关于冻干粉针车间设计的探讨
2021-01-09
(吉林医药设计院有限公司,吉林 130000)
冻干即冷冻干燥,是指将被干燥含水物料冷冻呈固体,在低温减压条件下利用水的升华性能,使物料低温脱水而达到干燥目的的一种干燥方法[1]。冻干粉针则是利用这种技术生产出来的非最终灭菌的无菌制剂,特别适用于对温度要求敏感的产品。利用冻干粉针工艺生产的药品对热处理敏感,不耐高温,不适用最终灭菌的方法,采用无菌操作的非最终灭菌生产工艺,这对车间的环境以及生产设备要求较高,也给车间的设计带来一定的难度和挑战。本文针对冻干粉针车间的设计进行分析,共同探讨冻干粉针车间的设计方法。
1 冻干粉针车间设计的基本原则
(1)工艺布局按GMP 的要求,在设计时保证工艺流程的顺畅,避免人物流出现严重交叉的现象,防止污染和交叉污染给产品质量带来风险。
(2)所设计的操作环境都应当达到适当的动态洁净度标准,尽可能降低产品或所处理的物料、器具等被微粒或微生物污染的风险。
(3)根据产量和产能的关系,综合考虑厂区面积利用情况和生产储运的有序性,确定车间的建筑面积和使用功能,保证车间面积利用的合理性与经济性。
(4)采用当前先进的工艺技术与装备,遵照GMP 关于工艺设备和厂房的要求进行设计。选择低耗高效的生产设备,减轻操作人员的劳动强度,提高成品率,降低生产成本。
(5)严格遵循国家环境保护、职业卫生安全、消防、节能等相关法律法规。
2 生产工艺核心内容的设计要点
2.1 封闭系统设计
为了保证冻干粉针车间无菌环境和无菌生产条件必须建立封闭系统,封闭系统的设计是通过不同屏障的构成和隔离技术的应用实现的。墙和门构成了车间的物理屏障,室内通过高效空气过滤器构成了空气除菌屏障。灭菌设备构成了区域间的屏障;前室、传递窗、缓冲间构成了区域内的屏障。各功能间之间的空气压差构成了区域屏障;人净设施构成了人体与区域间的屏障[2]。
2.2 配制及过滤系统的设计
(1)称量工艺:单独设置备料称量间,尽量靠近药液配制间,缩短原辅料在净化区内的传送路径。称炭制湿炭间应与其他物料称量间分开设置并考虑设计前室,注意称量区的空气流向,防止粉尘扩散和交叉污染,建议在称量间内设置负压称量装置或无尘称配系统。
(2)配制工艺:配制工艺大致分为以下三个方案,通过对比不同的方案,结合生产工艺和空间布局选取适宜的配制方案[2]。
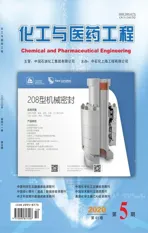
方案一,配制罐位于C 级区配制间,通过输送泵将药液输送至B 级区灌装间,在B 级区灌装间设置除菌过滤器和缓冲罐,如图1所示。
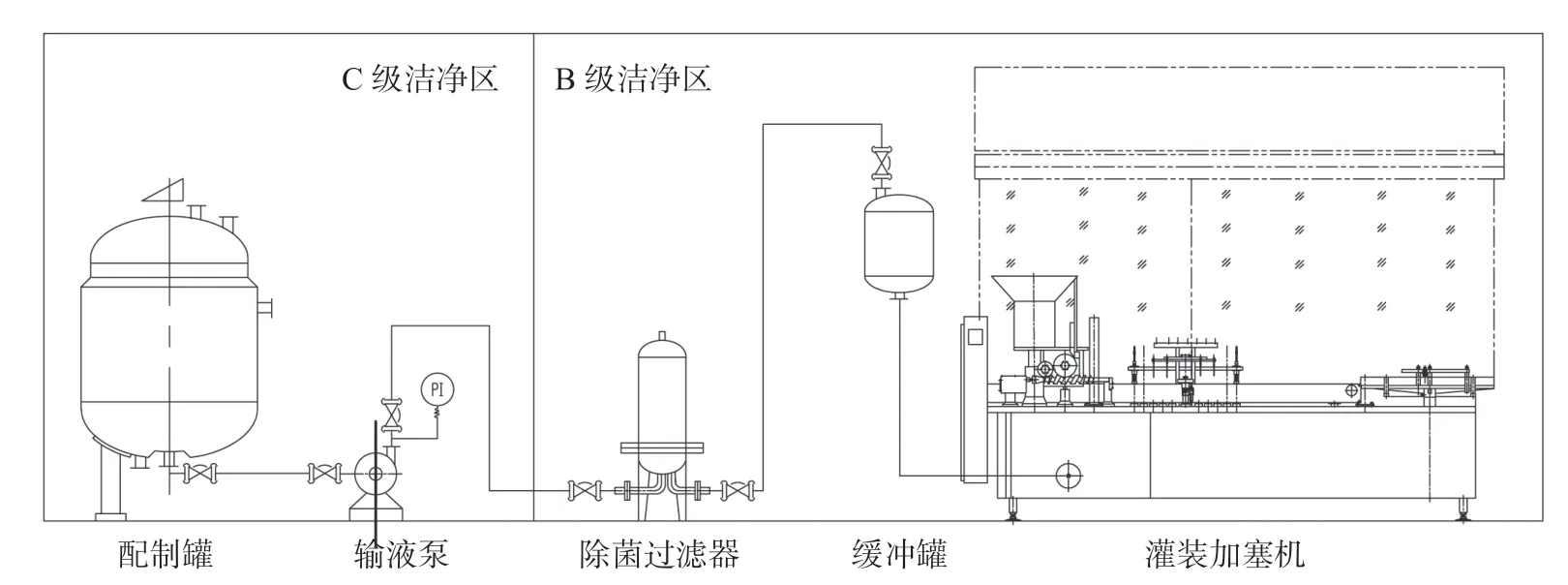
