵的级数跟压力差成正比关系,我们通过级数能够实现压力差的调节,进而调节螺杆泵出口压力,即挤出头的挤出压力。需要注意的是,入口压力如果过小,浆料输送缓慢,将会使螺杆泵未充入密封腔定转子之间干摩擦时间增大,降低螺杆泵使用寿命;入口压力过大,则会导致密封腔内压力过大,增加泄漏量,同时挤出头挤出压力过大,使得浆料液相迁移现象[11]严重,因此我们应合理调节入口压力值。

图4 压力示意图(PS 为出口压力,Pd 为入口压力)Fig.4 Pressure Diagram(Ps is Outlet Pressure,Pd is Inlet Pressure)
3.3 微型螺杆泵具体结构参数
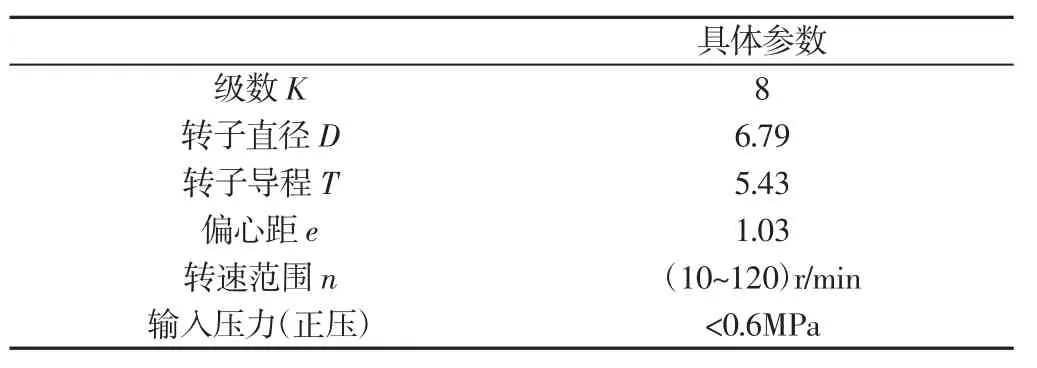
表1 螺杆泵相关参数Tab.1 Related Parameters of Screw Pump
经过分析微型螺杆泵结构参数对挤出流量和压力的影响,以及考虑到陶瓷浆料具有高粘度的特性,最终设计确定微型螺杆泵结构参数,如表1 所示。并得出微型螺杆泵三维图,如图5 所示。
螺杆泵定转子三维模型图,如图5 所示。

图5 微型螺杆泵定转子模型图Fig.5 Model Diagram of Stator and Rotor of Micro Screw Pump
4 实验及结果分析
为研究微流挤出成形工艺下微型螺杆泵打印系统的可行性,结合以上对微型螺杆泵压力传递过程和结构参数对其流量、压力的影响分析,采用课题组自主研发的3D 打印平实验台进行挤出成形试验,实验平台,如图6 所示。该平台包括由步进电机控制的X-Y-Z 三维运动机构,微型螺杆泵挤出系统,气泵动力机构,计算机控制系统等主要部分。其中平台X、Y 轴移动速度为8mm/s,定位精度0.01mm;Z 轴的移动速度由实际打印过程的层厚决定,最小打印层厚达0.05mm,定位精度0.005mm。气泵采用小型空压机,空压机能够提供(0~0.8)MPa 的大气压,但若调压阀提供压力过高时,在打印过程中随着实验进行,空压机内的气压慢慢降低,使得打印过程中出料不稳定,导致挤出质量差,因此在实验中设定最大压力为0.6MPa。
图6 螺杆泵式挤出系统试验台Fig.6 Test Rig of Screw Pump Extrusion System
本实验暂采用钇稳定二氧化锆粉体,其主要成分为Al2O3,其余还包括少量的SiO2,Fe2O3,Na2O 等成分,纳米氧化锆粉体的比表面积为(50~80)mm/g,并按一定比例加入增韧剂与粘结剂。所配制出的陶瓷浆料在直径为(200~500)μm 的孔道中挤出顺畅,成形特性良好,能够达到微流挤出成型工艺的要求。
在实际实验中,因配制的陶瓷浆料粘度较大,一般大于2000mPa(S,并且微型螺杆泵结构尺寸较小,现有流量计无法满足要求,给螺杆泵实际流量的测定带来较大困难,为解决这一问题,现采用流量类比的方法来测定实验中的实际流量。首先以清水作为试验介质,再按实际浆料的粘度进行换算。流量与粘度关系的换算公式为:

