散粮流程系统半气垫皮带机上盘槽维修更换工艺与技术的推广与应用
2020-11-06康中利尹祥龙左家翰
康中利 尹祥龙 左家翰


摘 要:本文主要针对散粮流程系统半气垫皮带机作业过程输送带被大豆物料压停,输送带在运转过程中盘槽内时常伴有刺耳异音现象,因皮带机气室盘槽磨透导致除尘器气流进入气室无法形成气膜,输送带长时间摩擦将会加速上盘槽磨损,产生高温造成皮带机起火的重大安全隐患,可能造成企业更大安全事故或经济损失,本文介绍了一种气室上盘槽维修更换的工艺技术方案,并阐述了应用效果。
关键词:物料压停;刺耳异音;盘槽磨透;气膜;安全事故
Abstract:This paper mainly aims at the fact that the conveyor belt of the semi-air cushion belt conveyor in bulk grain flow system is stopped by soybean material, and the disc groove of the conveyor belt is often accompanied by harsh noise. Because the disc groove of the air chamber of the belt conveyor is worn through, the air flow of the dust collector can not form a gas film, and the long-term friction of the conveyor belt will accelerate the wear of the upper disc groove, resulting in a major safety hazard caused by high temperature causing the belt conveyor to catch fire, which may cause greater safety accidents or economic losses in enterprises. This paper introduces a technical scheme for repairing and replacing the upper disc groove of the air chamber, and expounds its application.
Key words:Material pressure stop; Harsh and abnormal sounds; Disc groove grinding; Gas film; Safety accident
中圖分类号:U294.7
日照港裕廊公司散粮一期工艺系统于2005年6月投产使用,卸船流程输送能力为1 000 t·h-1,散粮一期流程共32条皮带机,公司皮带机总长度14.5 km。在港口生产作业中,安全生产是企业正常运营的首要条件,散粮流程工艺系统安全生产保障到位必然起到关键性作用[1-3]。散粮一期BC6皮带机带宽B=1 400 mm,自2005年投产运行以来已达15年之久。
1 课题背景
2020年5月初,公司散粮一期BC6半气垫输送机作业过程经常出现输送带被物料压停情况,运转过程中盘槽内时常伴有异音现象,经现场测量减速机温度异常,最高时达到124.4 ℃,盘槽U型挡板与皮带接触面局部温度达到74 ℃。
日照港裕廊股份有限公司组织人员对BC6皮带机进行整体检修,在对皮带机上盘槽气孔疏通时发现皮带机上盘槽磨损严重,存在多处因输送带运转磨损亮斑,整条皮带机第1、2节风机段发现8处上盘槽存在约80 mm×100 mm不等破洞,此现象表明皮带与上盘槽存在严重摩擦;由此判断除尘器气流进入气室内已无法形成气膜,输送带无法在盘槽内正常悬浮运行。若输送带长时间摩擦将会加速上盘槽磨损,并存在因摩擦产生的高温导致皮带机起火的重大安全隐患,将极大影响公司的安全生产作业,对企业造成巨大的经济损失。
2 成果技术分析
