直缝埋弧焊管焊缝内部横向裂纹产生原因分析
2021-01-19王立柱陈小伟韩铁利李志华吴红星
王立柱, 陈小伟, 张 骅, 韩铁利, 李志华, 吴红星
(1. 渤海装备巨龙钢管有限公司, 河北 青县062658; 2. 渤海装备研究院, 天津300280)
在生产厚壁直缝埋弧焊管时, 焊缝内部会有横向裂纹产生, 裂纹的尺寸不一, 裂纹在焊缝深度和长度方向随机分布, 没有规律。 用超声波手探检测, 将Φ1.6 mm 竖通孔校验灵敏度提高10 db, 反射波高最高80%, 按检验标准属不超标缺欠[1-2]。 由于裂纹在焊缝内部, 没有延伸到焊缝表面, 裂纹间隙很小, 大部分裂纹只有在焊缝横向超声波探伤时才能检测到回波。 虽然裂纹的尺寸较小, 但在后续扩径、 热处理或服役过程中很可能发生扩展, 导致管道泄漏[3-4]。 因此,找出焊缝内部横向裂纹产生的原因, 采取工艺措施避免裂纹的产生是本研究探讨的主要内容。
1 生产实例
1.1 案例1
中俄东线部分露天使用弯管要求-45 ℃焊缝冲击功单值≥60 J, 平均值≥80 J, 使用常规多丝双面单道焊工艺生产母管, 做成弯管后焊缝冲击功下降较多, 不能满足标准要求, 为此开发了单丝多道焊工艺及焊丝。 在使用单丝多道焊工艺(方案1) 焊接Φ1 422 mm×33.8 mm X80M 低温母管时, 发现焊缝内部有尺寸较小的横向裂纹(如图1 所示), 探伤结果显示内外焊缝均有裂纹存在。
对焊接工艺进行了改进, 改用三丝多层焊工艺 (方案2), 并采用电伴热带对焊缝两侧300 mm 进行焊前预热、 焊后石棉布保温等措施降低焊接应力。 采用该工艺生产的母管做成弯管后焊缝内部未见横向裂纹, 冲击功满足标准要求。 Φ1 422 mm×33.8 mm 母管焊接参数见表1, 采用方案1 和方案2 得到的焊缝宏观照片如图2 所示。

图1 Φ1 422 mm×33.8 mm 母管裂纹微观形貌
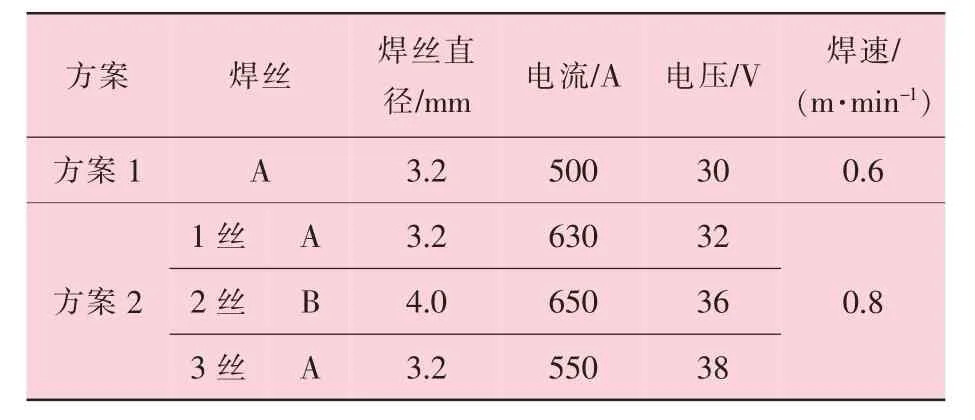
表1 Φ1 422 mm×33.8 mm 母管焊接参数

图2 Φ 1422 mm×33.8 mm 母管焊缝宏观形貌
截取的弯管试样如图3 所示, 通过扫描电镜观察裂纹断口上呈现光滑的枝晶状开裂形态, 并存在高温氧化, 剖面金相试样上也可以观察到类似的失效特征, 这表明裂纹为焊接热裂纹[5]。

