线下轧辊自动磨槽装置的设计研究
2020-12-08陈辉
陈辉
【摘 要】本次所研究的自动化轧辊磨槽系统主要是将线上的轧辊磨槽工作转移至线下进行操作,采用这种方式有助于降低该系统的线上误机时间,同时可以减少线上的废钢问题以及相关的人员安全隐患。
【关键词】轧辊;磨槽系统;废钢
1.研究背景
当前在现有技术当中,在进行螺纹钢轧制时,日常最为常见的操作是短应力轧辊换辊,同时在每次换辊之后都需要采用电焊的方式进行磨槽,这是由于此类方式可以有效防止螺纹钢后槽面部位的粗糙程度不足所导致的打滑废钢,尤其是对于粗中轧平辊而言,在每次换辊之后都必须保证线上电焊磨槽的时间为10~15min,根据相关统计采用这种常见磨槽方式平均每月都会有一次到两次由于磨槽不到位的原因导致最终打滑废钢的情况。采用线上电焊拉磨槽的方式势必会产生误机的情况,同时由于粗中轧废钢也会使得人员劳动强度增大,这在一定程度上也会导致安全隐患。
在目前所采用的技术当中,由于在线轧辊的装配零件相对较多,因此在很大程度上会导致磨槽人员的站位有所限制,由此会产生较大安全隐患,由于该方式在线操作的方式相对较长,因此误机的时间也会增加,这在一定程度上违背了降本增效的设计理念,该方式由于在线磨槽的效果较差,因此在该过程中势必会存在粗中轧废钢的隐患。
2.新型轧辊磨槽系统设计方案
2.1新型轧辊磨槽系统结构设计
本次研究所设计的轧辊线下磨槽系统可以有效解决轧辊在线电焊磨槽的停机操作,同时对于操作过程中的安全隐患问题可以有效处理。
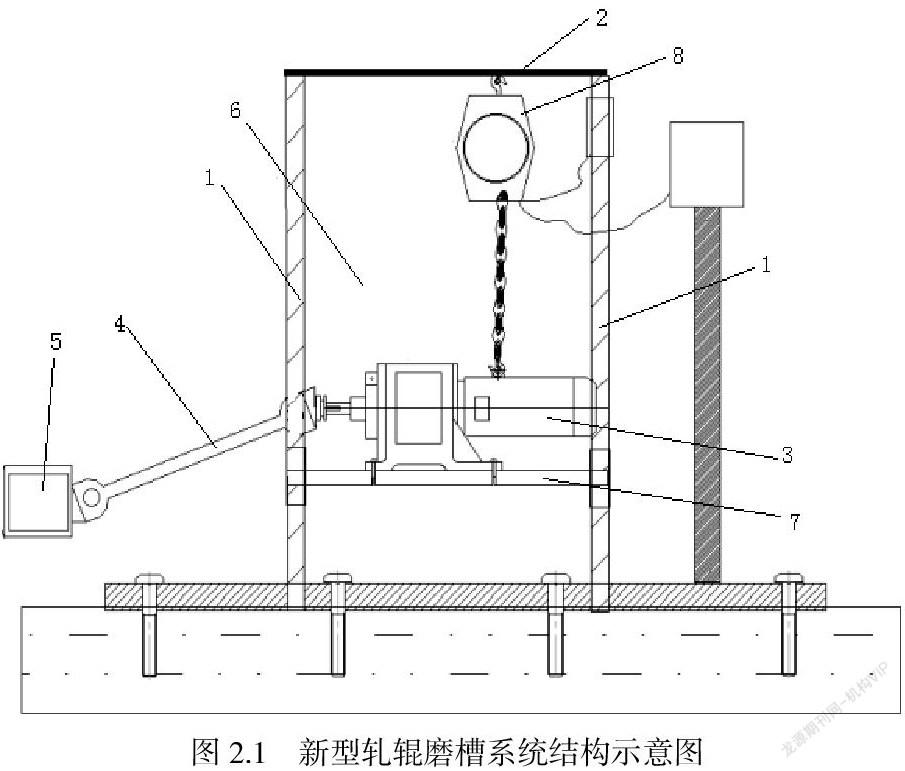
本次新型轧辊磨槽系统所采用的技术方案如下所示:
上图中该系统各部位的名称分别为:
1——系统支撑杆
2——支撑横梁
3——减速电机
4——1500十字万向接头
5——固定套
6——容纳空间
7——移动板
8——380环链式电葫芦
其中该新型磨槽系统当中的支撑杆为两个,支撑杆的设置方式为竖向设置,下部在底面上进行固定,内部横梁采用水平设置的方式,两端与支撑杆上部进行连接,共同组成容纳空间,其中容纳有减速电机。减速电机输出端与万向接头一端相连,万向接头可以在减速电机的带动作用下完成转动工作,而万向接头的另一端应与固定套相连,固定套主要是在轧辊的其中一端完成套入工作,同时对轧辊进行固定,采用这种方式有利于促使轧辊在万向接头的带动下工作,最终完成对轧辊的开槽处理。
2.2新型轧辊磨槽系统工作方式
该系统在进行使用时在轧辊的扁头套一侧套上头套,通过正转或反转的方式转动转速电机,进而实现轧辊的转动,最终完成线下磨槽工作,由于其包含有上下两套轧辊,因此在进行使用时为了调整减速电机的高度,需要对环链式电葫芦的高低进行调节。
