电镀立方氮化硼砂轮技术专利分析
2020-11-18陈亚娟刘然陈晓宇
陈亚娟 刘然 陈晓宇
摘要:电镀立方氮化硼(CBN)砂轮因具有磨削比高、能耗低、制作成本低等优点,已被广泛应用于航空航天、汽车、半导体等行业。本文从专利分析角度,通过检索统计分析了国内外电镀立方氮化硼砂轮技术的专利申请情况,梳理了其技术发展脉络,同时,对该技术领域的核心专利、申请地域、主要申请人进行了分析。
关键词:电镀;CBN;砂轮;磨具;专利
中图分类号:G306文献标识码:A 文章编号:1003-5168(2020)24-0133-04
1 引言
超硬磨料(金刚石、立方氮化硼)以其极高的硬度、耐磨性已在机械工程领域获得普遍认可[1-2]。电镀立方氮化硼砂轮是采用复合电镀技术,通过金属电沉积方法将CBN均匀夹杂于镀层中。与其他砂轮相比制作能耗低很多,且可以用简单的设备电镀各种形状复杂的砂轮,特别适宜于高速、超高速磨削,砂轮线速度可达200m/s~500m/s,具有广阔的发展前景[3-4]。本文从专利分析的角度出发,检索、筛选、统计从1975—2019年全球范围内的电镀立方氮化硼砂轮相关技术的专利申请,对技术发展脉络、申请量、申请地域、主要申请人进行梳理统计分析,以便在专利筛选分析工作中有效利用。
2 专利申请分析
2.1 关键词和数据库
采用INCOPAT专利数据库作为数据源,检索年份截止到2019年,选用的中文关键词为:立方氮化硼、正方体氮化硼、立方体氮化硼、轮、盘、磨具、辊、电镀等,英文关键词为:cbn、abn、cubic boron nitride、c-bn、wheel、disc、disk、plate、roller、grind、polish、abras、buzzer、electroplat、electrofac、electrochemical plating、galvanography plating等。IPC分类号涉及:B24B、B24C、B24D、B23D、B23F、C25D。根据以上检索要素检索得到的专利申请进行筛选,建立专利申请数据库,作为本文的研究对象。
2.2 技术分支和技术路线分析
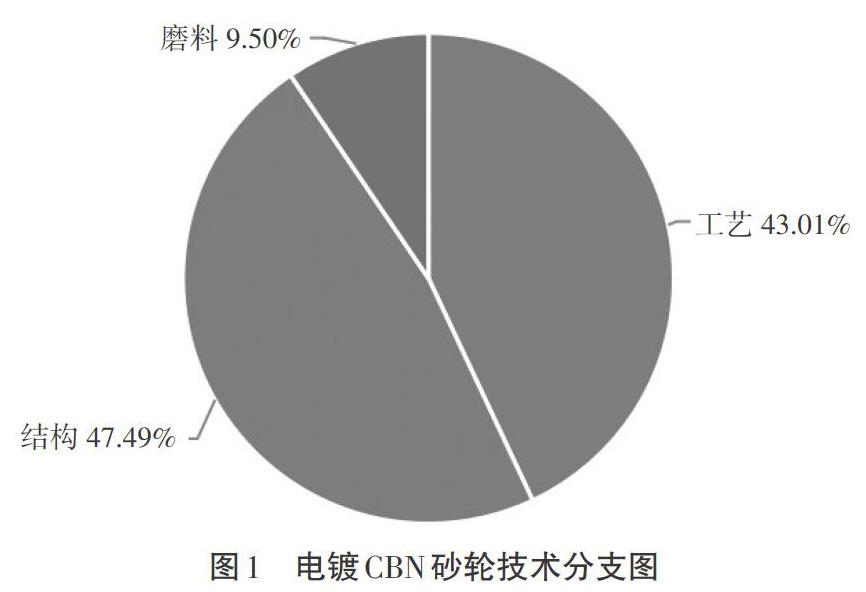
