滑动轴承轴瓦柔性生产线设计规划
2020-09-08陈孝尚蔡鹤
陈孝尚 蔡鹤

【摘 要】以智能制造为引领,数字化改造为核心,顺应时代趋势,设计规划滑动轴承轴瓦柔性生产线。改变传统落后的加工管理方式,提升效率和质量性能。
【关键词】智能制造;柔性生产线;数字化;滑动轴承;轴瓦
1.概述
目前国内滑动轴承行业普遍为单件小批量生产。采用传统的单机人工作业方式,劳动强度大,生产效率低,易出差错,工件转运不及时,产品信息追溯难等问题。我公司作为国内滑动轴承行业的领军企业,致力于打破传统制造的局限性,开拓创新,一举成为行业智能制造的典范。设计规划了一条滑动轴承柔性生产线。
2.柔性生产线整体功能设计
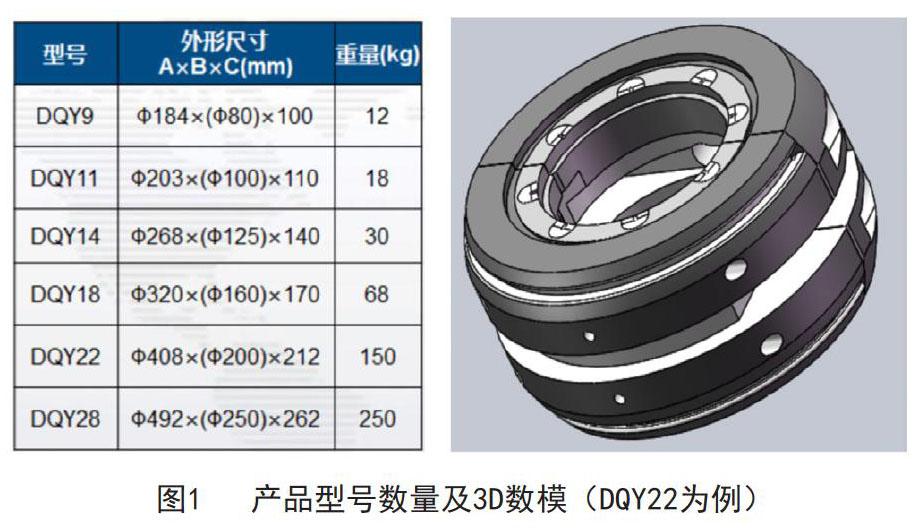
对原有的组织管理流程和工艺方法进行细致调研,根据精益生产的要求进行梳理、优化。优化整合工序,减少装夹次数,减少变形,提高精度。为实现轴瓦高效率的生产,设计并制作实际可行的自动化设备,并采集相关上下线信息,制作线体总控软件,实现高效率轴瓦柔性化生产。组线设备为德国进口五轴五联动万能铣加工中心、数控车铣复合加工中心、三坐标和上下料机器手等组成。主要轴瓦产品信息如下图所示;
轴瓦柔性线主体由9个组装系统组合而成,分别为:
人工装配系统;半成品进出料循环系统;二维码打标识别系统;工件识别视觉防错系统;机器人搬运系统;智能工件仓储系统;机器人快换系统;清洗烘干系统;排屑系统;智能线体控制系统;
各工位以优质型材构建基本的工作台框架,采用型材和有机玻璃构建安全框架保证设备和操作人员的工作安全。考虑安全因素,采用安全光幕及急停按钮等安全措施。
各工位配置相应的合格与不合格性指示灯以便于操作者直观地进行状态监视。整个生产线除了各工位具有信息指示灯、代码和监控信息外,状态指示塔灯也是必备的,颜色和功能定义如下:
绿色 – 设备处于自动状态,当前没有故障
黄色 – 手动模式/参数设置
红色 – 设备处于故障报警状态
3.柔性生产线总控系统
线体总控系统具备模块化拼装能力,包括程序传输管理、设备数据采集管理、生产过程数据管理、与上层MES对接等功能。控制逻辑:在线体控制上位机上输入生产订单号;将毛坯装到上料线;机器人接收到上料任务,将工件搬运至料库等待加工;机床一旦处于空闲状态立即向机器人请求上料加工。机器人根据排产顺序,将工件送入机床加工。将加工完成的工件搬出机床。机床和控制系统通过PLC握手信号交互并设置保护条件,加工程序与物料编码唯一对应,自动识别调用。机床可实现72小时无人自动加工。
