卡鲁玛水电站筒阀安装与接力器漏油问题处理
2021-01-08张红军
张红军
(中国水利水电第八工程局有限公司,湖南 长沙 410004)
1 引言
乌干达卡鲁玛水电站筒形阀外径5996 mm,高1528 mm,最大壁厚95 mm,通过6个接力器与顶盖连接,其中3个φ275 mm接力器为主接力器(1#、3#、5#),另外3个φ260 mm接力器为辅接力器(2#、4#、6#),1#-4#、3#-6#、5#-2#接力器分别通过上下腔进行串联后与控制阀组进行连接实现筒阀动作。
2019年7月进行3#机筒阀调试,筒阀开启至600 mm高度时,发现3#接力器下缸盖处大量漏油,1#接力器上下腔串油,5#和4#接力器漏油。
2 筒阀安装工艺
2.1 筒阀组拼
(1)对阀体分辨组合面及螺孔进行全面清扫,去除高点、毛刺、锈蚀[1]。
(2)在筒阀组装工位的直径分度圆上布置6个钢支墩,用楔子板调平。
(3)在阀体运输支架未拆除的条件下进行筒阀组拼。
(4)按要求安装并预紧组合螺栓、销钉,检查组合缝间隙需符合相关规范要求。
(5)筒阀组圆后,检查筒阀上环圆度、筒体高度、筒阀顶部水平符合要求[2]。
(6)打磨焊缝及焊缝两边100 mm范围直至露出金属光泽,并在合缝位置装两只百分表以监测焊接过程中的变形。
(7)对焊缝预热至80 ℃,并保温30 min后进行焊接,用φ3.2 mm焊条进行打底焊接,然后采用分段退步焊接的方法对称进行筒体立缝焊接。每层焊接完成后,进行锤击消应处理。
(8)焊接过程需根据百分表反映的变形情况随时调整焊接顺序和焊接速度。
(9)进行合缝位置上下端面的焊接。
(10)再次检查合缝位置螺栓预紧情况,检查筒阀焊后圆度、水平。
2.2 接力器安装
(1)顶盖在机坑预装时,检查顶盖上的接力器安装面的水平,要求水平不大于0.02mm/m,否则用平面磨光机对其进行修磨。
(2)吊装筒阀至支墩上,调整筒阀水平[3]。
(3)在筒阀内侧以顶盖过流面直径为分布圆布置4个高支墩,调平后把顶盖落在支墩上,调整顶盖法兰面水平不大于0.20 mm。
(4)用筒阀提升螺杆、千斤顶提升筒阀,调整筒阀接力器活塞杆需穿过的顶盖和筒阀上的2个通孔的同心度,用锁定螺杆把筒阀固定在顶盖上[4]。
(5)筒阀接力器的压力试验和行程检查合格后,把接力器与顶盖把合的面打磨干净,去除毛刺、高点、锈蚀、油漆等,然后对称吊装至顶盖上。
(6)安装筒阀接力器与顶盖的把合螺栓并预紧。
2.3 筒阀调试
(1)顶盖、筒阀、接力器正式安装在机坑后,进行筒阀油压系统的安装[5]。
(2)利用筒阀提升螺杆把筒阀下发至底环上。
(3)单独动作筒阀接力器,调整6个筒阀接力器的同步情况。
(4)对称测量4个方位的筒阀与固定导叶的间隙,根据数据计算并加工导向块,然后把导向块安装在筒阀上。
(5)利用油压系统动作接力器,使接力器活塞杆穿入筒阀,安装超级螺母和顶推螺栓。
(6)利用油压系统动作筒阀,再次调整接力器的同步。
(7)安装筒阀超级螺母安装孔的封堵板,进行封水焊和PT检查。
3 筒阀调试过程遇到的问题
2019年7月开始进行筒阀调试,筒阀从全关状态开启到600 mm高度时,发现3#接力器下缸盖处大量漏油,随即停止调试工作。把3#接力器拆除后发现该接力器活塞杆有大面积刮伤。用备品接力器更换3#接力器后,再次动作筒阀,发现1#接力器上、下腔串压,5#和4#接力器漏油。拆除1#、4#、5#接力器,发现活塞杆都存在不同程度的刮伤[5]。