图1 配制工艺方案一Fig.1 Preparation process scheme I
优点:设备简单造价低。
缺点:药液在非无菌工况下停留时间长,需要的无菌操作多,风险高。
方案二,配制罐和暂存罐位于C 级区配制间,药液通过输送泵经除菌过滤器输送至暂存罐后再进入B 级区灌装间的缓冲罐进行灌装操作,如图2所示。
优点:药液在非无菌工况下停留时间短,不需要无菌操作。
缺点:设备造价高,从过滤到分装的配管过长导致药液残留多。

图2 配制工艺方案二Fig.2 Preparation process scheme II
方案三,配制罐位于C 级区配制间,药液通过设置在C 级区的输送泵和除菌过滤器输送至B 级区的暂存罐内再进入缓冲罐进行灌装操作,如图3所示。
优点:药液在非无菌工况下停留时间短且从过滤到分装的配管短。
缺点:设备造价高,需要无菌操作。

图3 配制工艺方案三Fig.3 Preparation process scheme III
(3)过滤系统:由两个安装了0.22 μm 亲水性滤芯的过滤器组成,一个过滤器安装在灌装机的缓冲罐上,另一个过滤器安装在无菌药液的储罐上。过滤器与管道同时进行CIP,无菌药液储罐和灌装缓冲罐同时进行SIP。SIP 结束后对过滤器进行使用前的完整性测试,测试合格后使用。
2.3 生产器具清洗和灭菌的设计
所有直接或间接接触药液和原辅料的容器均采用CIP 或器具清洗机进行清洗,避免难以验证的人工清洗操作。容器具也可经初步人工清洗后进入器具清洗机清洗,然后进行装配并进入湿热灭菌柜灭菌。通常在湿热灭菌前须使用经灭菌的呼吸材料包装,对于进入B 级区的器具要采用双层包装。若包装好的器具采用无菌袋封口机密封,灭菌后取出时可不设局部A 级保护。
器具清洗间宜布置在灌装间的隔壁,距离配制间也要近。灌装间里使用的各种器具可以在清洗间内清洗后由双扉灭菌柜灭菌进入灌装间。配制间内使用的滤器和容器也需要清洗,尤其脱炭滤器和配炭的容器在使用后会附着部分活性炭,对环境造成污染,需要在尽可能短的距离内完成转移和清洗。
2.4 胶塞清洗、灭菌后运输加料的设计
通常胶塞清洗、硅化和灭菌在同一设备内进行。用清洗剂、纯化水、注射水对胶塞进行清洗,并用硅油对胶塞进行硅化处理,经过121 ℃,30 min 的纯蒸汽灭菌,真空干燥至水分达标后在局部A 级的保护下出塞,并密闭转运至灌装机。或者将胶塞清洗机直接与灌装机对接,胶塞经过处理后直接进入灌装机完成压塞工序。
2.5 药液无菌灌装系统的设计
首先,保证灌装机从西林瓶的进口到压塞后西林瓶出口都在密闭的A 级层流保护区域内。药液从储罐经氮气压至缓冲罐,药液缓冲罐自带液位调节装置控制进液量。其次,在灌装前利用氮气将西林瓶内的空气置换出来,灌装泵从药液缓冲罐抽取药液,根据批生产指令灌入无菌西林瓶中。最后,灌装后的西林瓶在氮气保护下完成压塞工序。压塞时会再次对西林瓶内充氮气,确保压塞后西林瓶内的残氧量维持在允许范围内。如图4所示。

