步进式圆坯上料台架研发
2020-12-23金枝
金枝
(北京京诚凤凰工业炉工程技术有限公司 北京 100176)
1 前言
根据某工程需要,拟建一条钢管调质生产线。该生产线上需要设计一台上料台架。该上料台架是此调质生产线的起始设备,其作用一是存放圆坯,二是把圆坯一根根准确、有序地送到装料辊道上,以便输送入工业炉内。该生产线的主要特点是:实现钢管的调质处理,投资小,占地面积小,要求设备紧凑实用。
现有技术中广泛使用的有:曲轴传动步进式上料台架、链式传动式上料台架、液压驱动步进式上料台架。
1)曲轴传动步进式上料台架[1],由定梁、动梁和驱动装置组成。定梁接受吊运来的钢坯,动梁由驱动装置驱动两根曲轴,托起动梁使钢坯沿圆弧轨迹上升前进下落。由于曲轴的存在,步距不能太大,且步距无法调节,不能满足各种不同规格的钢坯灵活调度的上、下线要求;而且还需要配置装取料装置,才能将钢坯从上料台架送到辊道上或将辊道上的钢坯取回到台架上,由于这种台架需要单独配置装取料装置,设备数量多,占地多,结构不紧凑,投资大,维护不便。
2)链式传动式上料台架[2],通过电力驱动滚子链,拨爪固定在链条上,通过链传动带动拨爪来推动钢坯在台面上运动,因每条链条上一般只安装一个拨爪,一次每个循环只能输送一根钢坯,运行过程中钢坯在固定台面上滑动,钢坯磨损较大,对热坯尤其不利,且钢坯在上料台架末端靠近辊道位置无法准确定位,也无法实现将辊道上钢坯返回到台架上。
3)液压驱动步进式上料台架[1][3][4],目前应用广泛,采用两组液压缸驱动动梁台架做步进运动,钢坯通过步进运动移动到台架上距离辊道最近的位置,滑落到辊道上,此结构对辊道形成一定的冲击,噪音大,对钢坯和辊道表面都有损伤,并且台架靠近辊道一端需要配置挡料装置,同样无法实现辊道上的坯料返回到台架上。常用的液压驱动步进式上料台架也有采用单独配置装取料装置形式的。
新开发的上料台架需要克服上述缺陷,解决圆坯上线生产,克服生产线连续生产需要的设备种类多、占地大、结构不紧凑、投资高和维护负担重等问题。
2 设计与开发
2.1 工艺参数及流程
钢管调质生产方式:调质集中生产,连续式作业方式。
调质工件规格:外径φ150-φ430,壁厚10-40,长度6000-15000;典型工件尺寸:外径φ400mm,壁厚20mm,长度15000mm;典型工件生产节奏5支/小时(或12min/件)。
上料台架用于接受吊车吊运来的圆坯,通过步进运动,将圆坯一根根准确、有序地送到装料辊道上,以便输送入炉内。步距为:前进、后退560mm,上升、下降220mm。
2.2 总体结构设计
步进式圆坯上料台架布置在装料辊道非传动端一侧,结构型式是:全液压驱动,拉杆托臂式;共有四根动梁装配和四根定梁装配,每根动梁装配和附近的一根定梁装配布置在相同的两台装料辊道的中间。上料台架总布置图如图1,图中装料辊道是生产线上的配套设备。
