餐厨垃圾处理设备可靠性分析
2020-10-30彭清
彭 清
(长沙中联重科环境产业有限公司,湖南长沙 410000)
0 引言
伴随我国城市化建设力度的加强,餐厨垃圾人均产生量达到0.1~0.15 kg/d,其规范化收运和处置是提升城市综合环境的重要组成部分。我国的大型餐厨垃圾处理项目以厌氧发酵为主流工艺,但工艺和设备的选择不能一概而论,应根据项目实际边界条件综合选定。随着国家第一、二、三批餐厨垃圾集中处理试点城市建设完成,县域级、地级市也逐步开始建设餐厨垃圾处理项目。县域级人口相对较少,餐厨垃圾项目建设规模小,厌氧发酵工艺由于投资、占地较大等因素不适合小规模餐厨垃圾处理项目。预处理加后端好氧制肥成为县域级餐厨垃圾解决方案之一,通过微生物发酵降解技术将餐厨垃圾转为有机肥,有效解决餐厨垃圾去向问题,提高资源化利用程度。
1 成套设备可靠性建模
由于餐厨垃圾成分和物理性质的复杂性,处理设备的可靠性成为餐厨垃圾处理项目稳定运行的重要因素。餐厨垃圾原料成分复杂,且物料逸散出浓烈恶臭,设备出现故障后,维修环境恶劣,现代化的餐厨垃圾处理厂要求设备具有较高的自动化程度与可靠性。餐厨垃圾处理设备要求运行寿命≥10 年,系统产生故障的平均时间间隔>300 h。
分析系统可靠性的最基础条件,是系统整体与各单元之间的可靠度逻辑关系,以模型直观体现出可靠性。建立系统内可靠度框架图,直观描述内部元件间的关联逻辑关系,组建成可靠度较高的数学模型。建立该模型能够权衡和改进设计方案,方便对附属系统提出可靠性要求,有利于权衡指标、成本等方面,可提供较强的可靠性设计支持。
以某县域级餐厨垃圾处理项目边界条件为依据,餐厨垃圾处理主体工艺的流程:①上料,经过分选破碎到挤压脱水;②从中提取出油脂,对其进行固体渣滓的微生物发酵降解;③产生有机肥。成套餐厨垃圾设备中非标设备占比较大,主要工艺设备有受料仓、分选破碎设备、挤压设备、螺旋输送设备、好氧发酵设备、液相输送设备等。
2 设备系统的可靠性预估与分配
2.1 可靠性预估
结合以往工程经验预估可靠性,如餐厨垃圾处理设备的组成特点、目前技术水平和实际工作环境等,综合考虑非标设备故障,在方案设计阶段预估该设备在未来工作中的可靠程度,即评估预测该设备在限定工作条件、工作时间等情况下能够完成既定目标功能的概率。在设计工作收尾前,预估设备完成预定功能的可靠程度,为设计方案提供依据是可靠性预估的主要目的。以平均故障间隔时间(MTBF)为基础的参数来进行餐厨垃圾处理设备的可靠性预估,主要针对设备经过故障修复后再次投入到工作运转中的能效。
2.2 系统可靠性分配