图3 Φ 1 422 mm×33.8 mm 弯管试样
在焊缝结晶后期, 由于低熔点共晶形成的液态薄膜削弱了晶粒间的联结, 在拉应力作用下产生裂纹[5-6]。 即热裂纹产生的条件: 一是低熔点共晶, 二是拉应力。 对钢管母材、 焊丝、 焊缝的化学成分进行了分析, 结果见表2。
从表2 可以看出, 裂纹管焊缝成分中Cu 含量偏高, Mn 和Mo 含量偏低。 焊丝A 化学成分中w(Cu)=1.0%, 是焊缝中Cu 的主要来源。 方案2焊缝中w(Cu)降低30%, 减少了焊缝低熔点共晶形成的机率; w(Ni)含量降低20%, w(Mo)上升1 倍, w(Mn)上升13%。
在母管上截取焊缝纵向圆棒拉伸试样, 并在焊缝边缘取母材纵向圆棒拉伸试样做拉伸试验,试验结果见表3。
由表3 可以看出, 方案1 焊缝的屈强比偏高, 延伸率偏低, 母材延伸率较高, 焊缝在冷却过程中, 由于焊缝金属的收缩产生较大的纵向拉应力, 当焊缝塑性很差时, 在拉应力的作用下比较容易开裂; 方案2 焊缝的延伸率和屈强比与母材接近, 焊缝的塑性有了较大的改善, 焊缝内部横向未产生裂纹。

表3 Φ1 422 mm×33.8 mm 母管拉伸试验结果
1.2 案例2
在使用方案3 (见表4) 生产Φ1 016 mm×26.2 mm X70M 钢管时, 发现焊缝内部有横向裂纹(如图4 所示) 产生, 探伤结果显示裂纹只存在于外焊缝。

表4 Φ1 016 mm×26.2 mm X70M 钢管焊接参数
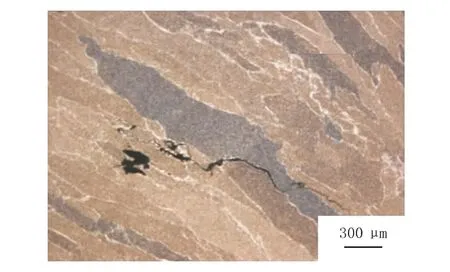
图4 Φ1 016 mm×26.2 mm 钢管焊缝裂纹微观形貌
取样检验母材和焊缝的化学成分见表5, 拉伸试验结果见表6。 试验结果未发现异常。
Φ1 016 mm×26.2 mm 钢管焊缝宏观照片如图5 所示。 由图5 可以看出, 外焊缝宽度较小,熔深较大, 焊缝的宽深比较小。 改用方案4 工艺(见表4), 通过降低外焊焊速, 减小外焊一丝、二丝电流, 增加外焊热输入, 使外焊缝的宽深比加大, 焊缝内部横向裂纹再未出现。