图4 药液配制及无菌灌装系统Fig.4 Solution preparation and aseptic filling system
关于灌装机的CIP,在灌装前对灌装机内部药液流经部分进行必要的CIP 处理,使用清洗液、纯化水、注射水对灌装机的药液输送系统进行清洗,灌装机在CIP 后使用纯蒸汽进行SIP,对缓冲罐到灌装头的部分进行湿热灭菌,SIP 过程中要对所有的过滤器进行灭菌直至过滤器上游。
2.6 灌装后半成品的传送方式设计
灌装后的半成品可通过自动进出料系统实现与冻干机的对接。自动进出料系统又分为固定式和可移动式AGV。自动进出料系统与上游灌装机相互衔接,具有西林瓶的自动嵌套整理功能,可与冻干机内部的搁板和外部传输系统对接,实现西林瓶的自动卸载功能,将西林瓶输送至下游的轧盖机完成对接,并且可以保证全程A 级层流保护。避免人员对药品和洁净区的污染,提升工作效率。使产品由随机性风险变为可控风险。
2.7 轧盖的区域安排
GMP 要求在全压塞后小瓶的轧盖可以采用经灭菌的盖以无菌操作形式完成,也可在无菌区以外以洁净的方式完成。对于冻干粉针这种非最终灭菌产品而言,轧盖的区域应在B 级背景下的A 级进行,也可以在C 级或D 级背景下的A 级送风环境中进行,A级送风环境应当至少符合A 级区的静态要求[3]。
3 工程实例
结合工程实例对车间布置设计进行阐述,本工程实例为同一产能下不同的布局形式,根据联动线布置情况以及车间功能间分布特点,将两种车间形式分别定义为“L”型和“C”型,其中图5 为“L”型布局平面图,图6 为“C”型布局平面图。两种方案各有特点,下面就此两种布局形式进行分析。

图5 “L”型布局平面图Fig.5 "L" layout plan
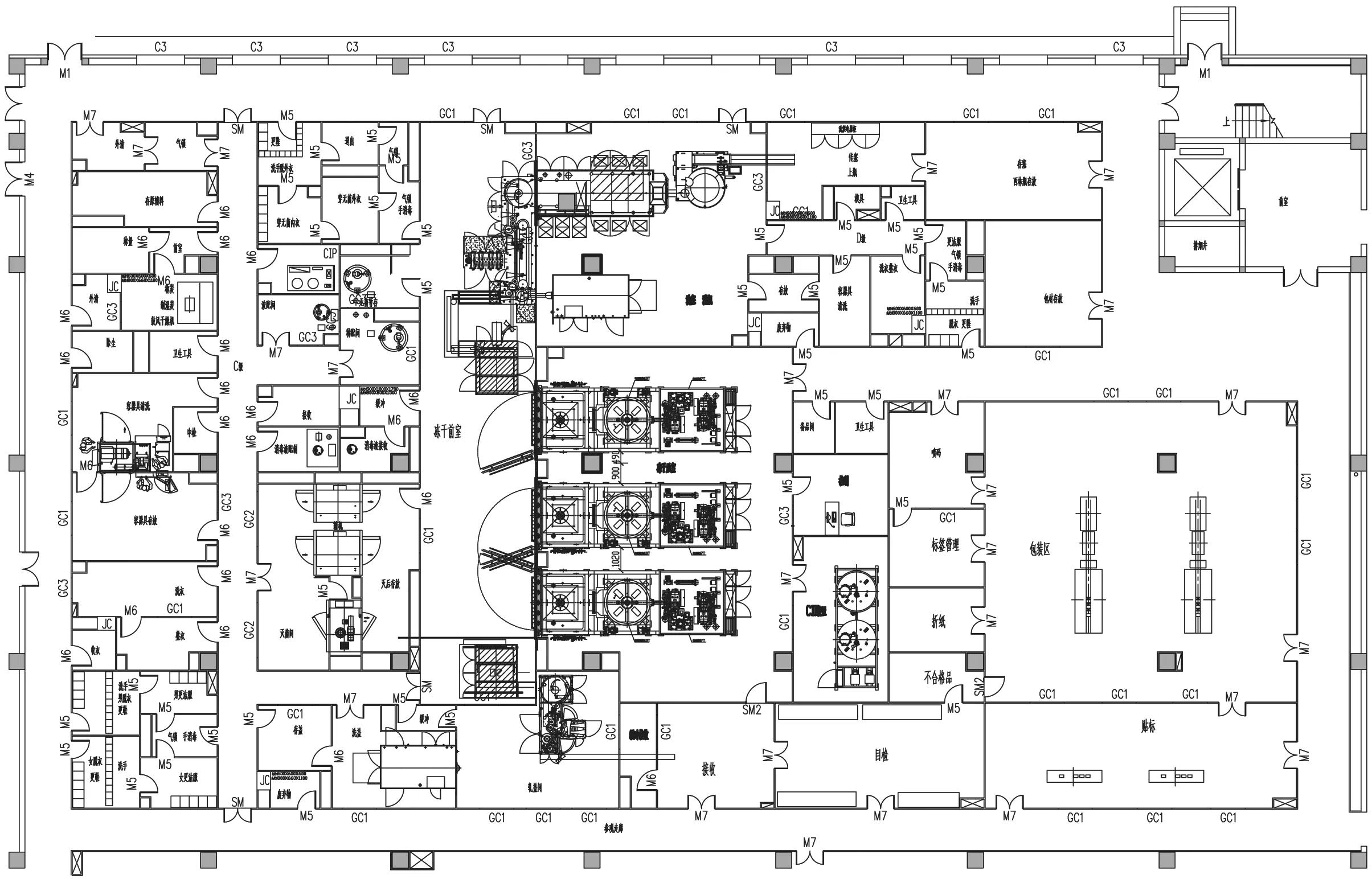
图6 “C”型布局平面图Fig.6 "C" layout plan
3.1 相同点
两种车间布局形式都围绕着“无菌保证”这个中心进行的,均设置了洗瓶洗塞间,备料称量间,浓稀配间,灌装、冻干间,轧盖间,包装间以及相关的辅助功能间:器具清洗、灭菌间,洗衣间等,车间的净化级别均包含了A 级、B 级、C 级、D 级,下面就上述功能间做逐一阐述。
(1)洗瓶洗塞间的洁净级别为D 级,西林瓶和胶塞经上瓶机和传递窗进入洗瓶洗塞间进行清洗灭菌处理,完成后进入灌装间进行灌装压塞。
(2)浓稀配间的洁净级别为C 级,物料由外清气锁进入,经浓配、稀配后的药液通过管道输送至无菌暂存间待灌装。