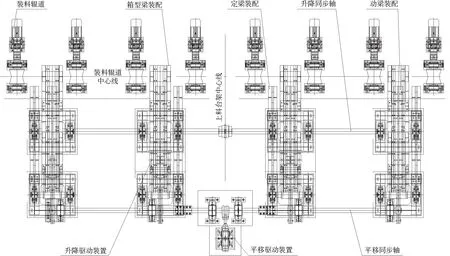
图1 上料台架总布置图
步进式圆坯上料台架结构图,如图2所示,主要由:定梁装配、动梁装配、箱型梁装配、平移驱动装置、升降驱动装置和平移、升降行程控制装置等组成。
在上料台架的前端设有平移驱动装置,底部设有升降驱动装置,上部设有定梁和动梁;定梁和动梁为设有弧形槽的结构,定梁的下方通过下部支座固定在基础上,动梁的下方设有箱型梁装配,箱型梁装配和其下方的升降驱动装置连接。上料台架通过平移和升降驱动装置驱动动梁,从而实现了动梁的步进运动,当步进炉需要圆坯时,将上料台架上存放的圆坯,托放到装料辊道上。
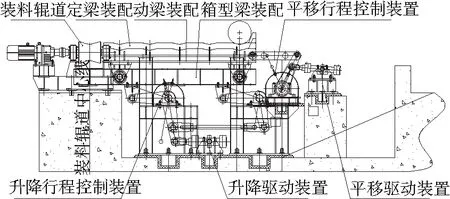
图2 上料台架结构图
2.3 传动计算
对上料台架的核心内容:升降和平移驱动装置的驱动力及液压缸选型的计算做详细介绍。
1)技术参数
上料台架上圆坯的最大重量:20000kg;
动梁装配自身的重量(包含滚轮装配):2700kg;
箱型梁装配自身的重量:6200kg;
根据经验,升降液压缸设计两个,平移液压缸设计一个。
2)驱动力的计算
拉杆托臂式步进机构如图3所示,其中驱动托臂各段臂长r1、r2,各臂对水平面和垂直面的夹角α、γ等按结构情况及工作经验选定。
同步轴1处的总扭矩为:
∑M=M1+M2+M3(kN·m)
(1)
式中:M1—动梁装配及箱型梁装配与上料台架上的圆坯等重量作用在同步轴上形成的扭矩,kN·m;
M2—同步轴1处摩擦力产生的扭矩,kN·m;
M3—滚轮运行阻力产生的扭矩,kN·m。
当略去各托臂的重量时,则
M1=(Q+Gb+Gt)r1cosα(kN·m)
(2)
(3)
(4)
式中:Q—上料台架上圆坯的重力,kN;
Gb—动梁装配自身重力,kN;
Gt—箱型梁装配及其上附件等自身重力,kN;
μ—轴承处摩擦因数:滑动轴承取μ=0.10;滚动轴承取μ=0.01;
β—附加阻力系数:辊子用滑动轴承时β=1.2~1.5;用滚动轴承时β=2.0~2.5;本项目取β=2.5;
d—同步轴的平均直径,m;
l—驱动托臂上支点到滚轮和轨道板接触面的距离,m;
D’、d’—滚轮的外径和轴径,m;
r1—驱动托臂上臂长,m;
f—滚轮的滚动摩擦系数,m,取f=0.0005m。
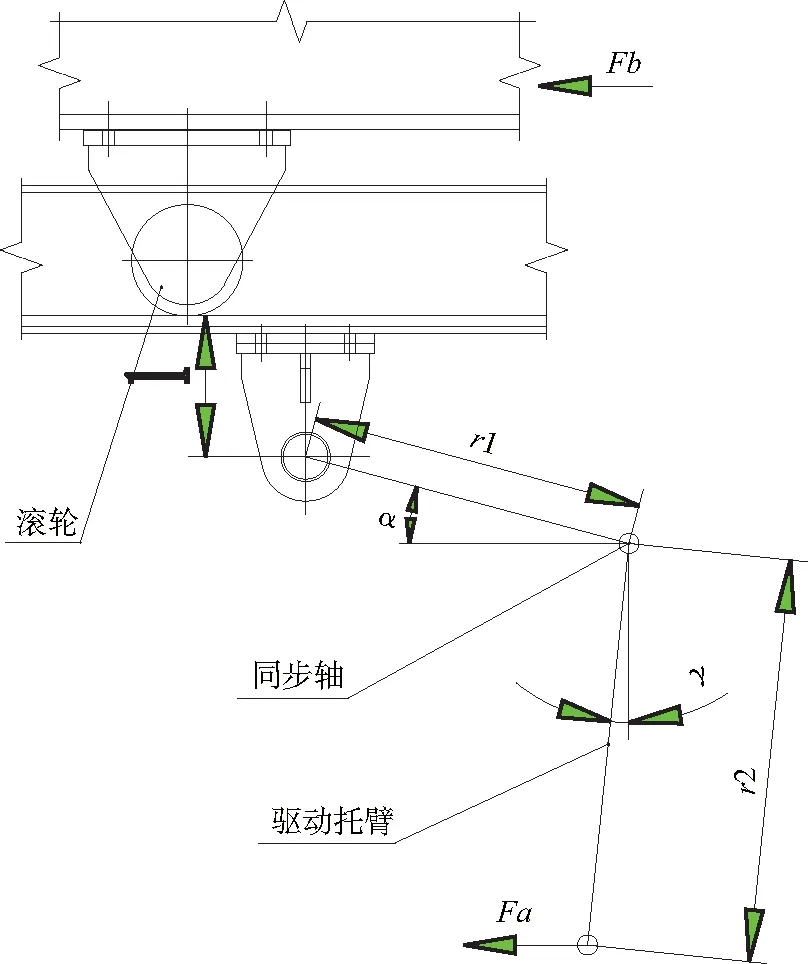
图3 拉杆托臂式步进机构
使动梁上升所需的力Fa为:
Fa=∑M/(ηr2cosγ)(kN)
(5)
式中:η—考虑各杆铰接处的摩擦损失后提升机构的效率,取η=0.8~0.9,本项目取η=0.85;
r2—驱动托臂下臂长,m。
使动梁水平移动所需的力Fb为[5]:
(6)
拉杆托臂机构的托臂上,各点轨迹都是弧形,运行中变量α、γ值是变化的,因此函数ΣM也是变化的,根据机构本身的限制,α、γ有一定的取值范围,通过计算得出ΣM的最大值,然后据此计算出动梁上升所需力Fa=301.06(kN)。
3)升降液压缸选型

动梁上升时,液压缸无活塞杆端为工作油腔,所以
(7)
式中:D—液压缸缸体内径,mm;
P—液压系统压力,MPa,本项目系统工作压力为12MPa;
η0—液压缸的机械效率,指密封部位的机械损失,一般为0.85~0.95,本项目取0.9。
综上所述,D=133.21(mm)。
根据计算选用液压缸φ140/φ100满足要求。
4)平移液压缸选型
根据上述公式(6),使动梁水平移动所需的力Fb=22.25(kN)。
平移液压缸正常工作是无活塞杆端为工作油腔,考虑到逆循环时平移液压缸是有活塞杆端为工作油腔,所以
(7)
式中:d—液压缸活塞杆直径,mm。
一般活塞杆直径为d=(0.03~0.07)D,根据初算值及经验初步选用液压缸φ100/φ70,然后校核如下:
所以,选用的平移液压缸Φ100/Φ70满足要求。
2.4 创新结构设计
结合该工程建设生产线的特点,及对现有技术的分析,设计开发的步进式圆坯上料台架,其创新结构介绍如下。
2.4.1 定梁装配结构的设计及布置
上料台架断面图见图4,上料台架的定梁装配结构包括:定梁、下部支座和轴承座等。定梁共用四根,每根都布置在动梁附近,以上料台架中心线对称布置,定梁由厚钢板和筋板焊接而成,上表面有弧形槽,弧形槽的大小由圆坯直径决定,弧形槽的间距等于上料台架平移步距,定梁通过螺栓装配在下部支座上。下部支座是由H型钢焊接而成,一共有8个,每两个支撑一根定梁,下部支座采用预埋地脚螺栓安装在土建基础上。另外,在每个下部支座上还装配有两个支承升降同步轴的轴承座。
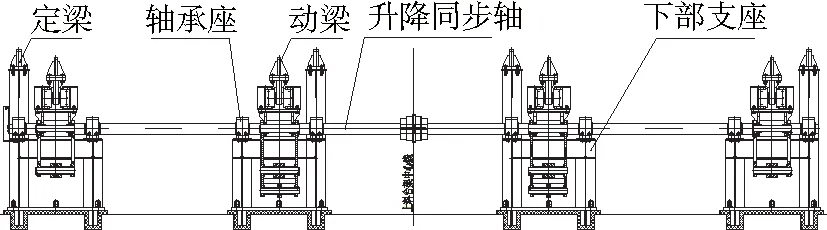
图4 上料台架断面图
此定梁装配结构设计合理,结构牢固,实现了圆坯在定梁上的定位,并保证了升降同步轴的转动顺畅平稳。
2.4.2 动梁装配结构的设计及布置
上料台架的动梁装配共设有四根,以上料台架中心线对称布置,并且每根动梁装配和其附近的一根定梁装配一起布置在相同两台装料辊道的中间。每根动梁装配都包括动梁和滚轮装配,动梁装配的结构见图5。
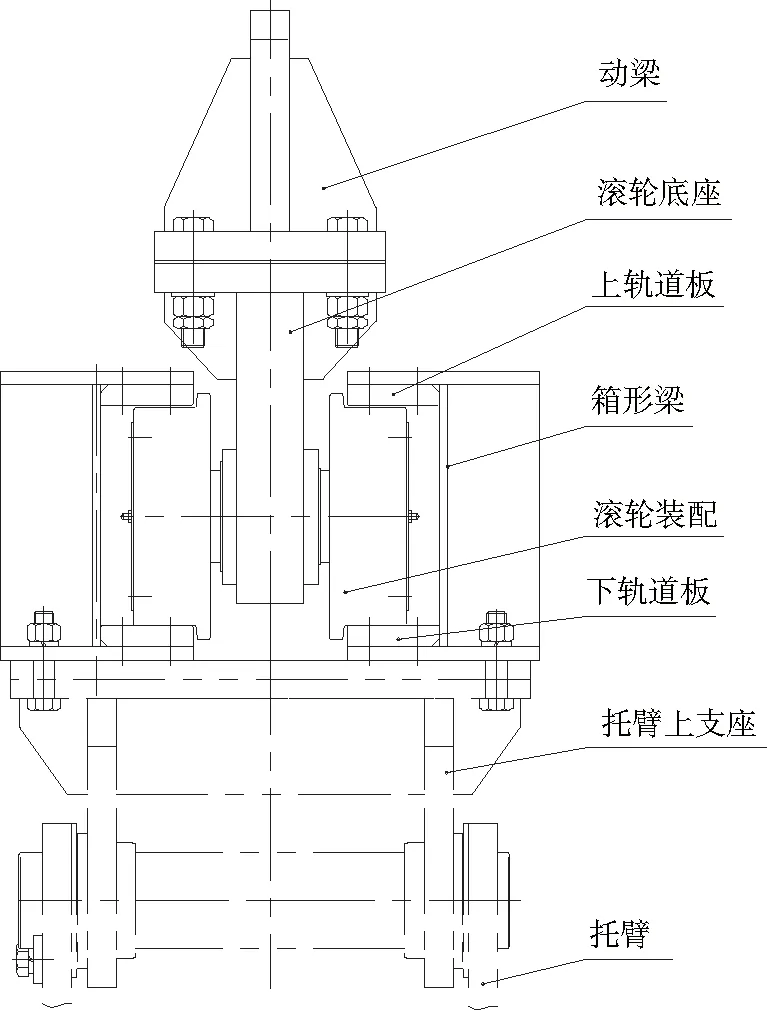
图5 动梁装配及箱型梁装配的结构图
动梁由厚钢板和筋板焊接而成,上表面的弧形槽大小及间距与定梁上弧形槽大小及间距相同,动梁在后下位时其最前端弧形槽与装料辊道中心线间距为一个步距,每根动梁下方装有两组滚轮装配,每组滚轮装配有两个带导向边的滚轮。