表5 Φ1 016 mm×26.2 mm 钢管及焊丝的化学成分
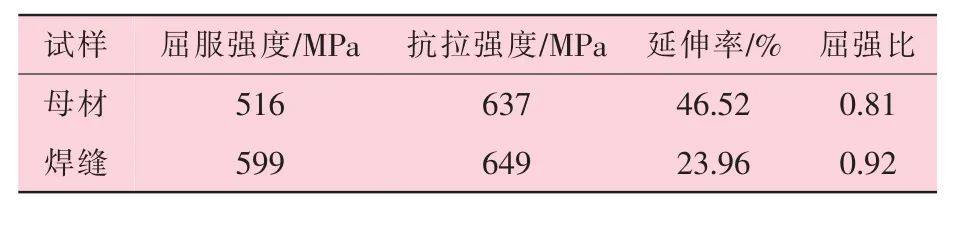
表6 Φ1 016 mm×26.2 mm 钢管拉伸试验结果
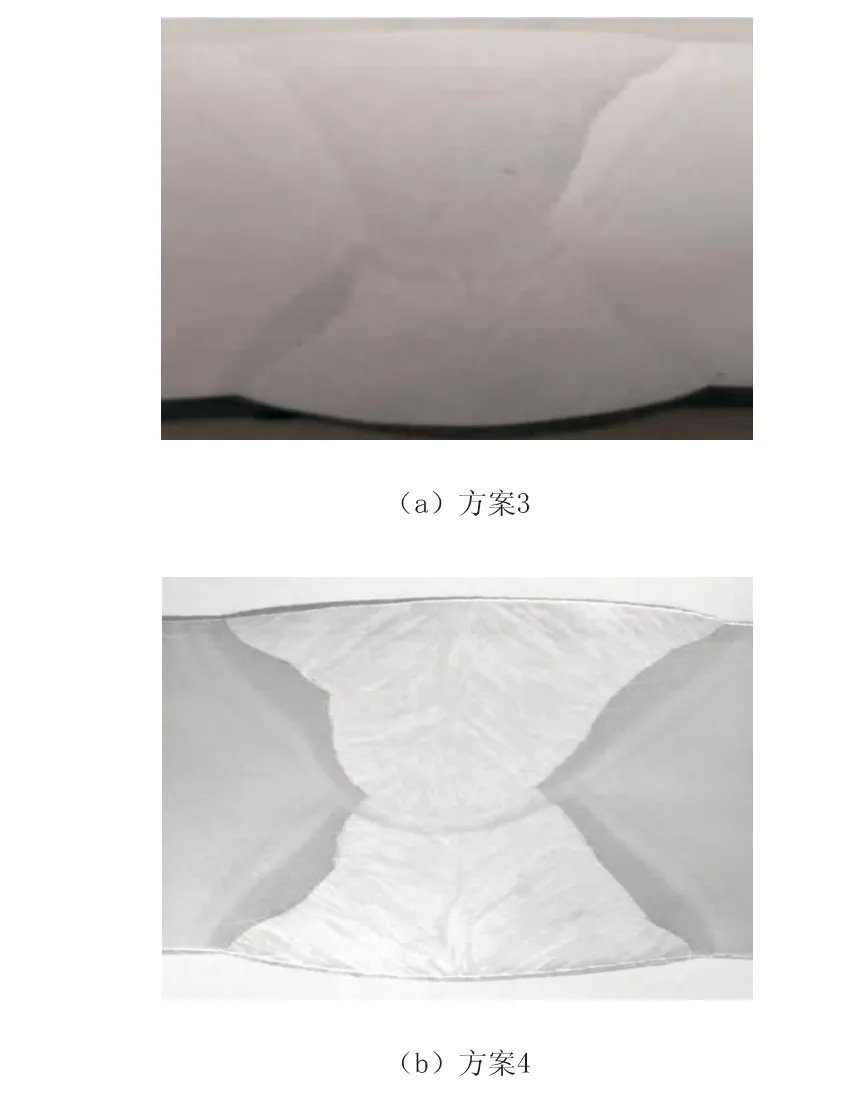
图5 Φ1 016 mm×26.2 mm 钢管焊缝宏观形貌
1.3 案例3
采用Φ1 016 mm×21 mm 钢管用钢板对裁,按照方案5 工艺(见表7) 生产Φ508 mm×21 mm X70M 钢管时, 发现焊缝内部横向裂纹如图6 所示。 探伤结果显示裂纹只存在于内焊缝。
取样检验母材、 焊缝和焊材化学成分, 结果见表8。 通过扫描电镜得到的裂纹SEM 形貌如图7 所示, 分析结果是裂纹处C 和Nb 的含量偏高 (见表9)。 分析认为裂纹处C 可能是晶界周围的渗碳体, 而只有钢板中含有Nb, 剖分钢板中间可能存在局部偏析。

