Q235薄平板TIG堆焊失稳变形演变研究
2021-01-03郭文举郭楠马喜强杨芳
郭文举 郭楠 马喜强 杨芳






摘要:针对Q235薄平板TIG焊接产生的失稳变形复杂且难以控制的问题,研究了薄平板失稳的判定方法,阐明了薄平板在整个焊接及冷却过程中的失稳变形状态,分析了薄平板焊接失稳演变机理。研究表明,Q235薄平板在TIG堆焊及冷却过程中,失稳变形状态由拱形逐渐向反马鞍形过渡;失稳变形由焊缝周边的压应力引起并且在焊接加热过程中发生;薄平板位移式的内应力加载方式使得失稳变形过程存在于两个变形拐点之间。
关键词:薄平板;焊接;失稳;变形;演变
中图分类号:TG404 文献标志码:A 文章编号:1001-2003(2021)12-0090-06
DOI:10.7512/j.issn.1001-2303.2021.12.18
0 前言
薄平板焊接结构件具有外观良好、设计灵活、生产成本较低等优点,在提倡轻量化、经济性、低碳环保的汽车、轮船、航空航天等制造业中发挥着举足轻重的作用。
焊接失稳是一种压内力和拉应力相互作用产生的现象,当焊缝纵向收缩产生的残余压缩应力大于临界应力,结构将发生失稳变形。相对于由外载荷引起的矩形薄板失稳,薄平板的焊接失稳变形在压应力分布、加载方式等方面存在明显的不同,这是因为引起焊接薄板发生失稳的不是外部施加的载荷,而是存在于薄板内部与拉应力自平衡的焊接残余压应力。焊接残余压应力在板内与拉应力平衡,在纵向呈现中间为拉应力,两边为压应力的分布规律,不同于受压薄板内部均为压应力的分布规律。
为探明薄平板在焊接工艺中产生失稳的原因,国内外众多学者从薄平板失稳机理、失稳形态、失稳影响因素等方面进行了研究。Milad[1]等针对焊接残余应力和初始挠度的具体特征,研究了考虑初始挠度和焊接残余应力的加筋铝板的弹性局部屈曲强度。Yi[2]等采用热弹塑性有限元法获得了板料热应力数据库,提出焊接引起的板料内部双向压应力经验公式,并有效阻止了焊接热屈曲的发生。Huang TD等[3]根据薄板外载荷失稳理论提出了焊接失稳变形在四边简支约束条件下的临界失稳压应力的表达式,焊接失稳变形与薄板的尺寸、材料、焊接工艺、焊接参数等有关。Wang[4-5]等采用固有应变法研究薄板失稳变形,研究表明,纵向固有收缩是板料焊接发生失稳变形的主要原因,初始撓度与固有弯曲缺陷促使了失稳变形的发生。
张景祺[6]等基于能量准则判定的薄板稳定理论建立了316L超薄板激光焊接头失稳变形的有限元模型,探讨了薄板临界失稳载荷与其尺寸的数值关系,研究表明,在较低热输入下,超薄金属板产生凹凸变形,在较高热输入下产生反向的凸凹变形。王珂岩[7]等采用XTDIC三维数字散斑系统研究了高强钢薄板T型接头焊接动态变形规律,实验结果表明,在T型接头高强钢薄板焊接过程中,翼板会发生严重的失稳变形,提高翼板的屈服强度可以避免失稳变形。周亮[8]考虑初始残余应力对焊接残余应力分布及其数值的影响,获得了焊接残余应力的分布规律和判断焊接过程中是否出现失稳变形的依据。郭敏[9]采用顺序耦合热弹塑性有限元法对船体典型加筋薄板结构进行了单边焊接数值模拟,研究表明,结构件焊接残余应力分布受焊接热输入影响较大,随着热输入的增加,面板内残余压应力量值也随之增大,超过了结构临界失稳载荷后引起屈曲变形。