300M钢单肋模锻件典型部位组织与力学性能
2021-01-26张海成罗恒军曾德涛刘鑫刚谷大鹏
张海成 杨 欢 罗恒军 曾德涛 刘鑫刚 谷大鹏
(1.中国第二重型机械集团德阳万航模锻有限责任公司,四川618013;2.燕山大学机械工程学院,河北066004)
近年来,随着飞机、轮船和汽车等向小型化、减重和节约成本的方向发展,飞机或者船体构件通常设计为薄腹板或者高筋类结构。现代飞机的高速高机动性能对薄腹筋板类构件的各项指标如重量、承载力、抗弯性能、空间占用率等要求极高,薄腹筋板类构件的结构设计和成形加工至关重要[1-2]。现阶段塑性成形加工大型薄腹筋板类构件的关键是解决成形件形状、尺寸和性能问题。由于模具型腔深而窄,坯料的热量迅速地向模具散失,使得坯料温度降低,变形抗力迅速增加,材料塑性急剧降低,普通模锻工艺往往需要大吨位设备[3-6]。目前,美国、俄罗斯等国家多采用精密铸造的方法加工薄腹筋板类锻件,但是铸造状态晶粒尺寸比较大、组织不细密,产品力学性能差。对于薄腹筋板构件,国内外多采用锻造或轧制方法预制简单形状的毛坯,再采用数控加工或化铣加工的方法将薄腹筋板逐个加工,但是这种方法的成本较高,材料的利用率低,难以满足构件使用要求。为了解决这一难题,国内外许多学者利用等温模锻技术对薄腹筋板锻件进行加工,将模具和坯料都加热到坯料的锻造温度,并使坯料在变形过程中保持温度不变,可以显著改善坯料的塑性和流动能力[7-8],如美国的渥曼高尔顿公司利用等温模锻生产铝合金锻件,俄罗斯利用等温模锻生产钛合金叶片[9],我国南昌航空工业学院利用等温模锻研发了钛合金摇臂等[10]。
本文借助DEFORM有限元数值模拟与模锻试验相结合的方法研究300M钢单肋模锻件典型部位模锻过程中金属的变形规律、微观组织演变以及拉伸力学性能。
1 300M钢单肋模锻件模锻试验
单肋模锻件模锻成形工艺和模具设计理论及经验较少,且这类模锻件尺寸大、形状复杂,难以在实物上开展加工工艺和成形规律的研究,因此基于相似原理的模拟试验是研究单肋模锻件成形规律的最有力手段。
1.1 试验方案
本试验所用材料为公司提供的300M棒料,其化学成分如表1所示。表2为300M钢单肋模锻件模锻试验方案参数。

表1 300M钢化学成分(质量分数,%)Table 1 Chemical compositions of 300M steel(mass fraction, %)
1.2 试验步骤及结果分析
图1分别是300M钢单肋模锻试验的下模、模芯及终锻件的照片。下模内槽的尺寸为80 mm×80 mm,考虑到装配问题,将坯料尺寸设计为78 mm×78 mm,模锻试验在液压机上进行,其工艺为:
(1)将坯料在加热炉内以一定功率加热到1160℃并保温30 min;
(2)将模芯放入加热炉内加热到350℃并保温20 min;
(3)待下模在压力机上固定之后转运模芯并涂抹润滑剂;
(4)装配好模芯之后立即转运毛坯并放置在模具内;
(6)将成形件取出,观察其成形效果并测量尺寸。
试验终锻件如图1(c)、(d)所示。可见终锻件成形效果较好,外观没有明显的折叠等缺陷。经过测量,终锻件底板尺寸为80 mm×80 mm×20 mm,肋板高度为30 mm。

表2 300M钢单肋模锻件试验方案参数Table 2 Experimental scheme parametersof 300M steel single-ribbed forgings

图1 模具及终锻件照片Figure 1 Photos of molds and final forgings
1.3 模锻过程的数值模拟
利用DEFORM对300M钢单肋模锻件模锻成形过程进行数值模拟。图2为300M钢单肋模锻件在充填过程中温度场的变化情况。由图可见,由于锻件与模具之间存在热量交换,与上、下模接触处的金属温度较低,整个锻造成形阶段经历的时间很短,只有零点几秒,因此锻件整体温度变化并不明显。在1号区域(肋板与底板交界处),温度区间为1030~1090℃,在2号区域(底板中心处)的金属温度较高,温度区间为1140~1150℃,在充填完成时底板中心的金属温度与初始阶段基本无差别,在3号区域(肋板处)金属的温度区间为1070~1140℃,与型腔内壁接触的金属温度值比肋板中心处的金属稍低。当型腔完全充满时,肋板靠近模具型腔处的金属温度比底板靠近模具型腔处的金属温度值高,原因可能是肋板处的金属在锻造成形时与型腔内壁摩擦产热使其有较高的温度。

