柴油车尾气处理液储运问题的探讨
2021-01-06朱宗敏
朱宗敏
〔天津悦泰石化科技有限公司 天津 300384〕
防治污染作为我国三大攻坚战之一,涉及多个行业。在国家有关政策支持下,我国柴油车排放NOx治理已取得很大进展,成绩显著[1,2]。但是,2018年我国移动源所排放的562.9万t氮氧化物(NOx)中,占汽车保有量7.9 %的柴油货车,排放了60.0 %[3]。目前,SCR技术(选择性催化还原技术)是世界各国普遍采用的柴油车尾气治理技术。在我国,从应用国Ⅳ油开始,治理柴油货车尾气排放NOx也普遍采用了SCR技术。采用SCR技术需要在柴油车上加装SCR后处理系统,并且要在加油站等场所配套相应的柴油车尾气处理液[柴油发动机氮氧化物还原剂 尿素水溶液(AUS32)]供应体系。
研究显示,一辆国Ⅵ排放标准的柴油车,在没有柴油车尾气处理液配合时,尾气中的NOx排放量是正常行驶情况下的4~13倍。由此可见,柴油车尾气处理液是目前我国重型柴油车达标排放的必备消耗品。我国的柴油车尾气处理液从2013年开始起步,逐步形成了一个新的绿色环保新产业。
1 柴油车尾气处理液产品的特点
1.1 产品质量要求极为严格
从ISO、日本、德国以及我国柴油车尾气处理液国家标准看,虽然产品名称不同,但均是约含32.5 %尿素的水溶液。在技术指标的要求上,我国国家标准与ISO标准、日本标准(JISK 2247)、德国标准(DIN 70070)几乎一致。对产品质量要求都极其严格。之所以有这样严格的要求,是要保证SCR催化反应器与柴油车使用同寿命。上述标准中均对金属离子、缩二脲、水不溶物等杂质提出了非常严格的要求,看似简单的尿素液却是个典型的精细化工品。