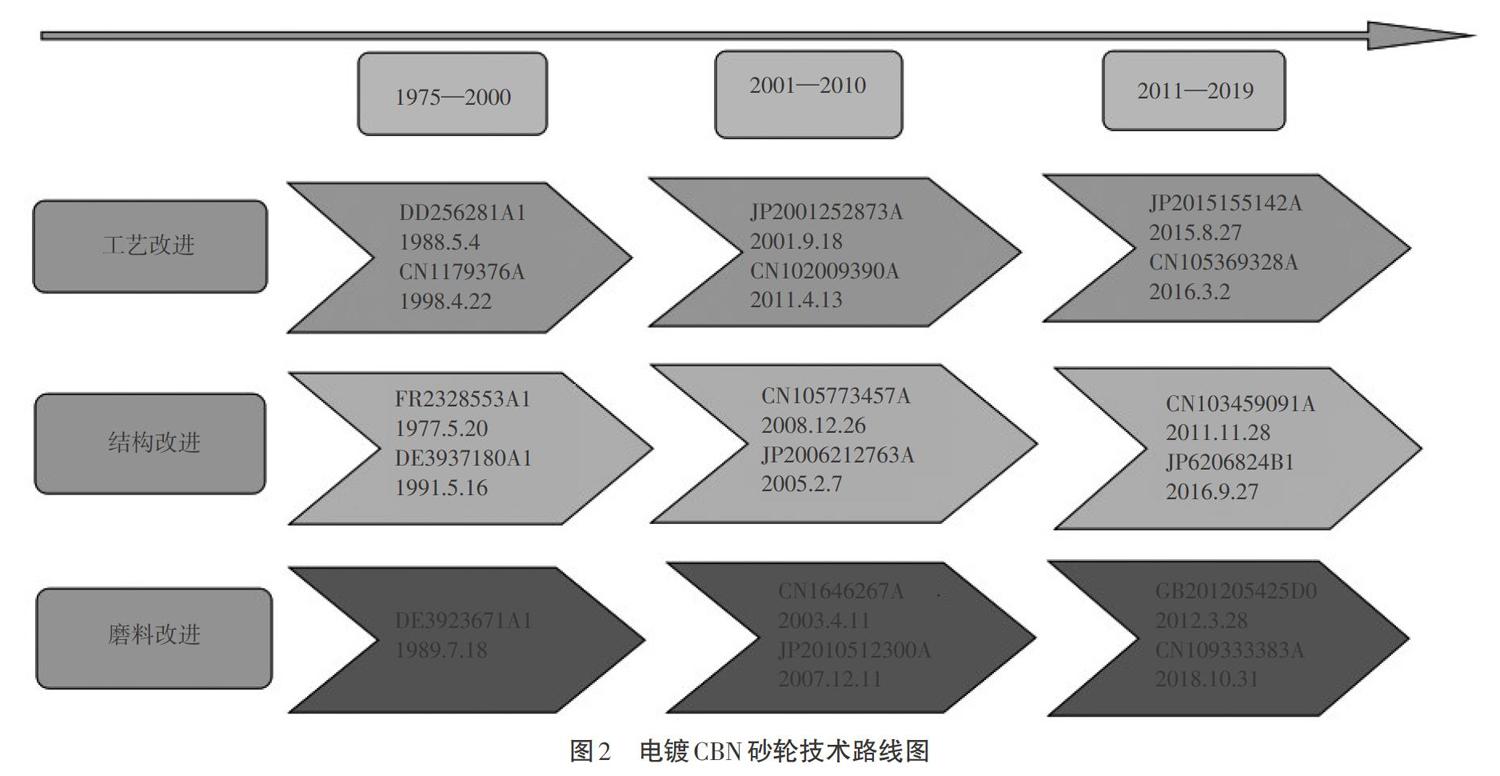
电镀CBN砂轮技术专利内容主要集中在对电镀过程、镀液、镀层的改进;对砂轮结构的改进如排屑槽结构、超声或激光辅助的砂轮制造、新的仿形方法;对超硬磨料的改进如磨料预处理、微观性态的改进与镀前分选等。图1为电镀CBN砂轮技术分支图。由图中可以看出,电镀CBN砂轮技术专利主要是对结构和工艺的改进,分别占比47.49%、43.01%,对磨料改进的专利申请量仅占9.5%。由这些技术分支可以整理出电镀CBN砂轮技术发展的三条主要技术路线,即对砂轮制造工艺的改进、对砂轮结构的改进和对磨料的改进。将涉及这三条技术路线的专利按年代顺序进行梳理得到電镀CBN砂轮技术演进路线图(如图2所示)。
最早关于电镀CBN砂轮技术方面的专利可以追溯到1975年,专利(公开号:FR2328553A1)中公开了一种矿用采掘岩切割锯,采用一系列金刚石或立方氮化硼通过粉末冶金或电镀方法连接到柔性金属线上。采用电镀工艺得到的砂轮基体金属、镀层金属和磨料界面并不是真正的化学冶金结合,因而把持力不大,在负荷较重的高效磨削时,砂轮容易因磨粒的脱落或镀层成片脱落而导致砂轮整体失效,此外,砂轮表面的磨料分布不均匀,等高性差,影响了砂轮的切削性能和加工质量。为了克服上述缺点,国内外研究学者针对砂轮成型工艺和砂轮结构进行了深入研究,分别从镀液成分、电镀条件(温度、时间等参数)、磨料排序、镀层结构等方面进行改进。专利(公开号:CN102009391A)公开了一种高精密电镀CBN砂轮的制造工艺,包括基体及磨粒准备、镀液调制、上砂和电镀、磨粒等高性改善处理、镀后处理工艺等步骤,通过磨粒等高性改善处理提高砂轮磨粒的等高性,使尽可能多的磨料处在相同的层面上,使更多的磨料能够同时参与磨削,提高磨削效率并且从微观上减低被磨工件表面的高低不平,从而提高了该砂轮的制造精度。申请人信越化学工业株式会社申请的专利(公开号:CN101905447A)中公开了一种用于制造外刀切削轮的方法和夹具组件,通过将永磁体片布置在侧表面并在基体外周面以内的位置以形成磁场,将磁体涂覆到金刚石或CBN研磨颗粒上以使磁场能够作用于颗粒,导致颗粒被磁吸引到基体外周面上,并且进行电镀或无电涂镀,借此研磨颗粒被结合到基体外周面上以形成刀片部分。