表7 Φ508 mm×21 mm 钢管焊接参数
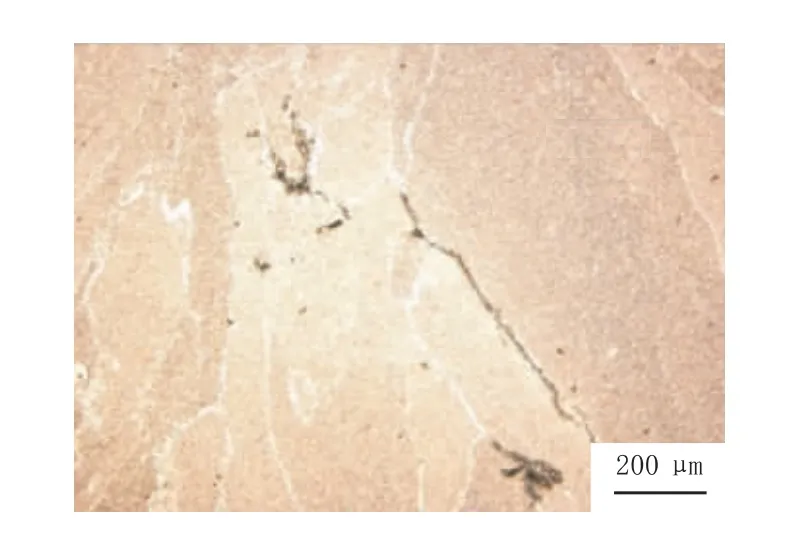
图6 Φ508 mm×21 mm 钢管焊缝裂纹微观形貌
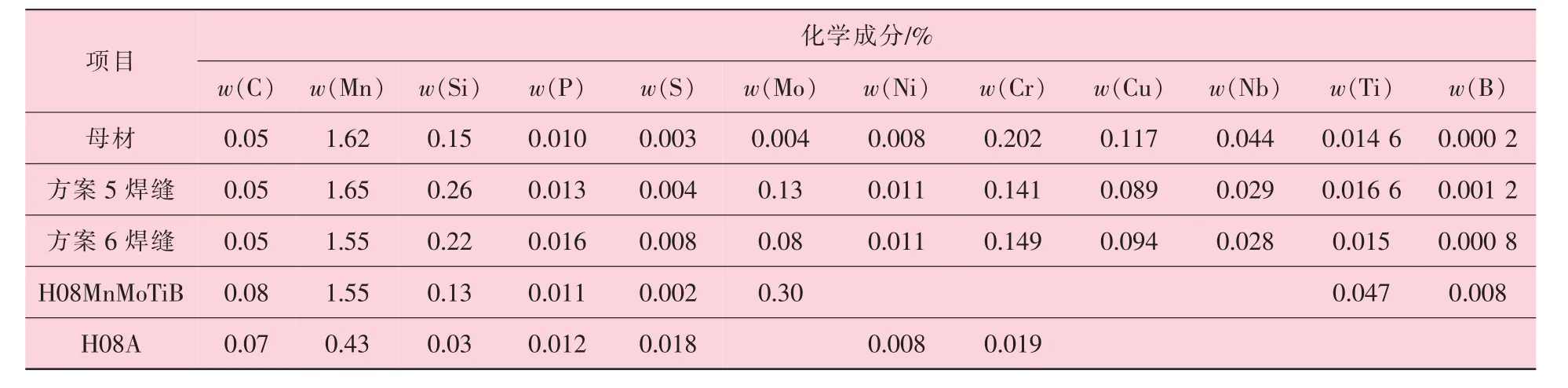
表8 Φ508 mm×21 mm 钢管和焊丝化学成分
在钢管上取焊缝纵向圆棒拉伸试样, 并在焊缝边缘取母材纵向圆棒拉伸试样做拉伸试验, 试验结果见表10。 由表10 可以看出, 焊缝的延伸率偏低为14.1%, 屈强比偏高为0.945。
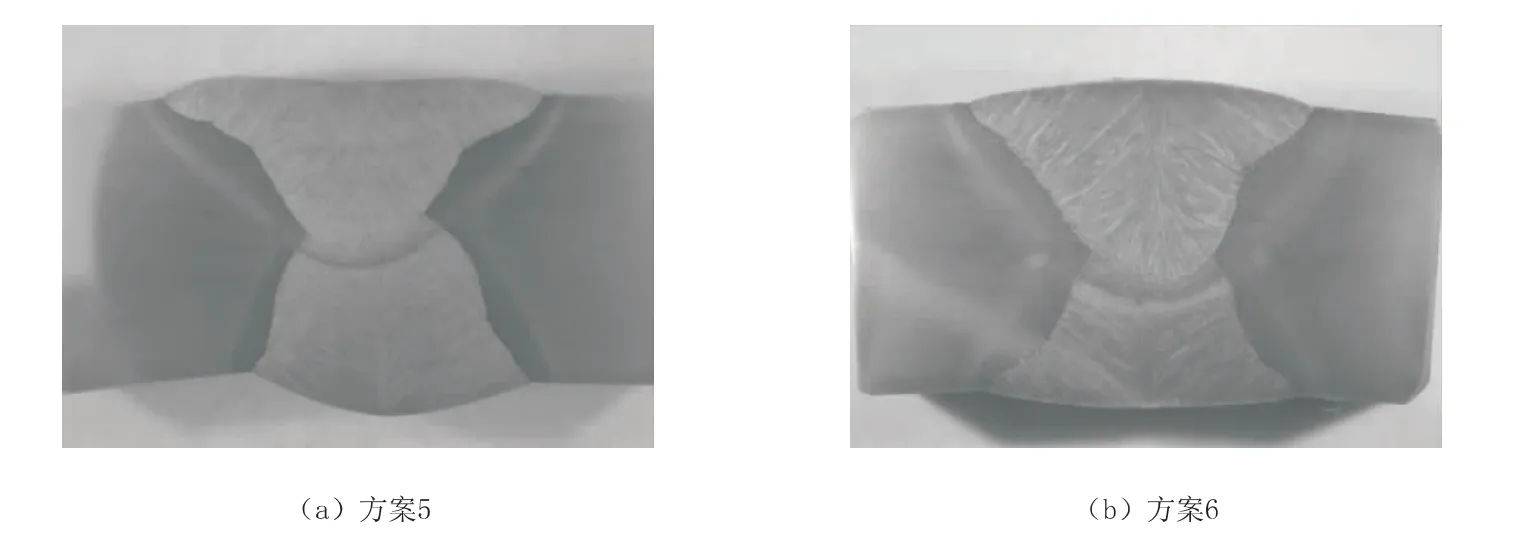
图8 Φ508 mm×21 mm 钢管焊缝宏观形貌
为增加焊缝延伸率, 降低焊缝屈强比, 改用方案6 工艺 (见表7), 将内外焊二丝由合金含量高的H08MnMoTiB 焊丝更换为不含合金成分的H08A 焊丝, 并调整焊接参数, 焊缝形状及性能均得到改善, 焊缝内部未出现横向裂纹。 Φ508 mm×21 mm 钢管焊缝宏观形貌如图8所示。
2 原因分析
以上几个案例表明, 焊缝内部横向裂纹的产生与焊缝的延伸率、 屈强比、 低熔点共晶成分以及焊缝的宽深比有关。
金属在高温时的延性和断裂曲线如图9 所示。金属在高温时的延性和断裂取决于3 个因素, 即拉应变对于温度的变化率∂ε/∂T、 脆性温度区的大小ΔTB和在这个区间里金属的延性δmin。 ∂ε/∂T 越大, ΔTB越大, δmin越小, 越容易产生裂纹[7]。