为切实消除安全隐患、保障流程生产作业,解决皮带机运行过程长期存在异音的气室持续高温而带来的重大设备安全隐患,建议将皮带机8节气室上盘槽进行整体维修更换。
皮带机气室上盘槽8个磨损部位(图1)分别位于皮带机中上部位置,若整体更换皮带机气箱,钢结构极易发生变形无法安装使用将严重影响生产流程作业,且皮带机箱体维修更换属一级动火作业,安全风险性极高。
皮带机上盘槽材质为2 mm厚冷轧钢板,盘槽布孔方式为五点式节流孔布置法。在反复研究论证维修工艺并确定了更换皮带机上盘槽的维修作业施工方案,项目采用现场维修更换方式,该工艺需确保所有上盘槽装配更换后确保不发生扭曲变形,盘槽保持在同一中心线,满足皮带机风量设计要求,保证皮带机运行无异音。
3 成果实施
根据皮带机现场实际情况首先将盘槽内粉尘用压缩空气方式清理,所更换盘槽区域范围内的粉尘及杂物需彻底清除干净。
(1)拆除所更换气室上方的盖板、侧板,在临近配重处的回程皮带上安装皮带卡子,将配重拉起,使皮带处于松弛状态。
(2)在气室两端安装龙门架(图2),使用倒链和吊带将松弛皮带提起,留出一人进出维修的空间,将皮带提升至少60 cm,给更换盘槽留处空间。
(3)在皮带机磨透的上盘槽破口处注水,将气室内粉尘和物料浸湿,使其具备临时动火作业条件,保证安全作业,使用切割机在上盘槽上方切割打开形成观察口(图3)。
(4)旧盘槽取出。在气室上方铺设防火毯并浸湿,使用等离子切割机切割气室与上盘槽两侧连接,同时浇水熄灭焊渣。使用撬棍将切割的上盘槽翘起,沿着破口,使用等离子切割机均等切割上盘槽(图4),逐步将旧盘槽全部取出。清理气室内浸湿的粉尘、物料和焊渣后,冲刷气室,铺上浸湿防火毯,使其具备动火作业条件。
(5)将剩余上盘槽全部切割并完成取出(图5),切割出焊接盘槽加强筋的焊接口,使用磨光机打磨两侧连接处、加强筋的焊接口,打扫焊渣,冲刷气室。
(6)新盘槽安装。根据现场实际情况测量气室尺寸,首先切割新盘槽的加强筋,使其可进行装配作业。其次將新盘槽放入气室内部,使用撬支撑、调整盘槽位置,与分段气室对齐,并使用手锤将盘槽敲入气室。
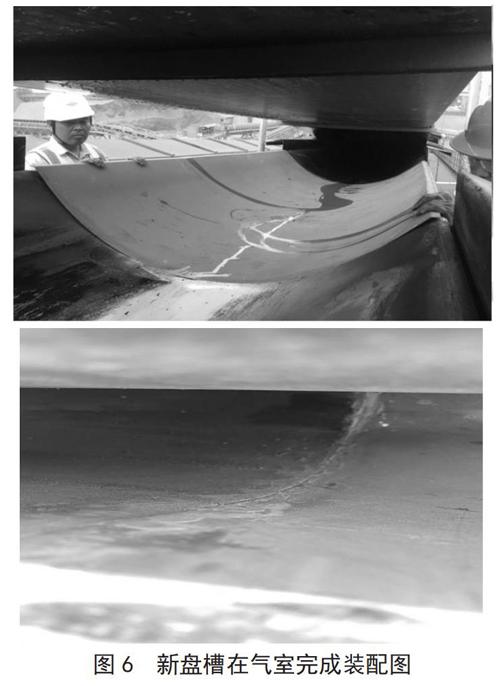
所有安装的新盘槽,测量其尺寸安装时进行装配确认,考虑吊装变形,保证不发生扭曲。保证新盘槽中心线与原有盘长中心线的重合度在20 m内不得大于3 mm,完成新盘槽在气室内完成装配(图6)。
(7)铺上防火毯,使用二保焊焊接新盘槽,先焊接两侧连接处,从气室外侧焊接盘槽加强筋。打磨焊接处,焊接确保为完全渗入对头焊接。二次更换盘槽需要有气室固定架在焊接预防气室变形。使用结构胶找平两端的盘槽相连处,晾晒1~3 h,分段气室连接处盘槽高低差只许顺胶带运行方向低于0.3 mm
(图7),保证所有焊接为完全渗入对头焊接,清除表面锈皮、水分、熔渣、油迹或其他可能影响焊接质量异物,两盘槽间对接口处保证光滑。
(8)放下皮带,拆除吊带、龙门架,恢复气室盖板、侧板。拆除皮带卡子,放配重。
4 成果内容
日照港裕廊公司组织并完成了8节皮带机上盘槽现场维修更换,维修施工现场第一时间落实维修工艺、多措并举布置动火安全防控措施,将高风险维修作业项目做到安全隐患最小化。皮带机上盘槽现场维修更换作业达到了维修方便、作业安全、省时省力、性价比高的目的,实现了优化维修工艺提高卸船作业效率的效果。
5 结语
皮带机上盘槽维修更换共计11 d时间,目前皮带机上盘槽更换后皮带机运行正常,设备重载运行850 t·h-1,满足皮带机风量设计要求,保证了散粮流程皮带机设备安全稳定运行。
皮带机上盘槽维修工艺的应用非常广泛,适用于散粮输送系统等领域,在港口机械领域可以广泛适用于半气垫皮带机,该维修工艺安全风险低,作业安全方便。皮带机上盘槽维修作业优化了工艺技术方案,真正破解了皮带机箱体内部维修动火存在的安全隐患,减少了维修作业时间提高了卸船效率和货物周转率,为打造高效港口做出贡献。
参考文献:
[1]魏恒州.我国散粮码头装卸工艺研究[J].港口技术,2001(4):8-10,49.
[2]杨复兴,蔡学熙.带式输送机结构原理与计算(下册)[M].北京:煤炭工业出版社,1983.
[3]王勇.浅析港口散粮连续输送设备—托辊带式输送机和起点带式输送机[J].港口科技,2007(7):21-23.