特定的金属离子、缩二脲等杂质在SCR催化剂上的积聚会覆盖催化剂活性中心、使催化剂中毒、堵塞催化剂孔道,阻碍尾气中的NOx与氨气进行反应,并降低催化剂寿命。一定的尿素含量能保证系统水解出足够的氨气以还原尾气中的NOx,而过量的尿素会造成尿素液喷嘴和尾气管堵塞。在研究分析SCR系统沉积物的组成中发现,尿素、缩二脲和三聚氰酸(未分解的尿素在高温下缩合的产物)的混合物,在排气管壁处的沉积物主要为三聚氰酸[4]。
为保证柴油车尾气处理液的尿素含量符合标准要求,除了生产商在生产过程中进行质量监控外,国Ⅵ排放标准的重型柴油车要求在车辆上加装尿素浓度传感器,但目前市场上该类传感器产品的精度普遍不高,限制了这项技术的广泛应用。近期文献报道,有研究机构开发的超声波检测法测量尿素含量的精度由原来的1.2 %左右提升至0.3 %[5],可以满足车辆的正常运营需求。
ISO、日本、德国及我国柴油发动机氮氧化物还原剂 尿素水溶液(AUS32)(柴油车尾气处理液)产品标准技术要求详见表1。
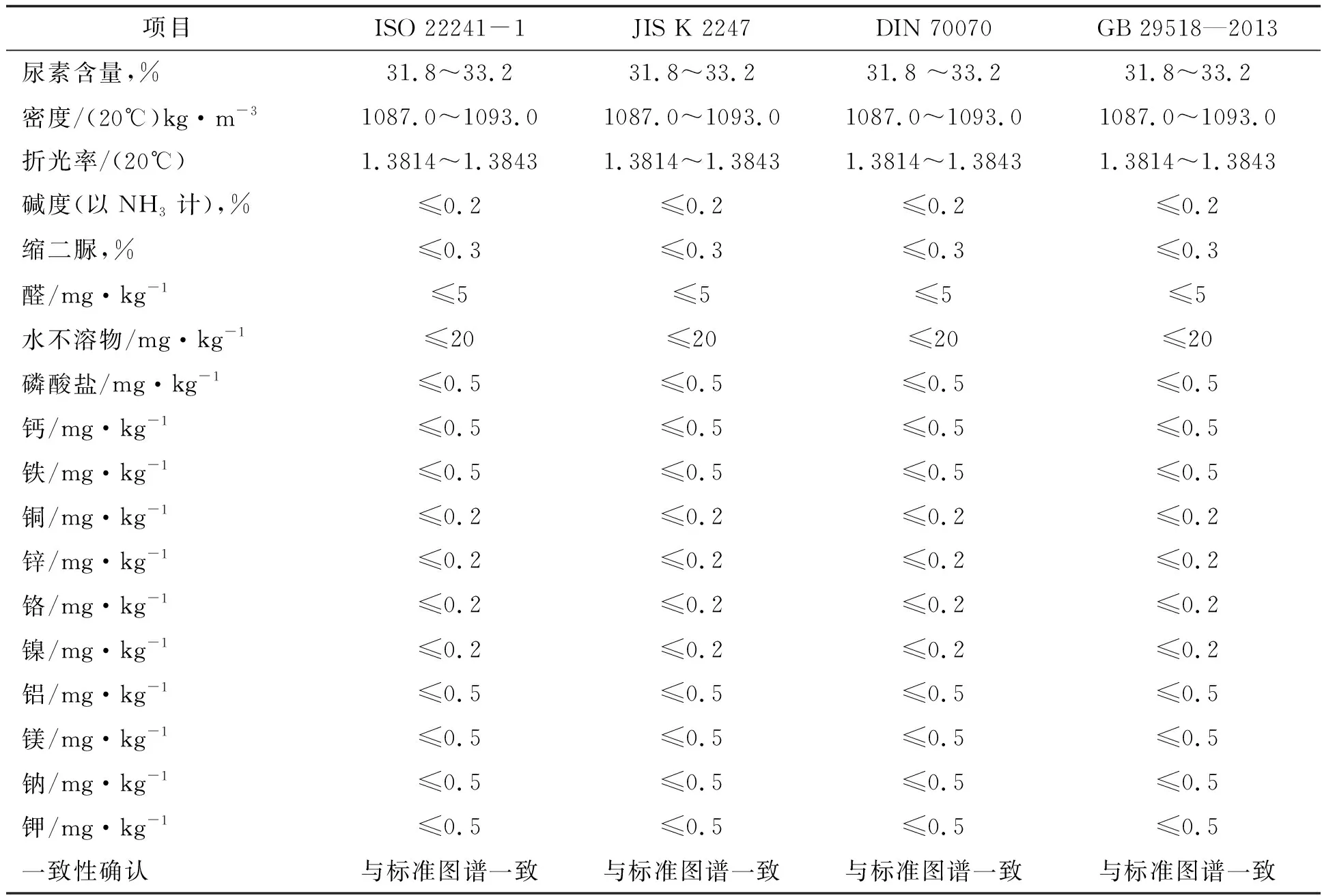
表1 ISO、日本、德国及我国柴油发动机氮氧化物还原剂 尿素水溶液(AUS32)产品标准技术要求
1.2 储运方式与包装形式密切相关
2008年北京最早引进5 000台国Ⅳ标准柴油公交车,需要配套使用柴油车尾气处理液。当时市场需求很少,为保证这些车辆顺利运营,北京公交公司的供应商采用化学试剂级的固体尿素为原料生产柴油车尾气处理液,然后用10 L塑料桶包装。后来为降低成本陆续出现20 L桶包装,但包装成本降低只有约2 %。市场发展初期,产品单价较高,从储运输过程保证产品质量的角度考虑,采用缠绕膜集装小包装桶的模式,可以将产品受到污染的风险降到最低。
随着市场容量的越来越大,市场竞争日趋激烈,小包装缺乏降低成本的空间,影响产品在市场上的竞争力。特别是大量分散的旧包装桶被废品站就地收购,再被转卖到小作坊生产假冒产品,严重侵害了正规企业的品牌形象。于是市场上出现了集装箱桶(IBC)包装。初次包装成本约和同吨位小包装相近,但IBC可循环使用10次左右,可计入折旧及集装桶返程运费等,分摊到每吨产品的包装费约为20 L桶包装的58 %,降低包装成本的效果较为显著。但这种包装的弊端是IBC桶清洗困难,经常发生运输损坏和桶内杂质污染产品等事故,在有些情况下反而推高了产品成本。
