镜像加工在数控刀具制造中的应用
2020-10-30沙恒
沙 恒
(山东华宇工学院,山东德州 253000)
0 引言
在数控刀具制造生产中应用镜像加工技术,可以有效提升数控刀具制造生产中的加工程序编写效率,有效降低程序编写出现错误的频率。与其他加工程序相比,镜像加工程序应用起来更加便捷。在数控刀具制造中如果将原镜像加工指令设置为G73,要想加工第二象限的指令,则可以通过G73 Y-1 加工指令实现。简而言之,在数控刀具制造中应用镜像加工技术,在原程序加工代码的基础上,根据镜像加工原理作出X 轴或Y 轴做轴向镜像,就可以完成数控刀具制造生产。
1 镜像加工程序定义
镜像加工程序也被称为对称加工程序。镜像加工程序的原理是,不管是加工任何一种与某坐标、对称轴、原点相对应的原件都可以在编写一半程序的基础上实现对整个原件的加工。例如加工某一不对称的凹凸原件,相关技术人员就可以对凹或者凸的零件加工程序进行编写,然后在此基础上进行一定的修改,再应用镜像加工原理就可以制造出设计的零件。在实际操作与制造中,应用镜像加工程序就是要将一般的数控加工刀具的轨迹进行更改,使其转变为加工轴对称零件的刀具轨迹。在数控刀具制造中应用镜像加工程序,该程序中的对称轴可以设置为X 轴,也可以设置为Y 轴,也可以将其设置为原点。
2 镜像加工程序在数控刀具制造中的应用
根据我国当前的金属加工领域发展情况,市场中越来越多的客户倾向于选择数控机床技术加工的各类产品。要想满足用户的需求,不仅要提升数控机床生产产品的生产效率,还要不断提升生产质量。基于此,在数控刀具生产中就会积极应用镜像加工技术。从当前数控刀具制造生产过程来看,客户对刀具的要求越来越高,所使用的技术、工艺越来越复杂,这使得制造过程越来越复杂。根据刀具制造的零件构成来看,大多数轮廓是符合镜像形式的,因此可以在数控刀具制造中积极应用镜像加工程序,这样不仅可以有效提升生产效率,还能减少制造失误的概率,提升产品质量。
2.1 数控刀具制造特点
数控刀具制造生产中,通常将其划分为左切刀和右切刀,如果包含数控铣刀,则可以将其分为左切向、右切向。可以说,数控刀具的左切刀、右切刀、左切向、右切向本身就是一种镜像组合。因此,在数控刀具加工中,只要相关技术人员对其中一个切向的加工程序进行编制,然后在该加工程序基础上通过应用镜像加工技术的指令来对该程序进行调整,就可以得到另一个切向的数控刀具加工产品。可以说,在数控刀具制造中应用加工技术,在加工一些镜像数控刀具的时候就无需相关技术人员重新编制加工制造程序,只要对原有的加工程序作出轴对称指令,从而有效提升数控刀具制造生产效率。通过在数控刀具制造生产中应用镜像加工技术,还能有效降低工作的难度、加工程序出错的概率。
以某型号加工中心的镜像加工指令为例(图1),在该数控刀具加工中将原加工图形设为第一象限的G72,然后通过镜像加工指令G73 X-1,则可以加工出如第二象限所展示的图形。根据该数控刀具加工实际情况来看,如果应用镜像加工程序,就无需相关技术人员重新编制数控刀具加工程序,只要在原有的加工程序基础上将加工代码根据Y 轴、X 轴或者X、Y 轴混合作轴向镜像转换则可以获得所需要的图形。但是需要注意的是,这不意味着应用镜像加工程序就可以完成数控刀具制造加工,还需要根据实际制造情况对原加工程序段的某些部分作相应调整。
2.2 镜像加工在数控刀具中应用时需要注意的事项
虽然在数控刀具制造加工中应用镜像加工技术可以有效提升产品质量与生产效率,数控刀具制造本身包含镜像特点,但是这不意味着在实际制造加工中可以直接应用镜像技术。根据访谈情况来看,人们对数控刀具加工中应用镜像加工技术还存在一些认识误区,认为只要直接应用镜像加工技术程序就可以完成数控刀具加工。在数控刀具加工中必须要注意以下这些问题,以规避应用镜像加工出现各类质量问题。