图2 温度场云图Figure 2 Nephogram of temperature field

图3 速度场云图Figure 3 Nephogram of velocity field
图3为300M钢单肋模锻件模锻过程中速度场云图,从速度向量场中可见,锻件金属流向主要分为三个部分:(1)横向流动,形成底板;(2)纵向流动,形成肋板;(3)形成飞边。
在三个区域之间会形成明显的分界线(如图中竖线),随着压下量增加,在速度场中可以清楚看到,不同区域的金属流动速度有所不同,肋板顶部最快,飞边区域次之,底板区域最慢。
2 典型部位金相组织分析
在模锻试验终锻件的典型部位分别切取三个金相试样,研究300M钢单肋模锻件典型部位的晶粒度变化情况。
2.1 金相试样制备与处理
将模锻试验终锻件按照如图4所示分成三个区域,分别为1号区域(底板与肋板交界);2号区域(底板中心);3号区域(肋板)。分别在这3个区域进行金相试样的切取。
由于300M钢纯净度很高,晶界腐蚀不够清晰,为保证试验可靠性,使奥氏体晶粒边界清晰可见,采取560℃×4 h回火工艺。回火后的试样在抛光机分别用400目、800目和1200目的砂纸打磨,并且用粒度3 μm的抛光液抛光,最后采用添加了少量盐酸的饱和苦味酸和洗洁精按4∶1配比的溶液在水浴锅中65℃腐蚀,并用棉花擦拭10 min,显示出奥氏体晶界。
2.2 金相试验结果分析
图5(a)~(c)所示分别为在肋板与底板交界处、底板以及肋板区域取样得到的金相组织图,图5(d)为不同区域的晶粒度等级分布图。可见1号区域(底板与肋板交界处)晶粒的平均晶粒度为6级,2号区域(底板处)晶粒的平均晶粒度等级为7级,3号区域(肋板处)晶粒的平均晶粒度等级为8级,说明越靠近肋板区域的金属晶粒越细。
数值模拟分析锻后三个区域的等效应力和等效应变。图6(a)为300M钢单肋模锻件充填完成时的等效应力云图。在型腔充填完成时,1号区域(底板与肋板交界处)的应力值较大,最大等效应力值为200 MPa,2号区域(底板中心处)次之,最大等效应力为100 MPa,3号区域(肋板)最小,最大等效应力值为75 MPa。图6(b)为300M钢单肋模锻件充填完成时的等效应变云图。在型腔充填完成时,3号区域(肋板)的等效应变比较大,等效应变为1.25~2.5。1号区域(肋板与底板交界处)次之,等效应变为0.625~1.56。2号区域(底板中心处)最小,等效应变为0~0.625。在锻件充填型腔时,底板处的金属只是发生横向的流动,并没有很大的变形量,而肋板处金属要克服阻力沿着模芯内壁向充填型腔的方向流动,从而形成高肋结构,因此,3号区域变形量大,晶粒细。