式中:Qt—换算后的体积流量;Q1—清水介质时的理论流量;QH2O—清水介质时的实际流量;KQ—流量修正系数,其中:vi—使用介质的实际黏度;vH2O—清水的粘度。
为研究所设计微型螺杆泵在挤出过程中的容积效率,采用上述配制的浆料为例,设置两种不同的转速,分别观察在不同入口压力条件下的挤出流量,为方便准确计数,将挤出时间设定为10min。采用上述流量类比方法得出浆料实际流量并与理论挤出流量相比较,得出容积效率数值。实验及计算结果,如图7 所示。

图7 入口压力与实际流量和容积效率的关系Fig.7 Relationship Between Inlet Pressure and Actual Flow and Volumetric Efficiency
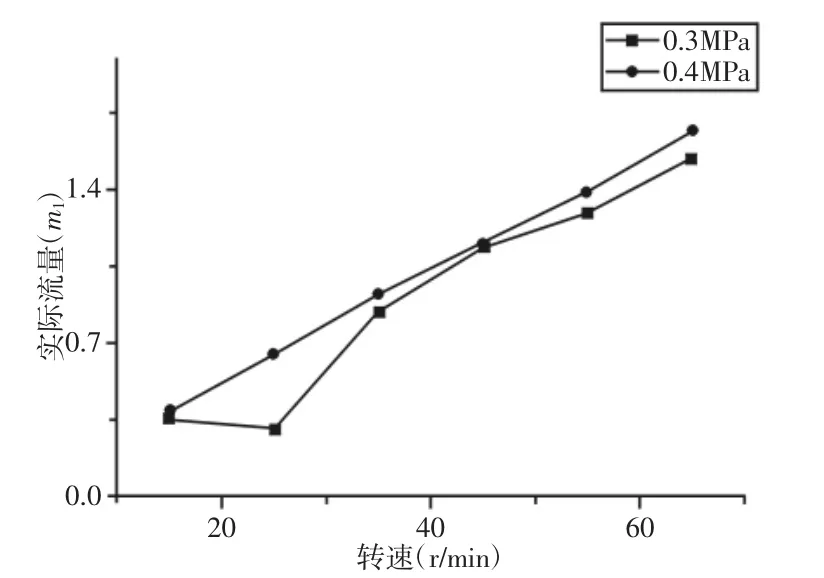
图8 转速与实际流量的关系Fig.8 Relationship Between Speed and Actual Discharge
通过实验数据观察可以得出,随着入口压力的增大,微型螺杆泵流量略有增大,容积效率也随之有所增加,但增加趋势不明显。可以看出入口压力的调节对流量的影响不大,入口压力主要影响螺杆泵吸入吸能跟挤出压力。流量跟容积效率略有增加是因为增大压力加快中间浆料流动。
为验证挤出流量与转速的关系,现以上述配制的陶瓷浆料为例,实验选取0.3MPa 于0.4MPa 两种入口压力条件下,设置15r/min、25r/min、35r/min、45r/min、55r/min、65r/min 等 6 组转速进行实验。为方便准确计数,将挤出时间设定为10min。得到如图所示的部分实验样块,同样采用流量类比方法得出浆料实际流量,如图8 所示。
通过实验数据观察得出,挤出流量与转速整体成成比例关系,与理论流量公式中关系相符合。通过以上两次实验可以得知,当改变入口压力和调节转速后,都可以改变通过实验数据观察得出,挤出流量与转速整体成成比例关系,与理论流量公式中关系相符合。通过以上两次实验可以得知,当改变入口压力和调节转速后,都可以改变挤出流量的大小。其中改变入口压力后流量变化范围较小,而调节转速后流量变化范围较大。在实际挤出应用的过程中应根据实际情况调节。
5 结论
微流挤出成形工艺是陶瓷快速成型技术发展的一种新型工艺,其中挤出机构的设计尤为重要,浆料的平稳运输直接影响到制件的成形质量。在设计过程中,通过分析微型螺杆泵挤出机构主要结构参数对挤出流量和压力的影响来设计优化微型螺杆泵结构,为后续的研究工作提供理论依据。同时通过借助开发的微流挤出实验平台,实验比较了柱塞式与微型螺杆泵式挤出过程的“流涎”情况,分析了不同入口压力条件下的微型螺杆泵挤出情况,得出螺杆泵挤出系统压力稳定,基本没有“流涎”现象,并且不同的入口压力对挤出浆料成丝情况不同。作为一个复杂的微流挤出工艺,只是对其中的挤出机构进行了改进研究,为微型化螺杆泵用于挤出系统提供了理论依据,具有一定的指导意义,今后还需要对实验进行进一步完善。