随着我国重型柴油车排放标准的密集实施,国Ⅳ、国Ⅴ及国Ⅵ柴油车大量入市,柴油车尾气处理液市场迅速扩大,对生产和销售企业来说,开发大规模的槽车运输配合散装加注模式越来越重要。从欧美发达国家的市场情况看,从2005年发展至今,欧盟和北美地区的柴油车尾气处理液产业已经形成了以散装储运配合加注机销售为主,小包装产品为辅的营销模式,其中加注机加注量占40 %,大客户散装供应量占40 %(也是加注机加注模式),其他如小包装、集装箱桶等形式约占20 %。
柴油车尾气处理液散装储运在我国是一项新业务,需要投入专用运输槽车、建设二次配送中心、在加油站配套加注机等基础设施。同时,柴油车尾气处理液与汽柴油不同,它的质量要求主要体现在污染物杂质的质量分数上,钙、钠、镁等10种离子的质量分数均要求小于0.5 mg/kg,水不溶物的质量分数要求小于20 mg/kg,在散装储运输过程的装、运、卸等环节产品被污染的质量风险比较大。
1.3 各国标准对储运均有要求
目前,欧美等国家和地区的柴油车尾气处理液市场已进入平台期,形成了完备的销售体系,绝大部分产品以散装模式销售,小包装仅作为在偏远地区或高寒地区的补充。由于散装运输过程更易受污染,产品的储运专门制定了相应的规范。
欧洲执行的ISO22241-3标准中明确规定了柴油车尾气处理液在储运过程中应该注意的事项,包括可与之接触的材料,储运过程中的温度要求、转运和接收过程中的清洁度要求等。欧洲化学工业委员会(CEFIC)认为该标准中规定的柴油车尾气处理液质量保障措施并不足以解决如何保证产品从生产商到终端用户的储运过程中由于极端温度和污染物而造成的质量下降问题。所以该机构单独起草了一个质量指导文件《AUS32 Quality Assurance Guidance Document》,详细叙述了在生产、储存、运输过程中如何保证柴油车尾气处理液的质量。