系统配置模块:①设备数据采集及可视化分析模块(MDA/MDC)②程序传输及管理模块(DNC)③Visual(电子看板)模块④工单管理模块⑤刀补管理模块。
3.1设备数据采集及可视化分析——MDA/MDC
设备数据采集分为网卡采集及硬件采集两种,对设备数据(产量、关机、运行、停机、空闲、调试等)进行采集;通过网口采集的数据有设备状态、各轴坐标、进给速度、主轴转速、进给倍率、主轴倍率、产量、报警信息等。通过硬件采集的数据有设备状态、进给倍率、主轴倍率、产量等;实现了将现场采集的设备状态、产量、运行参数、质检信息、生产任务、操作人员等数据通过MDA服务器进行解析、汇总、统计、计算并生产相应的图报表或看板信息,设备管理者只需在办公室的PC端即可全面、快速了解现场生产的整体运行状况,以便实现快速处理现场生产异常问题和执行管理决策。
3.2程序传输及管理—DNC
采用串口、网口DNC系统混合联网方案。针对串口设备:首先将串口交换机的串口通过RS232数据线与数控机床的串口进行相连,真正实现了将现场机床像电脑一样进行统一管理,编程人员只需在机床端即可远程下载NC程序。
程序传输及管理的主要功能:
(1)程序远程调用,操作工只需要在机床端就可以实现程序的上传和下载。(2)程序回传自动命名,系统可以对上传的程序进行自动命名。(3)程序列表查看,操作者可以在机床端查看服务器对应目录中的程序清单。(4)程序在线加工,对于大的程序,系统可以实现程序的在线加工(机床必须有在线加工功能)。(5)可根据不同角色进行权限配置,同时支持将权限细化到某一文件夹甚至到某一文件,以及支持分配只读、修改等某一项权限功能(6)支持多种程序比较功能方式。(7)系统具备自动版本管理功能,确保现场使用的加工程序为最新工艺的程序。如果用户想回用老版本的程序,可以通过置新版本操作实现;同时版本删除权限可以通过权限进行控制。
3.3 Visual(电子看板)
Visual(电子看板)是现代化管理的主要工具,将采集到的信息按需要生成报表并展示。
Visual(电子看板)的主要功能:
并以产线3D布局状态方式直观展现现场设备的即时状态,如绿色表示设备处于运行加工,蓝色表示设备空闲、黄色表示设备调试、红色表示设备停机、灰色表示设备关机;