(3)灌装、冻干操作的核心区均为B 级以及B级保护下的A 级。冻干后的产品经自动进出料系统输送至轧盖间。
(4)轧盖间的洁净级别为C 级及C 级背景下的A 级,铝盖在经清洗机清洗烘干灭菌后进入轧盖间。轧盖后的产品经目检合格后进入包装岗位
(5)辅助功能间的器具清洗间、洗衣间在不同级别的洁净区域内均有设置。为冻干核心区域服务的器具清洗间和灭菌间相邻,一部分器具清洗后经灭菌柜进入B 级核心区,核心区内使用后的器具经传递窗回传至清洗间,实现器具使用的循环操作[4-5]。
3.2 优缺点对比
“L”型布局优点是:①满足了管理员从外部观察核心区域的需求[6];②杜绝无关的操作人员进入灌装冻干的核心区域,降低产品受污染的风险。
“L”型布局缺点是:①重复且分散的设置洁净度要求相同的区域,出现了2 个C 级,2 个D 级,一个B 级的情况;②分散的净化区域导致相应的人净设施也会增加,空间利用率不高;③B 级核心区的面积较大,运行成本偏高。
“C”型布局优点是:①将洁净度要求相同的房间尽量整合到一个区域内,不同级别的区域只出现一次,既便于管理又降低了空调系统的负担[7];②B 级核心区的面积紧凑利用率高,运行经济。
“C”型布局缺点是:①管理员从外部观察核心区域的需求无法满足;②与灌装冻干操作无关的人员出现在核心区的频率远高于“L”型布局,人作为室内最大的污染源,增大了产品受污染的风险。
4 主要工艺设备选型及配套设施的设计
(1)西林瓶洗烘灌轧联动机组
洗瓶机的单机最高产量可稳定在400 瓶/分。立式超声波洗瓶机,利用三水三气洗瓶效果好,破损率低,可控制在0.3%以内,洗瓶时注射用水可不用降温,但考虑到超声波的空化洗涤作用,在40~50 ℃时效果最好(但不超过70 ℃也可达到效果),也可考虑加板式换热器将注射用水降温至50 ℃左右使用为佳。
洗瓶机的洗瓶罩上设置一个排湿口,设计单位需给予接管并将湿气引出室外或夹层,若单独排放,需在出口处设中效排风机箱及电动止回阀,既满足引风又防止倒灌。风量一般在100~300 m3/h。中效排风机箱及电动止回阀应与洗瓶机联锁。洗瓶机的排湿气管也可接入隧道烘箱的排风管负压段上,一同排出室外。此时只需加电动止回阀不需排风机,因隧道烘箱自带排风机可将洗瓶机的湿气带出。
隧道烘箱为热风循环式,温度均匀,无死角,设备较远红外要短。电加热应采用不锈钢加热管,石英管出现裂纹,脱色会直接污染瓶子。冷却段采用表冷器技术,减少采风及排风量,冷却效率高,出口温度根据灌装工艺要求而定(或不超过25 ℃,或不超过40 ℃等)。水冷式表冷器需外接循环冷却水(温度7~12 ℃,流量2.5 t/h 不等),需设计单位考虑设置冷水机组。