可靠性分配以用户在项目任务书(合同)中规定的设备可靠性为依据,根据相应原则在组成设备的各个部件单元中合理分配,确保满足各组成部件可靠性的定量要求。对各部件设计人员的设计工作提出明确的指标要求,以研究其达成可靠性指标所需采用的设计方法与资源,是开展设备可靠性分配的主要目的。由于餐厨垃圾处理设备流程较复杂、使用工况较差、对自动化设备运行的可靠性要求较高,分配可靠性时应先考虑各部件的重要程度。
3 机械系统故障树分析
工程设计中常使用故障树分析法(FTA)分析大型复杂系统运行的安全性能和可靠度,采用演绎法来对其进行逐级的分析。故障树分析是依据各零件间的逻辑关系,通过计算机运算来确定设计中存在的缺陷,找出有可能存在的故障点,并进一步落实相关的整改措施。
3.1 建立设备机械系统分析故障树
对餐厨垃圾成套设备可靠性较高的系统进行设计和优化,一方面应根据物料特性选择相对成熟的控制元件与传感器,不断优化控制逻辑,并确保其具有较高的可靠性,另一方面应重点解决机械零部件的可靠度。预处理设备去除餐厨垃圾中的杂质,将有机质通过好氧微生物转化为有机肥料,设备因故障导致处理线无法正常运行认定为设备故障,以此作为所关心的结果事件。
(1)上料部件故障树。上料部件是餐厨垃圾处理设备的第1个工艺设备,其主要功能是接收餐厨垃圾车卸料,将物料进行沥水后向下道工艺设备输送,并能缓存物料。餐厨垃圾收集车卸料时要保证上料部件平稳运行,不能出现垃圾堵塞和起拱架桥情况。整理分析可能在上料部件中出现的故障情况,建立故障树(图1):X1为沥水孔堵塞,X2为螺旋卡滞,X3为密封失效,X4为架桥起拱,X5为变频器失效,X6为变频器失效,X7为线路故障,X8为电机故障,X9为减速机损坏,X10为轴承损坏。
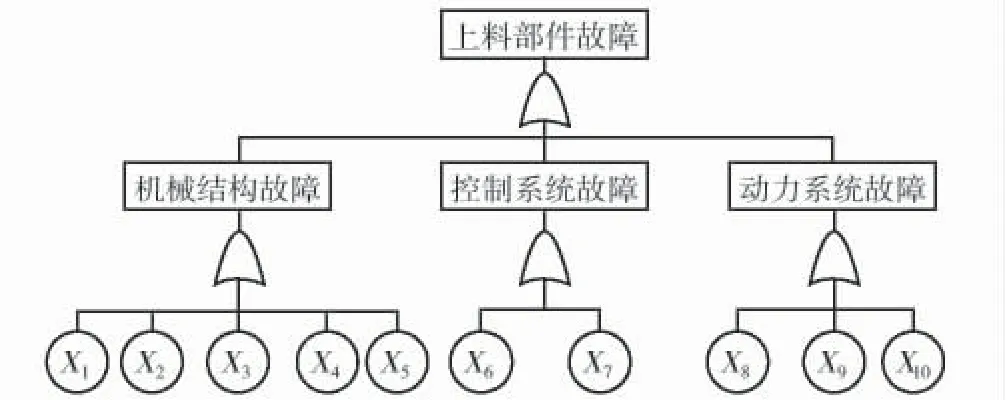
图1 上料部件故障树
(2)挤压部件故障树。挤压部件将分选破碎后的有机质进行脱水,液相进一步提取油脂,固相作为好氧发酵的原料。挤压及分选破碎部件的效率影响发酵处理的运行,也对最终产出物质量起决定性作用。餐厨垃圾中包含不易破碎的成分,会造成电机因挤压装置卡塞出现过载故障;挤压餐厨垃圾中的淀粉与蛋白含量较高的物质时,容易产生挤压部件堵塞,破坏设备良好运行导致故障发生。经过对挤压部件的分析,建立故障树(图2):X11为皮带失效,X12为减速机齿轮损坏,X13为轴承损坏,X14为联轴器磨损,X15为筛网损坏,X16为挤压螺旋卡塞,X17为背压系统故障,X18为电机过载。
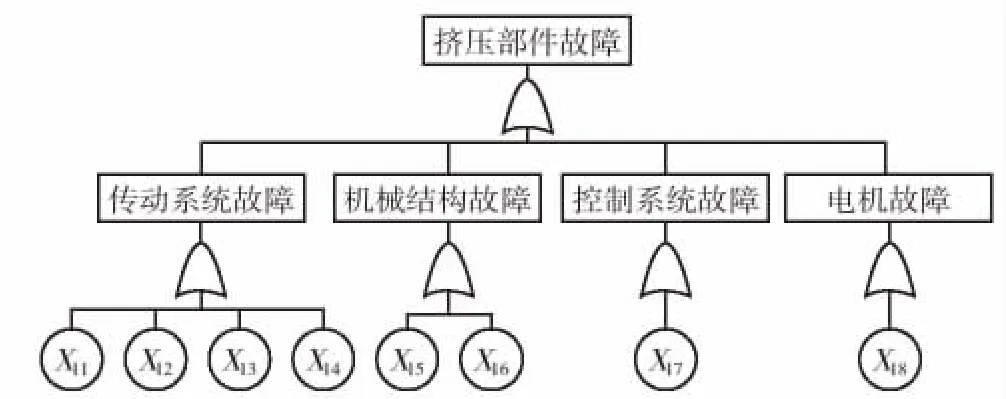
图2 挤压部件故障树