4 原因分析
接力器的结构见图1,其出现漏油和接力器上下腔出现串压的情况,是因为接力器动作过程活塞杆与下缸盖的轴套出现刮擦,刮擦现象加剧后致使活塞杆表面被刮伤并损坏密封。而导致这一问题的原因有以下几个方面。

图1 接力器结构
(1)接力器垂直度偏差大:厂家提供的筒阀接力器安装指导工艺中,对接力器活塞杆的垂直度偏差控制欠妥当,只是要求检测顶盖上的接力器安装面的水平不大于0.02 mm/m,未涉及对接力器活塞杆的垂直度测量。一般来说,0.02 mm/m的水平精度要求,适用于精加工且整体到货的设备,例如转轮、主轴的法兰面水平。而顶盖属于分瓣制造现场组装的设备,就算顶盖上的接力器安装面在厂内加工精度较高,但进过长途运输和现场组装,肯定存在变形与偏差,无法达到设计0.02 mm/m的要求。其次,厂家指导工艺要求顶盖上的接力器安装面水平大于0.02 mm/m时,现场进行修磨处理,这也欠妥当,因为靠人工打磨根本无法达到如此高的精度要求,并且可能存在的高点还无法被检测出来(图1)。
(2)筒阀圆度偏差大:本工程筒阀圆度设计要求为不大于0.5 mm,实际情况是筒阀组装后圆度在5 mm左右,这是由于筒阀的刚性不足和运输变形引起的,施工现场虽然通过调整焊接顺序来减少筒阀的焊接变形,但是还是无法使筒阀圆度偏差达到设计要求。把筒阀的圆度要求设计的高,也就没有充分考虑筒阀变形后如何调整接力器与筒阀同心度的问题,即活塞杆连接螺杆与筒阀螺孔的间隙、接力器下缸盖螺孔与把合螺栓的间隙设计偏小,现场没有足够的调整余量,使接力器与筒阀不同心而导致接力器活塞杆憋劲(图2)。
(3)调试流程不合理:厂家要求顶盖、筒阀、接力器在机坑正式安装后,需先用筒阀提升螺杆把筒阀落在底环上,然后单独对接力器进行同步调整。我们可以假想,即使我们在安装间调整并检测了接力器活塞杆的垂直度,但顶盖、筒阀、接力器在机坑正式安装后,通过人力用筒阀提升螺杆把筒阀落在底环上,这一过程将直接导致筒阀的位置发生较大变化。因为人力下发筒阀不可能实现匀速,而且提升螺杆较长且刚性差,提升螺杆与顶盖上的螺孔间隙大,这些因素都会导致筒阀落在底环上的位置发生偏差。当接力器同步调整完成连接筒阀与接力器时,会出现接力器活塞杆的连接螺杆与筒阀螺孔有刮擦的现象。把筒阀落在底环上、把接力器活塞杆全部伸出后连接筒阀与接力器,此时接力器的活塞靠近下缸盖,活塞杆存在扰度,即使筒阀位置有偏差,也可以顺利连接筒阀与接力器。但是,开启筒阀时,接力器活塞会越来越远离下缸盖,活塞杆就会被活塞、下缸盖进行双重限位,活塞杆的扰度也会越来越小,一旦筒阀位置偏差超过活塞杆与下缸盖上的轴套的间隙,活塞杆就会因为憋劲摩擦轴套,进而发生刮擦现象(图3)。
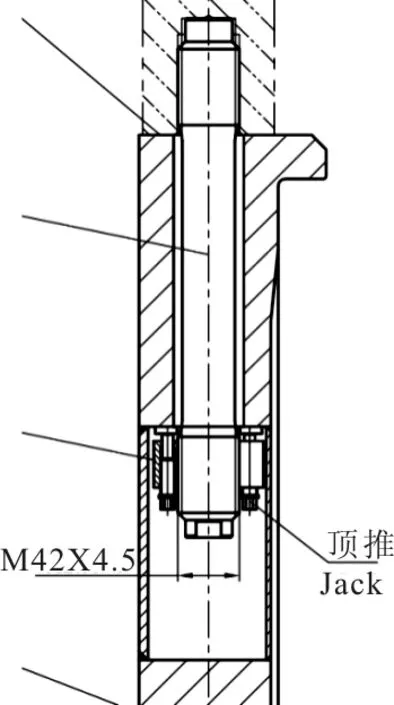
图2 接力器与筒阀连接图
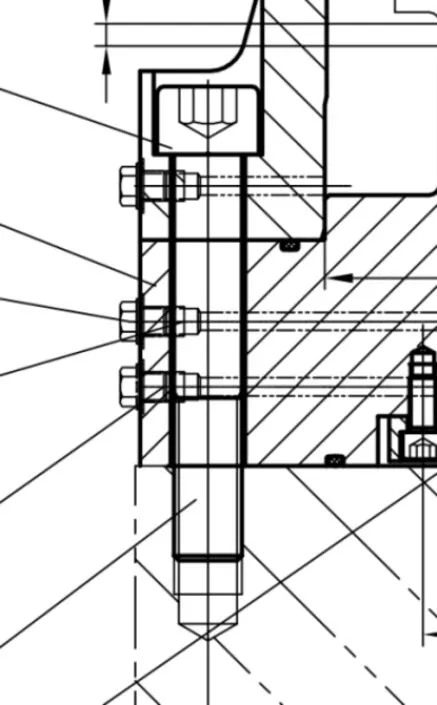
图3 接力器与顶盖连接图
5 处理办法及效果
5.1 处理办法
针对上述分析,现场采取了以下方法对筒阀接力器进行处理。
(1)考虑顶盖正式安装后,在顶盖上安装了导叶、控制环、水导轴承、主轴密封等部件,接力器在顶盖上的安装面的水平会发生变化。拆除接力器与顶盖的把合螺栓,吊起接力器,重新检查接力器安装面的水平,并尽可能地把水平修磨好。