陈家权[10]采用以热弹性为基础的有限元数值模拟与薄板结构稳定理论相结合的方法,对薄板焊接屈曲变形进行了计算机数值模拟,并且分析了约束类型、单元尺寸、长宽比对薄板焊接屈曲载荷的影响,最后得出焊接薄板的屈曲失稳判据。王江超[11]等以焊缝的固有变形为依据,阐明了船用钢薄板对接焊失稳变形产生的内在机理,通过激光焊、瞬态热拉伸、随焊激冷和间断焊四种工艺来减小固有变形的数值,并控制薄板对接焊接头可能产生的失稳变形。
在焊缝处产生的残余压应力会引起薄板面外失稳变形,这种位移的加载形式与直接加载载荷相比更加稳定,是目前焊接结构件应用中的研究热点,对汽车、轮船等制造业有重要的指导意义。文中采用数值模拟方法研究焊接失稳演变机理,为薄壁构件焊接工艺优化提供理论指导。
1 薄板焊接失稳判定
1.1 特征值失稳判据
采用特征值法进行焊接薄板失稳分析时,结构的临界失稳载荷可以看成是由焊接冷却产生的收缩载荷,临界载荷定义为:
式中 λ为特征值;E为常温下的杨氏模量; α为线膨胀系数;Ap为焊缝塑性变形区面积;ΔT为单位温度。
焊接收缩载荷定义为:
式中 εp为塑性变形区应变。
若焊接收缩载荷Ff大于临界失稳载荷Fc时,薄板将发生失稳变形。因此,薄板焊接特征值失稳变形产生的判据为
1.2 薄板焊接失稳判定
薄板尺寸为300 mm×200 mm×3 mm,材料为Q235,焊接工艺为TIG焊,采用与基于热弹塑性有限元预测模型相同的计算特征值模型及约束,为了使失稳分析更接近真实焊接薄板的失稳情况,采用热失稳分析来研究焊接薄板的失稳问题。通过施加适当的温度场,不仅能得到与焊接残余应力场类似的应力分布情况,而且该方式实质上也是一种位移加载形式,得到的失稳形态更为接近真实的变形情况。由于焊缝区的冷却收缩是产生焊接失稳变形的主要原因,忽略其他因素的影响,在薄板发生塑性变形的焊缝区域节点上施加ΔT=-1 ℃的单位负温度载荷进行特征值失稳分析。
焊缝区施加单位温度的宽度是预测失稳变形的重要参数,采用基于热弹塑性有限元法获取薄板中性面的塑性区域,当焊接电流为150 A、电压为17.5 V、焊枪速度5 mm/s时,薄板中性面上的塑性变形区域的横向/纵向应变分布如图1所示,基于上述焊接参数的薄板塑性变形区域取30 mm×3 mm。
采用特征值有限元法计算薄板失稳特征值时,在ANSYS软件中求得的第一阶模态的特征值为-268 ℃,则临界载荷为56 kN,相对应的薄板失稳形态如图2所示。计算焊接收缩载荷时,取塑性区域内塑性应变的平均值,经式(2)计算,焊接收缩载荷为101 kN,其中, 取焊缝横截线上塑性變形区的平均塑性应变。焊缝冷却收缩力超过了临界失稳载荷,因此薄板模型发生失稳变形。
1.3 薄板焊接失稳分析
焊缝横截线上焊接时(55 s)与冷却后(420 s)的纵向应力分布如图3所示,可以看出,焊缝区均为拉应力,表明焊缝横截线在这两个时刻均处于冷却收缩阶段,而冷却后的纵向拉应力明显大于焊接时刻的拉应力,表明随着冷却时间的增大,纵向收缩也逐渐增加。焊缝区附近两侧的拉应力由加热时产生的拉应力逐渐向压应力过渡,而且压应力面积逐渐增大。焊接过程中(55 s)的最大压应力与冷却后(420 s)的压应力数值相当,表明如果冷却后薄板在最大压应力处产生失稳变形,那么在焊接过程中产生的最大压应力处也会发生失稳变形。