隧道烘箱要有以下几个关键点:①风压平衡装置:要始终保持高温段的压差高于预热段和冷却段,要始终保持隧道烘箱内压差及风量的稳定及平衡,不受房间压差及风量的影响而发生变化;②冷却段在线灭菌:采用循环热风对冷却段进行灭菌,空载时先对冷却段灭菌合格后在正常生产;③在线清洗装置:对隧道烘箱不锈钢网带进行在线清洗;④断电保护装置:保证高温的安全性;⑤ 值班风机:开启值班风机保持隧道烘箱内维持正压。
设计单位考虑设计排风管道将隧道烘箱的排风引出室外,通常设备自配变频的排风机,只需外接排风管并在出口处加设电动止回阀防倒灌。烘箱配的中效排风机箱的排风量见设备参数。排风管排风距离超过15 m 以上,需外配中效排风机箱以增加烘箱的排风动力,新增排风机的排风能力不得大于设备自带的排风机,应为原配排风量的1/3。以免风机拽风机造成风机烧坏的后果。新增的防倒灌措施应与隧道烘箱联锁。
灌装加塞机采用多头灌装,每个头采用独立比利时进口陶瓷泵进行计量灌装,全伺服电机控制,精度最高可达±0.5%(国内陶瓷泵灌装精度一般在±1%~±2%)。陶瓷泵硬度高,寿命可达5年以上,不锈钢泵2年后就会磨损,产生微粒或金属离子析出污染药液。
该陶瓷泵属柱塞泵,也可采用蠕动泵,均属容积泵,剪切力小。蠕动泵因不与药液接触,对泵体材质要求可低于柱塞泵。但蠕动泵灌装精度不如柱塞泵,尤其对小装量。对1 mL 及以下,蠕动泵灌装精度在±2%~±3%,对2 mL 及以上,蠕动泵灌装精度在±2%以上。
灌装采用消泡灌装技术,针头随液面升高而提升。加塞采用倾斜角度渐进式压塞,不宜跳塞。灌装加塞机可自带A 级层流,也可以在净化安装时统一做A 级层流。
轧盖机采用瓶自转多把(12 把)轧刀公转轧盖,轧盖时轴向和径向可自由浮动。若采用中间大刀盘轧盖,调整不方便,对不规则瓶难以适应。
(2)冻干机
冻干机分为带在线灭菌和不带在线灭菌两种形式,冷凝器均为外置式,避免污染,箱体与冷凝器之间采用液压磨菇阀密封,也有采用气动蝶阀密封的。磨菇阀为面密封,可靠性好,气流先经磨菇头分流,受冲击小不宜泄漏;蝶阀属快开快闭型,属线密封,没有良好的分流作用,宜受冲击易漏。但蝶阀易清洗。
冻干机在线清洗的进水压力必须≥0.3 MPa,否则需加泵(冻干机可自配,但设计时需向设备供应商提供给水压力,以便决定是否加泵)。对于多台大型冻干机的在线清洗,设计单位应考虑单独设CIP 站而不应从主循环系统上直接接管。一般配注射用水罐及纯化水罐各一台,相应配备增压泵、自吸泵、过滤器等。自吸泵主要用于将冻干机内的注射清洗水吸到纯化水罐中。20 m2冻干机需配2 t 水罐,40 m2冻干机需配3 t 水罐。注射用水清洗后经过滤可回收至纯化水罐用于下次冻干机清洗,以节约成本。
冻干机的板层要经受-50~70 ℃的温度变化,要求板层的焊接技术及平整度很高,焊点不能有泄漏,否则板层中的导热油会污染药品。