(2)把接力器与筒阀的连接螺杆的光杆段直径车小4 mm,把接力器与顶盖的把合螺栓的光杆段直径车小6 mm。
(3)连接筒阀与接力器时,通过旋转、平移筒阀调整筒阀与接力器的同心度,当筒阀无法调整时,通过平移接力器来调整。此时接力器与顶盖的把合螺栓需安装但不拧紧。
(4)把筒阀动作至全开,用检修螺杆把筒阀锁定在顶盖上,使接力器相对筒阀自动找正,然后对称拧紧接力器与筒阀的把合螺栓。
5.2 处理效果
经过上述处理,筒阀系统完成了调试工作。但是,在走开关机流程时多次动作筒阀后,在接力器的漏油检查孔发现有轻微漏油现象。据分析,是密封条损伤造成的漏油。
6 机坑内调整接力器垂直度的优化方法
一般来说,在调试阶段发现筒阀接力器漏油,此时受座环的限制,已经无法再测量到接力器活塞杆的实际垂直度,但可以换一个思路,按如下办法准确测量调整接力器垂直度。
(1)筒阀系统泄压排油,松开筒阀与接力器连接的超级螺母,通过干净的压缩空气使接力器活塞杆全部缩回缸体内。
(2)把漏油的接力器整体拆除至后方仓库进行解体,检查活塞和密封损伤情况,并进行相应的更换或修复。
(3)把备品或修复完成的接力器转运至水车室,并吊装就位。
(4)松开未拆卸的接力器与顶盖的把合螺栓,使接力器处于自由状态。
(5)拆除接力器正上方的下机架下盖板。
(6)在下盖板上用脚手架管搭设简易门型架,利用手拉葫芦吊起接力器,接力器底部距离顶盖上表面距离不小于接力器行程。
(7)在接力器和顶盖之间安装临时支架,用于调整接力器垂直度。
(8)把接力器落在临时支架上,接力器放稳后葫芦松劲,利用干净的压缩空气把接力器活塞杆全部打出来。
(9)用螺栓和千斤顶调整接力器垂直度,用钢琴线和外径千分尺检测活塞垂直度。
(10)活塞杆垂直度调整符合要求后,利用合相水平仪测量接力器上缸盖4个方向的水平,在上缸盖上标识出测量位置,记录结果且需标识出哪边高。
(11)用葫芦吊起接力器,拆除临时支架,把接力器下缸盖与顶盖的接触面清扫干净,把接力器落在顶盖上。
(12)用合相水平仪检查接力器上缸盖的水平,根据活塞杆垂直度调整合格时的上缸盖水平数量,通过加垫或打磨顶盖的方式对上缸盖数据进行复原。
(13)加垫量要综合考虑接力器与顶盖间的盘根的压缩量,防止后期因为加垫过多出现漏水现象。
(14)上缸盖水平复原后,对称拧紧接力器与顶盖的把合螺栓,拧紧过程用百分表监测缸体水平变化,及时调整把合螺栓的拧紧顺序(保证筒阀不贴靠固定导叶,否则拆除导向块)。
(15)通过干净的压缩空气把接力器活塞杆全部打出,检查活塞杆底部的连接螺杆是否与筒阀上的通孔有贴靠。并通过平移、旋转筒阀的方式来调整筒阀位置,使该连接螺杆尽量处于筒阀上的通孔的中心。
(16)当活塞杆底部的连接螺杆与筒阀的通孔贴靠却无法通过调整筒阀位置来解决这一问题时,需对接力器进行平移,保证该螺杆不贴靠筒阀上的通孔。
(17)接力器平移后,需重复进行上述(9)至(11)步,再次检查调整接力器垂直度直至合格。
上述方法可以在机坑内设备安装完成后,准确测量和调整筒阀接力器活塞杆的垂直度,避免把整个水轮发电机吊出机坑来重新调整接力器活塞杆的垂直度,能够节约不少工期、节省大量人工。
7 结语
本文根据卡鲁玛水电站筒阀安装调试遇到的问题,分析了漏油问题出现的原因,总结了漏油问题的处理办法,优化了筒阀接力器在调试阶段因为空间受限无法准确测量垂直度的方法,可以为后续类似工程施工提供借鉴。