随着汽车、航空航天、半导体等行业对精磨切磨加工的需求进一步增加,其对电镀CBN砂轮的加工精度与耐磨性等提出了更高的要求。近年来,国内外学者开始研究对磨料进行处理,从而提高磨料与镀层的结合力,提高砂轮的磨削性能以及寿命。专利(公开号:CN109648484A)公开了一种水基磨削液气门加工用电镀CBN砂轮,其中对CBN磨料进行真空镀钛预处理,以改善普通电镀CBN砂轮在水基磨削液加工中出现的工件烧伤、振纹、砂轮寿命短、磨料水解、脱落、堵塞等一系列问题。专利(公开号:CN109333383A)公开了一种表面包覆CrN膜的电镀CBN砂轮及其制备方法,其中在砂轮轮毂外表面电镀有一层金属镍,CBN磨粒被埋覆在镍层中,在由砂轮CBN磨粒和镍层构成的磨料层上沉积有一层CrN膜;使得电镀砂轮对磨粒的把持由单独的机械锚固转变成锚固力、化学冶金结合力复合作用,有效减少了磨粒脱落,也显著增加了CBN磨粒的裸露高度和容屑空间,提高了砂轮寿命和磨削质量。
2.3 国内外电镀CBN砂轮技术专利申请量分析
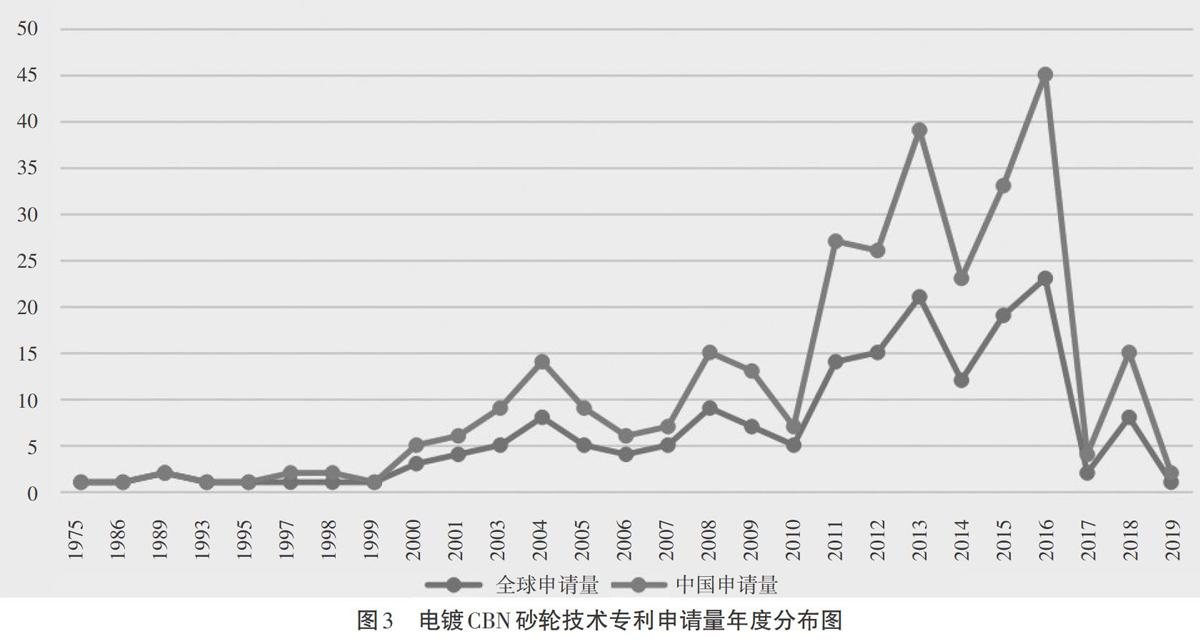
通过章节2.1所述方法进行检索、提取和分析,得到电镀立方氮化硼砂轮技术全球申请量和中国申请量的年度分布曲线图,如图3所示。可以看出,在全球范围内,电镀CBN砂轮技术专利申请始于20世纪70年代中期,在21世纪之前,全球专利申请量始终处于较低状态,技术发展较为缓慢,此阶段为萌芽期;进入21世纪,专利申请量呈整体上升趋势,进入平稳发展期;2010年之后,专利申请量迅猛增长,进入电镀CBN砂轮技术的快速发展期,技术产出增多,电镀CBN砂轮技术研究逐步走向成熟,走向产业化[5],需要指出的是,由于发明专利可以在申请日起18个月公开,以及公开后数据整理入库也需要一定时间,2018至2019年的专利申请有部分尚未公开,使得图中2018至2019年数据下降,但并不说明相关专利申请量的下降,也并不能反映该领域进入衰退期。