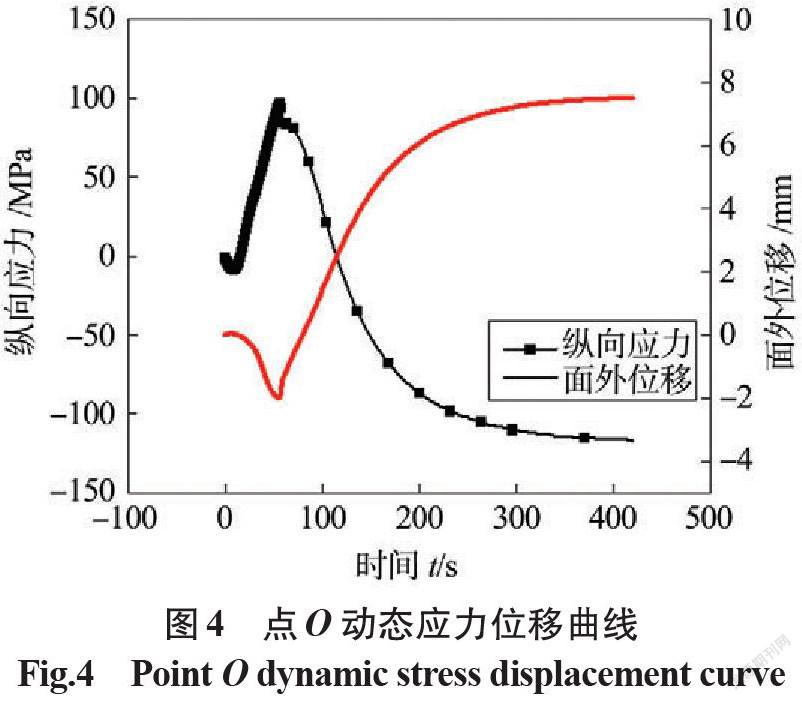
点O(见图2)的动态应力-位移曲线如图4所示,在焊接开始直至55 s时,点O的面外位移随着压应力的增大而增大,55 s后拉应力减小,面外位移向着反方向位移开始变形。100 s后点O进入压应力状态,面外位移继续增大并逐渐稳定。55 s时应力曲线和位移曲线均有一个阶跃,在55 s时应力曲线最大拉应力突然减小,位移曲线负向面外位移从最大值开始突然减小,结合55 s时焊缝横截线上的应力分布情况可得出,受焊缝附近两侧纵向压应力的影响,薄板在焊接过程中发生了失稳变形,随着冷却时间的增长,焊缝收缩量增大,点O的变形量也增大,直至最终呈反马鞍形。
2 薄板失稳变形演变规律
2.1 面外失稳变形机理
特征值有限元法只能判定薄平板在焊接工艺下是否发生失稳,而无法预测焊接及冷却过程中的失稳状态,故采用XJTUDIC检测系统对薄平板进行焊接及冷却过程的全场检测。该系统基于数字图像相关技术,具有光路简单,操作简便快捷,并且能够全场跟踪测量大幅面的变形等特点,为焊接变形检测提供了新手段。
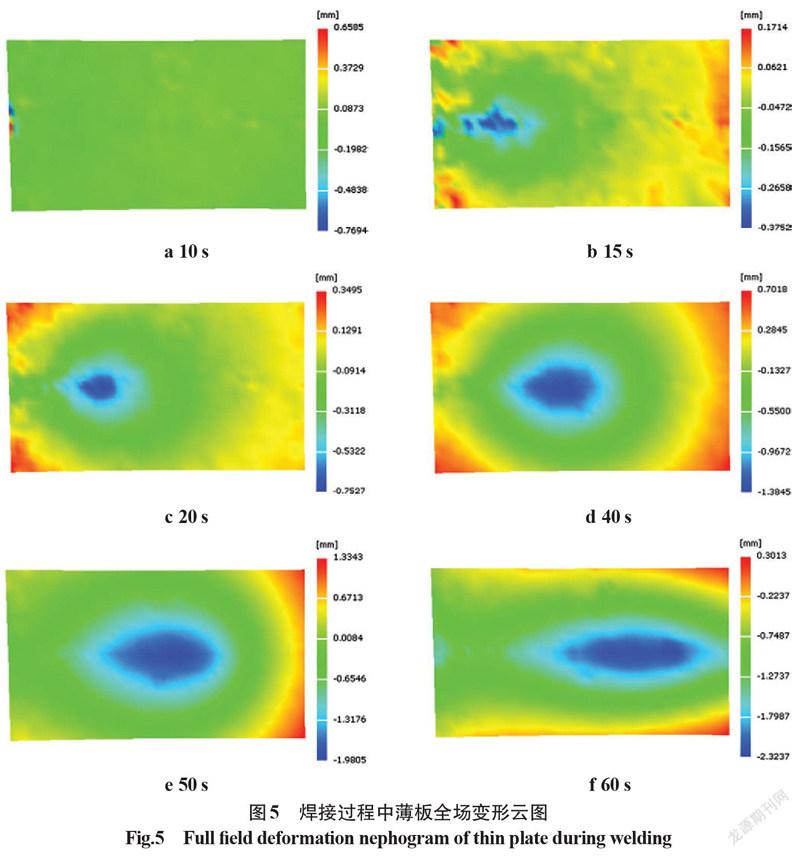
焊接过程中的薄板面外全场变形演变云图如图5所示。可以看出,焊接前10 s内热源对薄板整体面外变形影响较小,仅影响焊接区域;焊接至15 s时,薄板发生整体变形,由于薄板焊缝金属在焊接高温下抵抗变形能力较低,且薄板厚度较薄,氩气气流对焊接区域的压力及金属自身重力使薄板呈现下凹趋势,同时薄板四周金属因无外约束而稍稍上翘;20 s时最大下凹处随着热源的移动而改变位置,热源经过区域已开始冷却,材料抵抗变形的能力增大,另外,热源已经过焊缝的两侧压应力增大,压应力作用点出现偏距产生了弯矩,而且薄板左边界无外约束,因此薄板左端出现正向位移并且数值大于右端正向位移。40 s时薄板最低点并没随焊枪移动而改变,这是因为此时已经通过了焊缝中心位置,焊缝附近拉应力作用于薄板中心位置时弯矩最大,使得在焊缝中心处产生的面外位移最大,氩气产生的负向位移可忽略不计。50 s时薄板右端相对左端温度较高而抵抗变形能力较低,同时左端在空气中冷却收缩逐渐恢复材料强度,因此右端正向位移较大。
60 s时薄板面外形状发生了明显的变化,最大正向位移在薄板焊缝两端边界处,这是因为整个薄板开始进入冷却阶段,焊缝附近拉应力范围逐渐减小而压应力范围增大,越靠近左边界,冷却时间越长,因此右端位移大于左端位移变形量。负向变形从中间位置逐渐向两端移动,表明焊接收缩开始影响最低点的位置,因为无焊接热源的影响,焊缝区的收缩量完全克服了热膨胀时产生的拉伸量,金属抗变形能力增大,使薄板纵向变形开始发生反向变形。薄板焊缝收缩时间从左端向右端逐渐增大,焊缝区金属抵抗变形的能力也从左往右逐渐增大,因此焊接变形最低点向右移动。