北美地区销售的柴油车尾气处理液也执行ISO 22241系列标准。和欧洲情况类似,美国石油协会发布了与欧洲化学工业委员会相似的质量保证文件《Recommended Practices for the Storage and Dispensing of Diesel Exhaust Fluid(DEF)》。
在我国制定《GB 29518—2013柴油发动机氮氧化物还原剂尿素水溶液(AUS32)》国家标准时,国内市场刚启动,有关储运部分没有作为独立的标准。有关储运内容在《GB 29518的第3部分:处理、运输和储存》以及《第4部分:加注接口》中进行了规定。其具体规定与ISO22241-3:2008《Diesel engines—NOxreduction agent AUS32,Part 3: Handling, Transportation and storage》相似。
2 我国散装柴油车尾气处理液储运模式的探讨
由柴油车尾气处理液生产厂直接配送到加油站的加注机,在实际操作中难以实现,主要表现在:大吨位专用槽车(如30 t/车)运输距离长,导致运输费用成倍增加;加油站内的数质量手续交接复杂,不易实现等。较为合理的储运模式是:柴油车尾气处理液生产厂生产出合格的产品后,用专用槽车运输到省市石油公司的二次配送中心进行储存,再由二次配送中心进行二次物流配送到加油站或大客户的加注机中。这也与欧美国家的散装柴油车尾气处理液储运模式相同。
2.1 建立散装柴油车尾气处理液储运的难点
散装柴油车尾气处理液的储运首先是优化储运和改变销售模式。在确保产品质量的前提下,优化生产布局,逐步从小包装销售模式过渡到散装加注模式,降低产品成本,提高产品竞争力。