对比中国的专利申请量,可以看出,我国电镀CBN砂轮技术专利申请始于1997年,相对较晚,在2000年之前始终保持较低的申请量,这说明国内电镀CBN砂轮技术研究和应用起步较晚,国外的企业和研究中心对中国市场不够重视,基本没有对中国市场开展专利布局。从2000年开始,国内申请量稳步提升,国内外开始重视电镀CBN砂轮技术的研究以及专利申请,尤其是2010年以后,专利申请量快速增长,对该技术的研究和应用在不断拓展,中国市场逐渐被重视,各国企业进入中国,国内外企业开始加大对其核心技术寻求专利保护[1]。
2.4 国内外电镀CBN砂轮技术专利申请地域分析
专利申请的地域分布能够反映不同国家和地区在一定领域内的專利技术实力和产品市场重心。一个国家拥有的技术专利越多,说明其在该领域的研发能力和技术实力越强。图4为电镀CBN砂轮技术专利申请所在国家和地区产权组织分布情况,其中,中国占主导地位,专利申请量最多,占此78.77%;其次是日本和美国,分别占有9.5%和3.35%的申请量,通过梳理国内的申请专利,发现有相当一部分专利是国外在华申请,这表明不仅我国重视电镀CBN砂轮技术的研究,而且国内外企业和研究中心都看好中国的巨大市场需求,积极在中国进行专利保护,占领中国技术市场。
2.5 国内外主要申请人
图5所示为电镀CBN砂轮技术国内外主要申请人及申请量的对应关系。从图中可以看出,企业、高校和科研院所均对电镀CBN砂轮技术有所研究,高校中华侨大学申请量最大,其研究重点主要涉及电镀CBN砂轮磨粒的磨削性能测试,专利申请人中大多数是企业,这说明国内外电镀CBN砂轮技术已相对成熟,处于大规模的工业化生产应用阶段。目前,电镀CBN砂轮已在汽车凸轮轴、涡轮叶片、转子等产品的磨削加工中发挥了重要作用。
通过对各申请人的专利进行梳理总结,将电镀CBN砂轮技术领域的两个国内外申请人信越化学工业株式会社、郑州磨料磨具磨削研究所有限公司的专利简单介绍。