冷却过程薄板全场变形演变如图6所示。由图可知,焊接至70 s时,薄板已在室温中冷却了10 s,薄板最低点继续向两端移动纵向呈下凹变形,这是因为焊缝收缩引起的纵向压应力逐渐增大,而边界处由于受周围金属约束力较小而产生相对较大的变形。随着冷却时间的增加,焊缝收缩力逐渐增大,薄板两端下凹变形继续增大直到全场温度趋于平均,使薄板左右部分变形以焊缝横截线对称。
焊缝及附近金属在焊接加热和冷却过程中产生了不协调的塑性应变,在焊接过程中,焊缝区发生塑性变形,焊缝两侧产生纵向压应力,薄板纵向和横向均呈下凹失稳变形,在冷却收缩作用下,薄板纵向方向变形呈上凸变形,为了协调薄板系统平衡,薄板横向仍为下凹变形,随着冷却收缩产生的压缩塑性变形的增大,失稳变形量也随之增大。因此焊接失稳变形是由冷却收缩产生的纵向压应力所产生的,而纵向压应力是由焊缝区不协调的纵向收缩和横向收缩引起的,因此最终失稳变形呈反马鞍形。
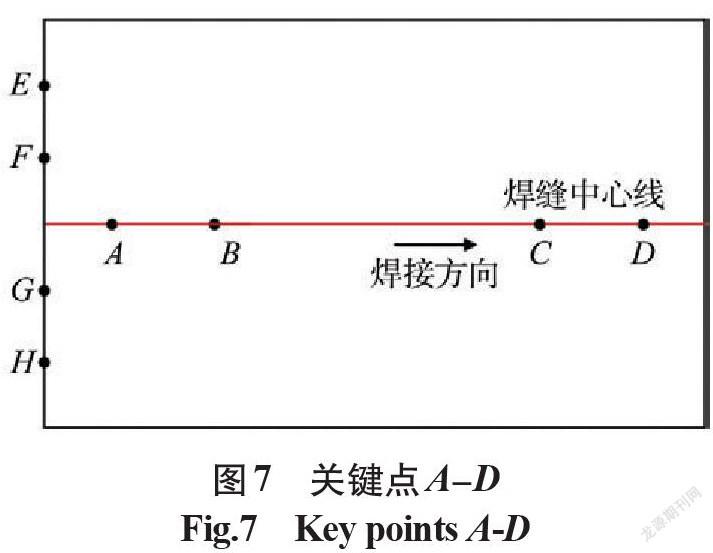
2.2 关键点动态变形
焊缝处关键点A-D(见图7)的Z向变形动态位移曲线如图8所示。在整个焊接和冷却过程中,Z向最大变形位移可达5 mm。在50~100 s,焊缝处靠近中心位置的点B和点C出现一个平台,表明这两个关键点在此阶段处于压应力转拉应力的过渡阶段,焊缝两端由于受周围金属约束力较小,变形量较大,焊缝中间部分金属由于冷却已具有一定强度,过渡阶段的压应力较小不足以使之变形。100 s之后,随着收缩力的增大,焊缝两端金属继续向负向位移变形,焊缝中部金属点B和点C由于抵抗变形能力增大而向反向变形,同时纵向收缩力的增大使变形位移增大,因此,位移发生反方向变形后回到初始位移,200 s后趋于稳定逐渐回复到初始状态。
关键点A和点D在50 s后迅速向负向位移变形直至100 s,之后面外变形曲线趋势较缓并逐渐稳定,此变形趋势表明关键点A和D在50~100 s阶段是失稳的变形形态过渡阶段,100 s之后是失稳变形的稳定阶段。由于焊缝靠近边界处金属受到的约束力较小,关键点A和D的面外位移变形量明显大于焊缝中部的关键点B和C。
左边缘处的关键点E-H的各向位移动态曲线如图9所示。冷却后左边缘4个关键点在Z向最大变形量超过4 mm,关键点均经历了在焊接加热过程中向Z向正向的微小变形,随着冷却的开始,左边缘关键点位移迅速向负向增大,100 s之后关键点变形立刻趋于平衡状态,且越靠近焊缝,变形量越大。此变形曲线也出现了50 s和100 s两个拐点,表明薄板在此阶段发生了失稳变形形态过渡,100 s之后关键点变形曲线趋于稳定,表明随着冷却时间的增长失稳变形也趋于稳定。因此,失稳变形产生的横向角变形和纵向抛物线弯曲变形在冷却一段时间后变形速率迅速稳定至反马鞍形态。
3 结论
文中采用基于特征值的有限元法对Q235薄平板失稳变形进行了预测,采用基于数字图像相关技术的非接触检测法对薄平板失稳变形演变机理进行了分析,获得了以下结论:
(1)特征值有限元法可以快速有效地预测判定薄平板焊接失稳的发生。
(2)全场实时非接触变形检测可以对薄平板變形的整个过程进行检测,并且可以跟踪变形特征点。
(3)在文中焊接参数下,薄平板在焊接加热过程中呈拱形状态,随着冷却时间增大而呈马鞍形状态。
(4)在文中焊接参数下,薄平板在焊接过程中产生了不协调的内应力而发生失稳变形,位移式的加载方式使得失稳变形存在于两个拐点之间。