第二是要保障产品质量。由于柴油车尾气处理液是质量要求比较苛刻的大宗精细化工品,如何在储运环节全过程中防止污染,确保产品质量是一个急需解决的问题。
最后是建立适应实际需要、有可操作性的管理体系。柴油车尾气处理液从出厂到进入柴油车尿素箱,要经过一次运输和二次运输过程中的槽车、中间站、加注站,多次入库、出库,需要建立相应的数质量管理、生产管理等体系。
2.2 生产厂合理布局,从根本上降低成本
生产厂合理布局是实现最短运输路径的前提。影响生产基地布局的因素很多,最主要的是市场需求的分布和原料尿素的供应。
柴油车尾气处理液的销售与柴油销售密不可分,可通过柴油的销量分布间接测算柴油车尾气处理液的市场需求分布。2018年某公司在全国各地的柴油销量分布排位前10的省、区及所占比例如表2所示。
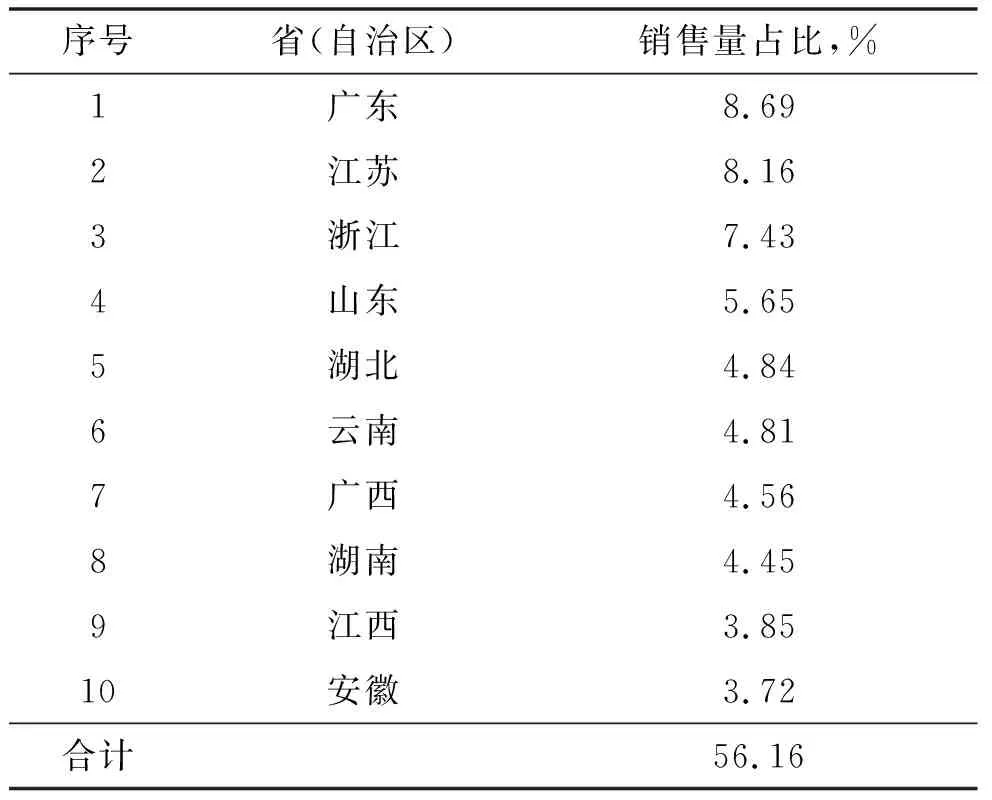
表2 某公司前10省(自治区)柴油消费分布
从表2可以看出,各省(自治区)销售量分布非常不均,前3位省的销量占比高达24.28 %,前10位销量占56.16 %。根据国内外市场调研,柴油车尾气处理液消耗量是柴油消耗量的5 %,可根据柴油销售量来规划生产厂的位置和产能,使产品尽量贴近市场需求,以节省运输费用。
原料尿素供应具有很强的地域性。从全国看,尿素资源丰富。2018年尿素产能6 954万t,产量5 200万t[6]。但地区分布不均,尿素产能主要集中在山东、山西、河南、内蒙古、新疆等省(自治区)区,如表3所示。2017年上述区域产量合计3 364万t,占全国总产量的60.72%。
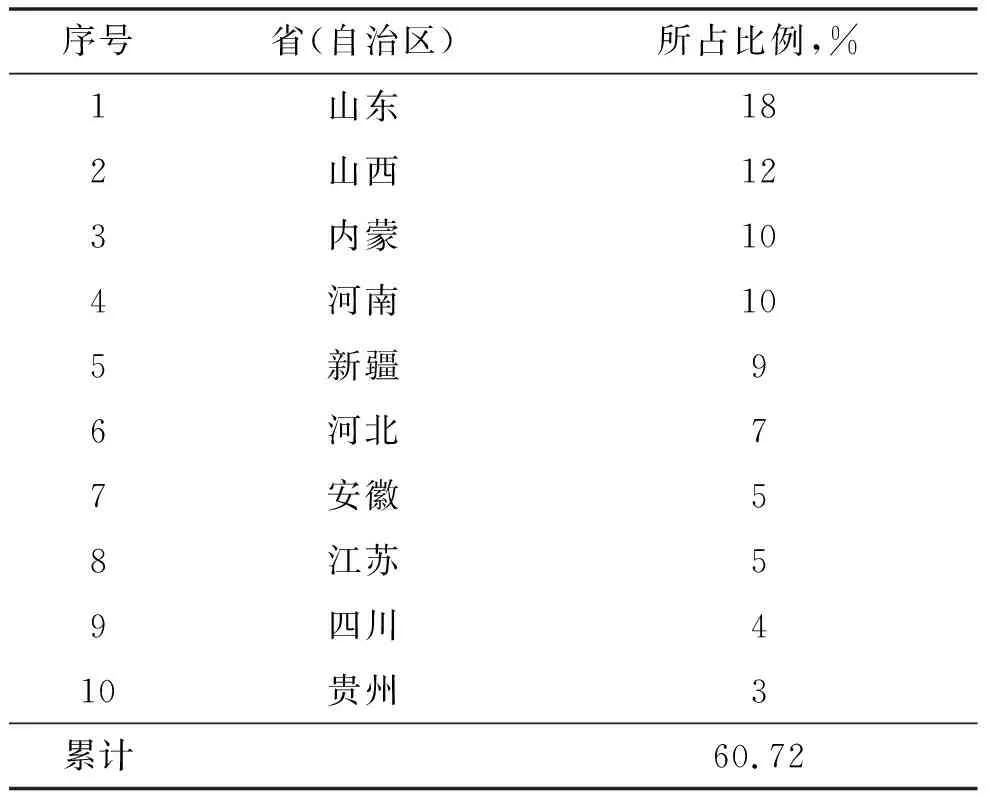
表3 我国前10省(自治区)的尿素产能
原料尿素厂与产品市场应尽量相邻,最好在需求市场的中心地带,选出高水平大型尿素生产企业以满足储运路径合理的要求。同时,还要考察备选厂的工艺和质量控制水平,避开存在三聚氰胺联产装置、低温甲醇洗合成气等工艺的企业,从源头杜绝质量风险。