首先,关注应用镜像加工技术发生的顺铣和逆铣变化。在数控刀具制造加工中应用镜像加工技术,不可以直接应用镜像加工程序,尤其在镜像转换环节需要对一些加工程序片段进行合理调整,相关技术人员还需要及时总结经验。如果在数控刀具制造加工的第一阶段中设定第一象限为顺铣加工程序,在应用镜像加工之后,则在转换到第二象限时,第二象限则为逆铣加工程序。根据这一加工特点,为了保证数控刀具应用镜像加工技术后获得产品表面光洁程度、清晰程度与本体相同,就需要技术人员在操作中将铣削状态改成反向之后再应用原镜像加工程序。具体操作:技术人员要在原加工程序中采用顺铣加工程序,应用镜像加工技术实施镜像加工时,需要密切关注是否需要更改反向刀具,并及时将原数控刀具制造加工程序改成逆铣加工程序。
其次,需要密切关注镜像加工中坐标旋转方向的转变。根据数控刀具制造中应用镜像加工的实际情况来看,如果该平面在第一象限坐标内,且围绕Z 轴旋转α 角;如果该经过镜像加工技术获得的平面再绕Y 轴转换,在原有的坐标系内就会反映为该平面绕Z 轴旋转-α 角。这也就要求在数控刀具制造加工中应用镜像加工技术在原有的加工程序前提下,为了实现改变方向指令的要求还需要增加坐标旋转指令。如果不能保证细节处的有效处理,不仅会影响生产制造,甚至还会对机床产生磨损与破坏,还需要技术人员关注数控刀具制造应用镜像加工技术的细节处理问题。
最后,还需要密切关注数控刀具制造加工中的机床进、退刀的安全距离,相关技术人员需要进行反复验证。为了保证数控刀具制造加工中应用程序加工技术可以有效提升产品质量与生产效率,在应用某一项数控刀具加工程序时,技术人员要对原有数控刀具制造加工程序的进、退刀位进行严格验证。应用镜像加工技术后,就必须要根据镜像加工的更改需求来及时调整加工程序的进、退刀位。尤其针对无坐标加工系统,因为其中的附加坐标系为满足镜像加工已经经过一定的平移、旋转,为了保证数控刀具制造中机床的操作安全,就需要相关的技术人员反复、认真检查进、退刀位。
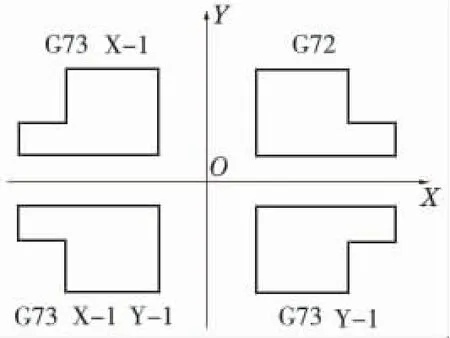
图1 某数控刀具镜像加工指令演示
2.3 关注A、B 坐标轴的变化
根据数控刀具制造中五坐标数控机床上加工刀具的实际情况来看,应用镜像加工技术过程中还需要关注A、B 坐标轴的变化。在该数控刀具设计中,该刀具的主轴与Y 轴平行,加工刀具本体平面为△EFG,在应用镜像加工技术处理之后经Y 轴形成在平面YOZ 内的△E′F′G′(图2)。因此,在加工平面△EFG 时,需要相关的技术人员严格按照遵循笛卡尔坐标系法则来确定转动方向,确定该平面需要绕Y 轴的反方向转动θ 角,则此时的B轴坐标应该变更为-θ;然后将镜像加工编制形成的X 轴沿着EG 的反方向转动γ 角,则此时A 轴坐标应该变更为-γ;镜像加工程序应用到该阶段,△EFG 位于与Y 轴垂直的加工位置,则根据镜像加工结果A 轴坐标已经变更为-γ,B 轴坐标变更为-θ。据此类推,如果加工镜像平面△E′F′G′时,就需要相关的技术人员对镜像加工程序进行更改,平面先绕Y 轴正方向转动θ′角,然后在已经形成的X 轴基础上,绕G′E′反方向转动γ′角,则可以获得平面△EFG 位于与Y 轴垂直的加工位置,则根据镜像加工结果A 轴坐标已经变更为-γ,B 轴坐标变更为θ。根据上述数控加工应用镜像加工技术的实际情况来看,根据Y 轴所在的平面YOZ 在应用镜像加工技术后,在五坐标加工中心中加工该空间平面,就要将B 轴坐标更变为相反值,A 轴则与原有加工程序设计保持一致。
这就要求相关技术人员数控刀具制造中应用镜像加工技术,如果使用镜像加工指令来实现反切向刀体指令加工制造,就需要相关技术人员将该程序中的B坐标及时地变更为反向值。在一些控制系统的性能达到一定标准之后,编制操作G73 X-1 B-1 指令则可以实现X、B 坐标同时改变。

图2 五坐标数控机床加工应用镜像加工技术
3 结束语
在数控刀具生产中本身包含了左、右切向,这使得数控刀具生产制造的产品轮廓具有鲜明的镜像特点。客户对数控刀具制造生产的产品要求逐渐提升,这就要求相关企业不仅能有效提升生产效率,还能积极地对提升生产质量进行探究。在数控刀具制造中通过应用镜像技术,可以在原有程序的基础上根据产品特点进行一定的镜像修改,从而有效降低数控刀具镜像产品误差。根据数控刀具加工制造的实际生产情况来看,大多数仍以手工编程为主,为了促进数控刀具制造不断发展,还需要对数控刀具制造中应用镜像加工进行深入研究。