2.5.1 信越化学工业株式会社:创立于1926年9月16日,是世界最大的晶圆制造企业、世界最大聚氯乙烯制造企业。其研究重点为硬质合金基底外刃切割轮。比如公开号为CN103459091A的专利涉及一种硬质合金基底外刃切割轮及其制造方法,包括硬质合金的环形薄圆片形式的基底,和基底外缘上的刃部。该刃部包含:预涂覆磁性材料的金刚石或CBN磨粒;通过电镀或无电镀敷形成的用于将磨粒粘结在一起并粘结在基底上的金属或合金结合材料;渗入磨粒之间和磨粒与基底之间的具有最高350℃的熔点的金属或合金粘结剂。
2.5.2 郑州磨料磨具磨削研究所:成立于1958年,主要生产及研究金刚石、超硬材料制品、行业专用生产和检测设备等。该所主要通过控制电镀工艺和磨料改进等方法成型出具有高磨削性能、低成本的电镀CBN砂轮。例如公开号为CN103878705A的专利涉及一种用于齿轮高效精密成形磨削的电镀CBN砂轮及其制备方法,首先加工砂轮基体,然后将砂轮基体依次进行阴阳极交替电化学除油、夹具+静电吸附膜绝缘组装、阴阳极交替电解处理、冲击法预镀、上砂、加厚和电镀砂轮后处理,成功实现了齿轮的高效精密成形磨削。
3 结语
近十年是全球电镀CBN砂轮技术的高速发展期,我国在该领域虽起步较晚,但发展较快,目前我国是该技术领域的主要研究和应用市场,随着航空航天、汽车、半导体等行业的不断发展,电镀CBN砂轮的应用会日益增加,对砂轮的磨削精度和效率等性能会提出更高的要求,电镀CBN砂轮在工艺、结构、磨料上的创新和改进也是迫切需要解决的难题。
参考文献:
[1] 王先逵.精密加工技术实用手册[M].北京:机械工业出版社,2001:125-135.
[2] TONSHOFF H K. Grinding process achievements and their consequences on machine tools challenges and opportunities[J]. CIRP Annals Manufacturing Technology,1998,47(14):651-668.
[3] 王光祖,刘金昌.绿色制造与超硬制品的开发应用[J].超硬材料工程,2011,23(4):39-42.
[4] 邹文俊.中国超硬材料与制品的发展与思考[J].超硬材料工程,2016,28(2):45-49.
[5] 杨铁军.产业专利分析报告[M].北京:知识产权出版社,2015:228-251.