2.3 建设二次配送示范中心,打通散装储运的关键环节
到2019年底,中国石化浙江石油分公司共建柴油车尾气处理液加注机260台,原来都是采用IBC包装形式进行配送,降本效果不明显。通过考察市场需求量和加注机地域分布,2019年6月,悦泰公司与浙江石油公司的温州投建了一个储量为80 t的二次配送中心,用以摸索散装柴油车尾气处理液储运技术细节。该中心为温州、台州、丽水三家公司的80余座加注站及大客户提供散装尾液,可以实现IBC桶和槽罐车两种运载工具配送,年配送量预计5 000 t。经测算,散装柴油车尾气处理液储运配合加注机销售模式,可以使产品成本降低1 024元/t,当地柴油车尾气处理液的销售量增长了43 %,加油站门店的零售量增长了29 %,大大提升了企业效益和产品竞争力。
2020年3月,浙江石油公司又在杭州城厢油库投产了第二个二次配送中心,承担另外180座加注站及周边大客户散装柴油车尾气处理液的供应,计划年销售1.4万t。2020年计划在金华和宁波继续建造两个二次配送中心,进一步降低产品成本。
2.4 落实严格的质量保证措施
按照GB 29518《柴油发动机氮氧化物还原剂 尿素水溶液(AUS32)》中的第3部分:《处理、运输和储存》,参考欧美国家制定的储运质量保证指引,对温州二次配送中心运行过程进行了质量跟踪实验。部分实验结果见表4,只要认真落实GB29518标准中的第3部分即可以完全保证柴油车尾气处理液的质量。
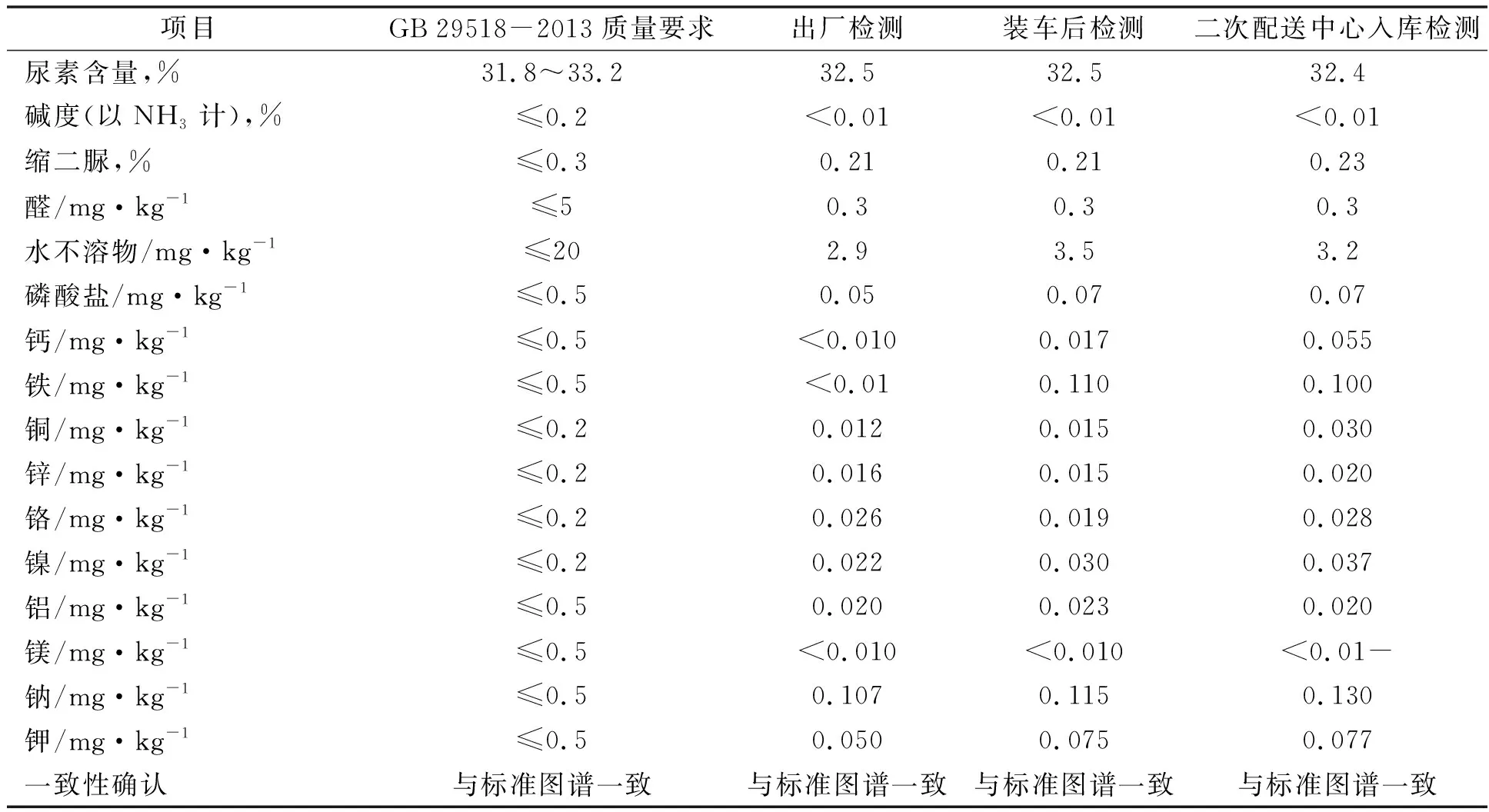
表4 某批次散装柴油车尾气处理液储运质量跟踪表
在实际建设方面,应注意以下几点:
(1)储罐、运输车辆罐体、管道等使用的材料要选择标准规定的材料,杜绝不合格材料接触柴油车尾气处理液。例如,储罐罐体采用的是HDPE材质,在使用前经过了50 ℃下的两星期浸泡实验,浸泡溶液的金属离子含量变化符合标准要求;不锈钢需要选用304以上级别等等。