图4 金相取样示意图Figure 4 Schematic diagram of metallographic sampling
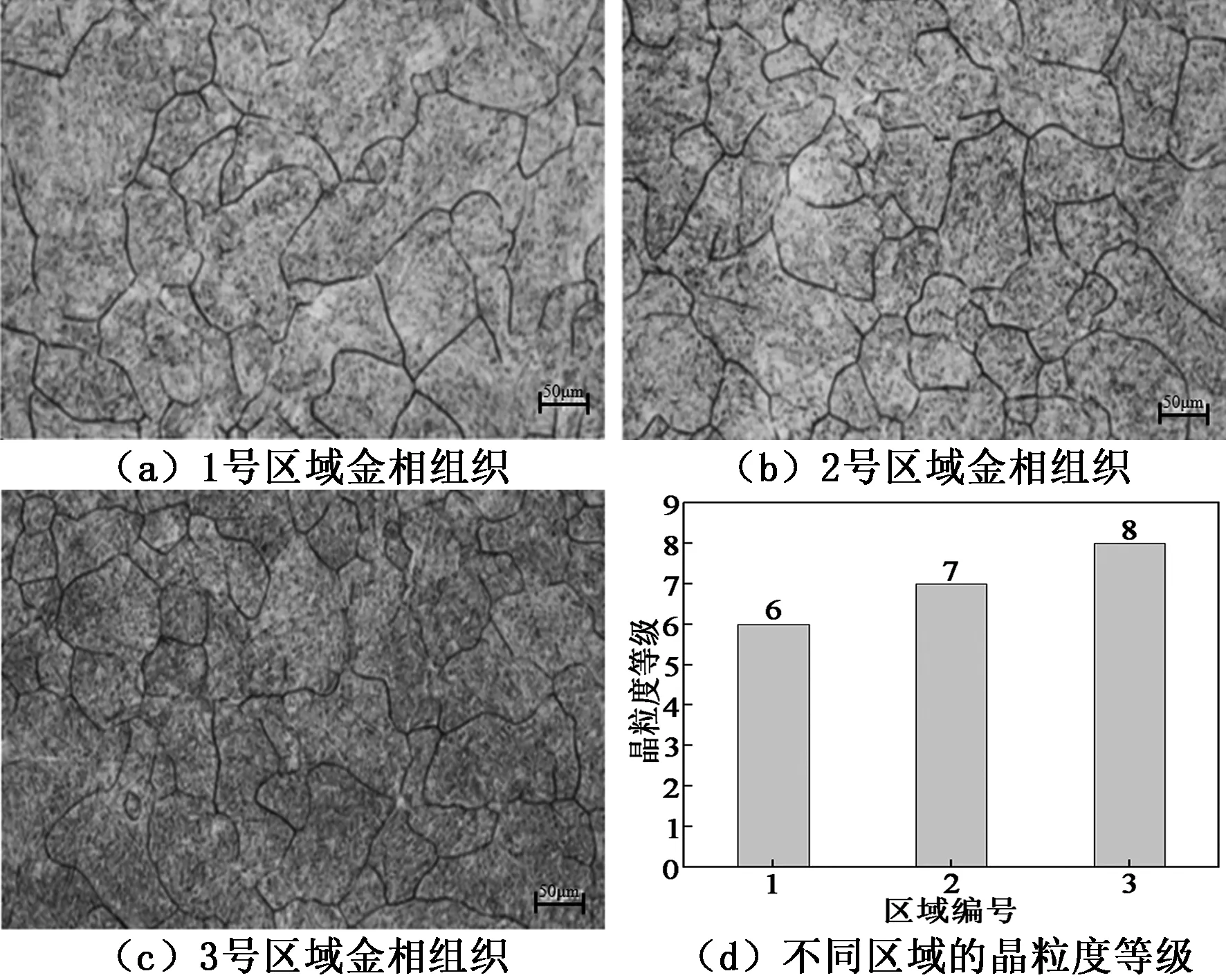
图5 金相组织及晶粒度等级Figure 5 Metallographic structure and grain grade
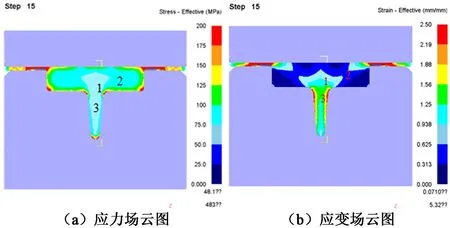
图6 应力和应变分析Figure 6 Stress and strain analysis
3 典型部位力学性能分析
对模锻试验终锻件典型部位进行拉伸试样的切取,通过抗拉强度、屈服强度等力学性能指标来研究300M钢单肋模锻件典型部位在横、纵两个方向的力学性能。
3.1 拉伸试样的制备
如图7所示,取终锻件的四分之一部分,分别在横、纵两个方向进行试样的切取,切成如图所示的4个尺寸为40 mm×12 mm×1 mm的长方形样条,标号为1~4,再在线切割机上切成最终的拉伸试样形状。

图7 拉伸试样取样示意图Figure 7 Schematic diagram of sampling for tensile sample

表3 300M钢终锻件典型部位力学性能Table 3 Mechanical properties of typical parts of300M steel final forgings

图8 断口形貌图Figure 8 Fracture morphology
3.2 拉伸试验结果分析
由表3可知,在终锻件典型部位纵向位置的抗拉强度的平均值为785.4 MPa,屈服强度的平均值为459.7 MPa;在终锻件典型部位横向位置的抗拉强度的平均值为841.2 MPa,屈服强度的平均值为476.9 MPa,可见300M钢单肋锻件横向比纵向金属力学性能要好一些。
4 断口形貌分析
借助扫描电子显微镜(SEM)对拉断的试样断口形貌进行观察,分析断裂机制。
图8为300M终锻件典型部位拉伸试样的SEM断口形貌,可见,断口表面比较平整,断口为灰色纤维状韧性断口,断口形貌为韧窝状,可判断是韧性断裂。
5 结论
(1)模锻试验得到的终锻件较为完整,表面没有明显的缺陷,但是实际锻件肋板高度要低于模拟肋板高度。单肋模锻件典型部位肋板与底板交界处、底板及肋板晶粒度分别为:6级、7级和8级,数值模拟和试验均表明肋板的变形大,因此晶粒较细。
(2)300M模锻件典型部位横向位置的抗拉强度和屈服强度比纵向位置的好一些。
(3)300M钢单肋模锻件典型部位纵向和横行拉伸断口,低倍下均较为平整,高倍下断口韧窝较多且较深,塑性比较好,判定为韧性断裂。