(3)好氧发酵仓故障树。作为处理设备核心部件的好氧发酵仓,主要功能是进行微生物的好氧发酵。设备保证其运行环境符合微生物发酵分解的需求,还要保障产出物符合相关的标准规定。在微生物的发酵过程中,要确保发酵舱的密封性与恒温性能良好,充分保障微生物发酵中对湿度与温度的需求,将容器中的菌种和物料进行合理混合配备,保证充足氧气来更好地满足微生物发酵。好氧发酵仓内螺旋带在混合搅拌物料的同时,由电机带动容器翻转排出处理完成的物料。分析好氧发酵仓,建立故障树图(图3):X19为搅拌桨叶出现断裂,X20为发酵仓体的密封效果出现泄漏,X21为传动齿轮经过长时间运行产生较为严重的磨损,X22为轴承出现较为严重的磨损,X23为传动链条经过运转产生的较为严重的磨损,X24为电机故障,X25为线路故障。
(4)其他关键设备故障树。同理对其他关键处理设备建立故障树,如分选破碎一体设备、加热设备、离心提油设备等故障树,形成餐厨垃圾处理成套设备完整的故障树。进而分析分选组件缠绕、堵塞、破碎组件磨损、破碎、加热设备搅拌机轴承损坏、离心机退料螺旋异常磨损失去动平衡、输送螺旋叶片变形、输送泵堵塞等。
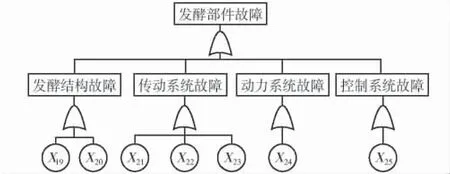
图3 好氧发酵仓故障树
3.2 故障树定性分析
通过建立餐厨垃圾处理设备故障树,可找出故障树的最小割集,发掘容易造成顶事件的基本部件失效形式,故障树的割集对应系统中的失效模式。只有在系统中所有代表着底事件的故障都发生后才使整体的系统产生故障,这种情况被定义为系统最小割集。
假设故障树是根据无数个独立的仅能导致其他事件的原因事件来组成,分别用X1、X2……Xn表示,两种逻辑状态的变量表示是否发生底事件的状态,其值取1 或者0,即:

其集合表示为X={X1、X2……Xn}。同样,用φ 取值为0 或1来表示位于顶端所关心的结果事件状态的变量是否发生。此时,可以将顶底之间状态变量关系用结构函数φ(x)表示:

3.3 故障树的重要度分析
各零部件的重要程度存在差异,有的零部件发生故障会影响到系统的正常运行;部件的关键程度由其在设备中所处的地位决定,零部件自身故障概率只会较小地影响其结构;部件的关键重要度,能够体现其中零部件出现故障后致使整个系统出现故障的概率变化,是体现底系统故障受状态影响的程度。
4 结束语
降低螺旋挤压设备失效率的方法如下:
(1)合理安排清洗装置工作时间。有机质是餐厨垃圾中粘稠度较高的成分,进行挤压工作时易堵塞筛筒,通过清洗装置定期冲洗挤压部件可有效降低该故障发生率。
(2)优化背压系统调节机制。通过背压系统调节排渣尾锥的顶紧力是调节固渣含水率的主要途径,为降低因背压系统反馈动作后造成排渣口堵塞而发生的故障,选择响应速度更快的气缸作为背压系统的执行元件。
(3)采用其他可靠度更高的方式代替螺旋挤压工艺方法。