(2)设备要专用,在使用前要进行彻底清洗。所有与柴油车尾气处理液直接接触的表面上都不能有其他物质,包括燃油、机油、润滑脂、洗涤剂、灰尘等。所有设备在使用前要用去离子水清洗,直至最后一遍清洗后的去离子水中的金属离子满足GB 29518-2013中1的金属离子含量要求。
(3)根据当地的最低气温,确定保温措施,使柴油车尾气处理液在储运过程中保持在-5 ℃至25 ℃之间。
2.5 建立具有可操作性的管理体系
在温州二次配送中心运营的半年时间里,还制定了《柴油车尾气处理液储罐及运输定期清洗规程》、《柴油车尾气处理液接卸规程》等文件。但由于运营时间短,有些方面需要根据运营时间的增长,积累更多数据,对管理体系进行适当修订。例如温州二次配送中心在运营的开始阶段损耗较大,第一次盘点损耗比例达到0.6 %,而生产厂损耗率仅为0.25 %,远超中国石化非油品中央仓规定的损耗(0.03 %)。这主要是由于目前二次配送中心运营时间只有6个月,对于储罐储液计量标准还不够精确,需要对柴油车尾气处理液自然蒸发量及温度变化导致的容量波动进行长期监测,积累数据才能制定适合该产品的数质量管理规程。
3 前景展望
根据中国内燃机工业协会车用尿素水溶液分会的统计,2019年我国柴油车尾气处理液销售量约250~280万t。参照国外每车消耗1.5~2t/年估算[7],2018年底全国重型柴油车保有量约685万辆,柴油车尾气处理液的市场规模可达1027~1370万t。随着我国更严格排放标准的实施,国Ⅲ及以下排放车辆陆续被淘汰,市场前景十分广阔。在目前国内石化产品产能过剩的形势下,难得有这样市场潜力的产品,推广这一涉及环保事业的新产品具有重要现实意义。
推动柴油车尾气处理液散装储运和加注机销售模式,是中国石化降低产品成本、提高市场竞争力、体现规模优势的必然选择,散装储运是承上启下的重要环节,关系到中国石化柴油车尾气处理液今后能否牢牢占据市场份额第一的关键因素。