此动梁装配结构及布置设计合理,无需单独配置装取料装置和挡料装置,能很好的实现动梁的步进运动,保证圆坯准确的输送到装料辊道上,克服了上料台架的跑偏现象。
2.4.3 箱型梁装配
箱型梁装配是实现动梁矩形步进运动的关键部件,如图5所示,箱型梁装配主要由箱型梁和上、下轨道板组成。箱型梁由钢板焊接而成,内侧装有上、下轨道板,和动梁装配在一起的滚轮装配在箱型梁的箱体内沿轨道板滚动,实现动梁的平移运动。箱型梁的下方设有托臂上支座,用于安装驱动托臂和摆动托臂,升降液压缸驱动托臂时,同时带动箱型梁做升降运动。
设计时考虑到箱型梁较长,所以把轨道板做成分段形式,易于制造、安装和更换。此箱型梁结构解决了利用双层框架时的制造、加工及运输问题。
2.5 行程控制装置
行程控制装置包括升降行程和平移行程装置。两个都是靠装在同步轴端部的接近开关装置检测。结构简单,检测稳定可靠,经济合理。
3 设计的特点及性能分析
1)此上料台架无需单独配置装取料装置和挡料装置,设备少,结构简单,紧凑,占地面积小,满足了本项目场地紧张,投资小的要求。
2)此上料台架通过步进运动运送圆坯,最后将其托放到装料辊道上,且采用的液压驱动,实现了“轻拿轻放”,克服了常用上料台架对钢坯表面磨损大和上料时钢坯对辊道有冲击的缺点,圆坯及装料辊道表面质量得到了保证,并克服了有些上料台架对钢坯定位不准及不适用热坯的缺点。
3)具有足够强度的定梁和动梁每根都是单独布置,简单合理,造价低,并且解决了现有上料台架利用整体框架,加工制造及运输不方便的问题。
4)有返料需求时,此上料台架可以实现辊道上的坯料返回到台架上。
5)滚轮设计导向边,防止跑偏,运动平稳可靠,噪音极小。
4 注意事项
1)上料台架安装时应注意动梁应处于后下位,动梁最前端弧形槽与装料辊道中心线间距为一个步距,即当圆坯到达上料台架最前端,装料辊道允许上料时,上料台架再前进一个步距就能将圆坯输送到装料辊道上。而且动梁处于低位,动梁的上表面低于定梁,动梁不承担上料时的冲击。
2)动梁和定梁上表面的弧形槽大小和间距相同,吊车摆放圆坯时应将圆坯放在定梁的同一相位弧形槽中,与上料台架的中心线垂直,以保证圆坯上到装料辊道上不跑偏。
3)当上料台架上热坯时,定梁上的弧形槽和动梁上的弧形槽要设计成错位布置,距离50~80mm,这样圆坯在从定梁上托起和放回到定梁上时产生同一方向的滚动,每移动一个步距产生两次滚动,起到均匀冷却圆坯的作用。
5 结论
根据某公司调质生产线的需要设计开发的步进式圆坯上料台架,克服了现有技术的缺点,工作性能稳定,整体结构简单、布置紧凑,经济合理;设备采用干油集中润滑,维护量小。该设备已投产运行,工作平稳、可靠,使用效果良好,满足了工艺要求,有力保证了生产的正常运行,得到了工程方的认可。生产实践证明此设计是合理的,对相同及相似设备的设计制造有一定的借鉴意义。