参考文献:
Milad Mohammadi,Mohammad Reza Khedmati,Ehsan Bahmyari. Elastic local buckling strength analysis of stiffened aluminium plates with an emphasis on the initial deflections and welding residual stresses[J].Ships and Offshore Structures Volume,2019,14(2):125-140.
Yi Myung Su,Hyun Chung Min,Paik Jeom Kee. An empirical formulation for predicting welding-induced biaxial compressive residual stresses on steel stiffened plate structures and its application to thermal plate buckling prevention[J],Ships and Offshore Structures,2019,14(1):18-33.
Huang T D,Dong P,Decan L A,et al. Residual stresses and distortionsin lightweight ship panel structures[J]. Technology Review Journal,2003,11(1):1-26.
Wang J,Rashed S,Murakawa H. Mechanism investigation of welding inducedbuckling using inherent deformation method[J]. Thin-Walled Structures,2014(80):103-119.
Wang J,Ma N,Murakawa H. An efficient FE computation for predicting weldinginduced buckling in production of ship panel structure[J]. Marine Structures,2015(41):20-52.
张景祺,林健,雷永平,等. 316L超薄板激光焊接的失稳变形规律,材料工程,2020,48(12):126-134.
王轲岩,杨洪期,殷咸青,等. 高强钢薄板T型接头焊接热屈曲变形的动态测试研究[J].热加工工艺,2021(3):29-32.
周亮.考虑初始残余应力的薄板焊接屈曲变形分析[D].重庆:重庆大学, 2018.
郭敏.加筋薄板单边焊接屈曲变形及其影响因素研究[D].上海:上海交通大学,2017.
陈家权,肖顺湖,尹秉升. 薄板焊接特征屈曲的数值分析[J].焊接学报,2006,135(3):13-15.
王江超,牛业兴,易斌,等.基于固有变形的船用钢薄板对接焊失稳变形的数值分析[J].船舶工程,2018(12):47-52.