冻干机冷肼除霜采用注射用水效果最佳(温度高),但成本高,以10 m2冻干机为例,每次需1 t 水,故一般采用纯化水进行化霜。
冻干机在线清洗、在线灭菌的热水热汽排放时均经过内部冷却后排出,故可直接排入冻干后室的房间地漏,地漏设置空气阻隔装置。
以10 m2带在线灭菌冻干机为例:16 mL 西林瓶产量4.3 万支,22 mL 西林瓶产量2.2 万支。冷却水温度在15~25 ℃最为理想,但也可采用常温冷却水(进水不应超过30 ℃),只需加大用量,有条件的车间也可采用7~12 ℃冷水。
(3)配制罐
配制时应采用地秤式计量,在配置罐地脚处加装称重计量电子传感器,精度为3‰,高于压差式计量。压差式计量受呼吸器、搅拌等的因素会影响液位静压差,造成计量失准。一般大罐可采用磁力下搅拌。
(4)湿热灭菌柜(双扉)
经湿热灭菌柜干燥后的物品若马上出来其出口温度在80 ℃可等待10~20 min 后自然冷却至60 ℃以下再出,若有强制降温装置能相应的缩短时间。
灭菌后干燥产生的湿气被水环真空泵吸入并与水混合直接排入热封闭地漏,可不设计排风管道。灭菌柜双隔后中间应设照明。
(5)干热灭菌柜(双扉)
干热灭菌柜取室内风,并排至室外或夹层。由于设备已自配了高效排风机箱及电动阀,故设计单位只需考虑设置排风管并引至夹层即可。
(6)胶塞/铝盖灭菌
胶塞灭菌应采用湿热灭菌,不应采用干热方法,因为胶塞超过130 ℃会发生黏连变形而导致无法使用。亦不能采用臭氧灭菌,臭氧对胶塞有氧化作用,且由于胶塞直接接触药液,对臭氧灭菌的效果存在异 义。
铝盖若在C 级以上的洁净区轧盖应进行灭菌。灭菌应采用湿热灭菌,不应采用干热方法,因为铝盖超过125 ℃会发生变形而导致无法使用(铝盖多为铝塑复合盖)。若采用干热灭菌,温度不能超过125 ℃,所以需要很长时间(2.5 h 以上),且灭菌时温差高达±10 ℃,铝盖受热不均匀,不符合GMP 要求。但能采用臭氧灭菌,臭氧对铝塑复合盖没有氧化作用,且由于铝盖不直接接触药液,对臭氧灭菌的效果经过验证可达到使用要求。
(7)自动理瓶装盒生产线
一般自动理瓶装盒生产线能自动完成说明书的折叠、纸盒打开、装盒、合盖、打印批号,功能较全的还可打印批号、贴封口签或进行热收缩包装等工作。其中合盖是关键动作。一般生产能力:主机运行速度50~130 盒/min,折纸机运行速度50~130张 / min。
5 结束语
冻干粉针属于“无菌保证”水平要求较高的非最终灭菌产品,设计出硬件设施齐备、环境条件优良的车间是生产合格冻干粉针产品的前提和保障,除此之外,无菌工艺技术、冻干工艺和生产管理等软件条件也是不可或缺的。如何按GMP 规范设计出一个合格先进的冻干粉针车间是值得大家进行探讨。