图9 金属在高温时的延性和断裂曲线
焊接残余应力与焊接变形在很大程度上具有相反的行为特征, 焊接变形较大时焊接残余应力较小, 焊接变形较小时焊接残余应力较大[8]。 随着屈强比的增加, 由于材料的塑性变形能力下降, 使得材料缓和应力集中、 松驰裂纹尖端局部应力和限制裂纹扩展的能力降低[9]。
热轧正火钢一般w(C)较低, Mn/S 较高, 具有较好的抗热裂纹能力。 当材料成分不合格而发生严重偏析或局部w(C)、 w(S)含量很高时, 也会出现热裂纹[10]。 Nb 对结晶裂纹的形成有促进作用, 促进低熔点硫化物和碳化物形成。 含Nb 钢在高温下有较低的塑性。 热裂纹敏感性与焊缝金属成分的关系为

其中, 当w(C)≤0.08%时, C*等于0.08%。
防止热裂纹的冶金措施是: 严格控制母材和焊缝金属中C、 S、 P 和其他易形成低熔点共晶体的合金元素Nb、 Ni、 Si 等含量, 当w(C)≤0.12%、w(S)≤0.01%、 w(P)≤0.02%, 则可采用较高的热输入而不产生热裂纹; 当以Nb 做为微量合金元素对钢进行合金化时, w(Nb)不应超过0.03%[9]。
通过改变焊接坡口尺寸或改变焊缝形貌, 降低母材在焊缝金属中所占的比例 (即熔合比),避免母材成分偏析带来的影响[11]。
焊缝的宽深比越小, 呈现窄而深的焊缝, 焊缝金属结晶速度加快, 焊缝中产生夹渣和裂纹的倾向越大[12]。 另外, 焊缝的宽深比越小, 加热区域越集中, 较高程度的温度集中会使焊接区在冷却时产生较大的塑性应变, 这种情况下通常要求焊件材料具有较高的塑性[8]。 制定焊接工艺时, 设计合理的坡口形式和几何尺寸, 调整焊接参数, 以增大焊缝的宽深比, 防止焊缝内部横向裂纹的产生。
3 结 论
(1) 控制母材中w(Nb), 要求焊缝中w(Nb)≤0.03%, 当焊缝中w(Nb)偏高时, 可通过减少母材熔合比进行调整。
(2) 焊接工艺评定中增加焊缝纵向拉伸试验, 防止出现焊缝延伸率偏低、 屈强比偏高的情况。 建议焊缝金属的延伸率≥15%, 当焊缝金属延伸率偏低、 屈强比偏高时, 可换用合金含量较少的焊丝进行调整。
(3) 适当调整焊接参数, 加大焊缝宽深比,建议焊缝金属的宽深比≥1.6。