可视化车间看板;
按工序先后次序展示设备加工效率(条状图),可直观查看瓶颈工序;
实时生产信息刷新发布,一目了然掌握车间实时生产状况,包括实时生产任务信息,预计产量,完成量,完成率,合格率,加工设备信息;
3.4工单管理
线体总控系统工单管理可实现对产品生产批次追踪与生产管理的基本功能。
工单管理的主要功能:
(1)产品维护。此模块供生产管理人员根据产品信息在系统中进行维护,包括产品编号,产品名称以及工艺工序信息及其备注信息。
(2)工单登陆。在工单登录页面会自动显示出和工序一一对应的工单,当生产任务需要下发时,在系统中进行派发操作,系统会自动统计工单生产情况,包括工单实际产量、正在执行工单的设备、正品数、次品数。当完成该工单的设备结束时进行设备报工、完成该工单的所有设备结束时进行工单报工、当所有工单加工结束后,产品加工结束。
(3)班次统计。以班次为基础,并以表格显示出人員或者设备在某一个班次的产量、运行时间、停机时间。
(4)工单产量。按照不同统计方式查询工单生产情况 将工单实际产量、计划平均产量及实际平均产量以折线图或柱状图的形式在一张显示。
(5)工单进度看板。将工单进度情况在看板上进行实时展示 将正在作业中的工单任务在看板上进行展示,能更加快捷了解生产任务进度。
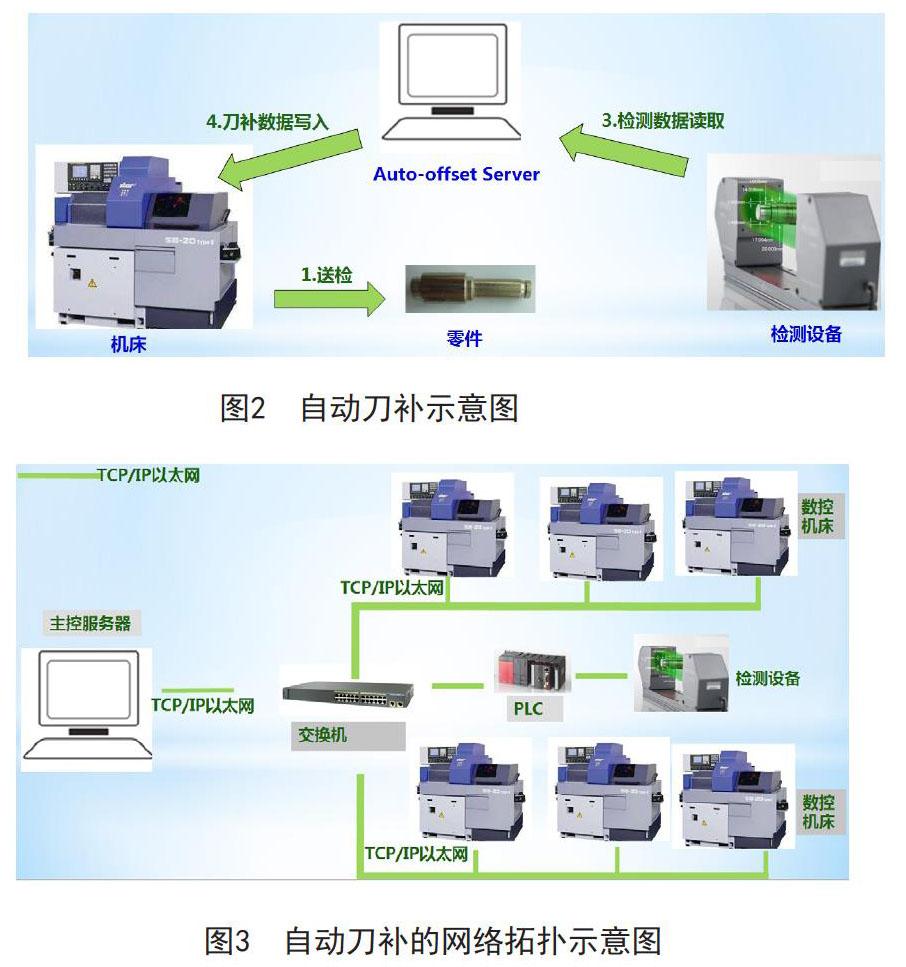
3.5自动刀补功能
轴瓦精加工完成后,机器人将其搬运到三坐标上,自动进行尺寸和形位公差测量。测量结果软件自动采集,根据轴瓦设计精度要求,通过算法计算得到自动刀补数据。通过以太网传送到机床对应的刀具磨损补偿表上,以此保证加工的尺寸的稳定。自动刀补功能的运转示意图如下:
4.小结
本条自动产线集成了条码管理、视觉检测、三坐标自动检测、排产和插单管理,是离散制造的先进代表。可实现客户定制化需求和标准化生产两种方式,符合中国制造2025的要求。实现了以机器换人的目的,原先需要15个人作业,现在只需要3人。生产效率提高50%,在制品减少30%,提高了国内滑动轴承制造的水平。开创了滑动轴承智能制造的先例,起到了行业带头作用。
参考文献
[1]王翔.数控系统与现代机械工程技术的关系研究[J].计算机产品与流通,2019(09):178.
[2] 孙永忠.智能制造时代背景下机械设计技术问题及措施研究[J].世界有色金属,2018(11):279-280.