上图2.1中的移动板可以采用水平向设置,在水平向移动板上可以完成减速电机的设置工作,通过在移动板下面放置支撐或者起吊移动板的方式可以使得移动板完成上下移动的工作,进而实现对减速电机高度的调节。
本次研究系统中的电葫芦位于容纳空间当中,电葫芦的顶部位置悬挂于支撑横梁下部,其中减速电机应位于容纳空间当中,同时位于电葫芦下方,移动板与电葫芦钢丝绳之间采用固定连接方式,移动板高度的提升主要是通过电葫芦的作用,进而实现减速电机的升降工作。
3.新型轧辊磨槽系统优势
在使用新型轧辊磨槽系统前,在换辊之后需要调整机箱旁的操作按钮,通过正反两种减速机转动方式实现轧辊的转动,同时在进行轧辊转动时应有至少两人采用焊丝或者包丝完成线上的磨槽,一般采用这种传统方式进行槽面的拉焊需要花费5到10分钟,大辊径所需的时间相对更长,约为10到15分钟,传统方式会导致线上作业占用大量的停机时间,更为严重的会导致其具有较低的作业率。
在当前技术当中,由于所采用的新型轧辊线下磨槽系统可以取消生产线上的磨槽工作,进一步提高换辊的速度,因此可以极大减小误机时间,平均每天减少20min左右。每年可以节约的误机器时间约在120h,该技术为了有效降低粗中轧废钢的隐患,可以通过适当提高槽面粗糙度的方式得以实现,为了尽量避免在操作过程中发生安全隐患,可以将在线操作转移到线下进行。为了减少占用过多的停机时间,进一步实现生产效率的提升,因此可以提高换辊速度,而为了尽可能的避免出现废钢隐患,应该确保线下具有较高的磨槽时间,同时保证槽面具有较高的粗糙度。
本次研究的重点在于线上磨槽工作整体转移至线下,同时根据对轧辊高低的调整实现对减速电机高度的调整,在安装完成后轧辊会在减速电机的带动下完成整体转动,最终实现线下磨槽工作。
参考文献:
[1]黎文娟,倪高明,王强,蒋双双,刘鹏程.整体硬质合金螺旋立铣刀磨槽工艺优化[J].工具技术,2018,52(07):98-101.
[2]郑逢美,路玮琳.高精度等分轮体的磨槽工艺改进[J].制造技术与机床,2018(01):116-118.
[3]陈远伟.数控麻花钻磨槽机的设计[J].机械研究与应用,2007(05):82-83.
[4]吴传蜀,张帆.消失模铸造高铬铸铁耐磨槽的工艺[J].现代铸铁,2003(01):20-22.
[5]沈惠群.SRM08丝锥自动磨槽机自动进给机构[J].装备机械,1988(03):46-50.
[6]磨槽牵伸胶辊的研究和应用[J].纺织器材,1987(06):18-20+4.