铸造工业的感应加热
2020-08-14李韵豪
李韵豪

应达(中国) 供图
第八讲 铜及铜合金感应熔炼电炉的设计与感应器参数的计算
编者按:本刊从2020年第1期开始连续12期连载李韵豪撰写的《铸造工业的感应加热》系列讲座,主要涉及目前铸造工业应用最多的中频无心感应电炉,介绍各类铸铁、钢,以及有色金属中铝、铜及其合金感应熔炼炉和保温炉的选型,电炉的设计以及感应器参数的计算;金属坩埚、石墨坩埚的设计以及感应器参数的计算;专题讨论感应电炉的供电系统及变频电源主电路的计算、谐波治理和功率因数提高问题;各类无心感应电炉的耐火材料、筑炉工艺、感应电炉循环水系统的设计;感应电炉的环境因素、电气电磁安全防护、环境保护问题等,内容浓缩了作者几十年的宝贵从业经验,对铸造工厂感应电炉熔炼设备的规划、选型、操作、维修和管理,提供非常实用的参考与借鉴,敬请关注。
1 概述
1.1 铜及铜合金
铜是人类最早使用的金属,公元前5000年的西安姜寨仰韶文化遗址曾出土一片状金属,成分为65%红铜(自然界存在的天然纯铜,因纯度较高,具有红色的金属光泽,故称“红铜”)、25%的锌。山东龙山文化遗址也发现一件铜锌合金物[1]。这说明,距今约7000年前,我国的陶工就在陶窑里开始了铜及铜合金熔炼、铸造的探索。到公元前16世纪,中国进入青铜时代,铜及其合金为中国社会的进步作出了不可磨灭的贡献。
铜既是一种最古老的金属,又是一种充满生机活力的现代工程材料。铜的一个重要特性就是易熔化,按照不同的用途,以铜为主体,依照一定比例添加其他金属元素后在很宽范围内形成许多种铜合金。
铜及铜合金分为两大类:①压力加工铜及铜合金。将经过熔炼的铜或铜合金铸造成锭,然后用轧制、挤压等压力加工方法,将锭坯加工成具有一定形状和尺寸的产品。②铸造铜及铜合金。这两大类铜及铜合金的生产过程都要进行合金材料配备、熔炼和铸造。由此可见,熔炼是铜及铜合金生产过程中极为重要的一个环节。
铜是自然界少数有颜色的金属之一。因其具有玫瑰红色,表面形成氧化膜后呈紫色故称之为紫铜。紫铜即工业纯铜,按精炼过程、杂质含量、氧含量的差异,其加工材可分为普通工业纯铜、无氧铜(如普通无氧铜、银、锆无氧铜和弥散无氧铜)、脱氧铜(如磷脱氧铜)、添加少量合金元素的特种铜(如锆铜、碲铜、硫铜、银铜)等。为改善材质和性能,工业纯铜有时也添加少量脱氧元素或其他元素,因此也将其归入铜合金,如铸造铜合金中的99铸造纯铜。按化学成分和用途不同,除了铸造纯铜,铸造铜合金又分为铸造白铜、铸造黄铜、铸造青铜这几个类别。
铸造白铜是以镍为主要添加元素的铜基合金,外表呈银白色,故名白铜。白铜中镍含量(质量分数)一般为25%,添加锰、铁、锌、铝等元素,三元以上的铜镍合金称为复杂白铜,包括铁白铜、锰白铜、锌白铜和铝白铜等。
铸造黄铜是铜与锌的合金。铜锌二元合金称作普通黄铜,在铜锌合金中加入铝、锰、硅、铅、铁、锡和镍等合金元素后形成特殊黄铜。特殊黄铜有三元、四元、五元甚至有六元黄铜。
在现代工业中,不算铸造纯铜,人们把铸造白铜、铸造黄铜之外的所有铜合金都划分到铸造青铜里,这是因为早期的铸造青铜仅指铜与锡的合金。近几十年来,随着越来越多种类的合金元素被采用,出现了一些不以锡、锌为主要添加元素的新型铜合金,人们把这类新型合金也称之为“青铜”。为了区分,把以锡为主要添加元素的铜合金称作锡青铜。锡青铜也分为二元和多元锡青铜。其他不以锡作为主要添加元素的青铜称作无锡青铜,如铝青铜、铅青铜、硅青铜等都属于无锡青铜。
目前,收入GB/T 1176—2013《铸造铜及铜合金》里的材料有36种,其中铸造纯铜1种,镍白铜2种,黄铜1种,铝黄铜5种,锰黄铜3种,铅黄铜2种,硅黄铜1种,锡青铜6种,铅青铜6种,铝青铜9种。
1.2 铜及铜合金的感应熔炼
铜及铜合金的熔炼炉分为燃料炉和电炉两大类。燃料炉所消耗的燃料有固体、液体、气体,型式分坩埚炉和火焰炉。电炉则分为电弧炉、电阻炉和感应电炉。电弧炉现已基本淘汰;电阻炉则因为铜及铜合金熔点较高也很少采用;目前,感应电炉在铜及铜合金熔炼炉中占了最大份额。感应电炉按有无铁心分为有心感应电炉和无心感应电炉。有心感应电炉即沟槽式感应电炉,多采用工频;无心感应电炉又称为坩埚式感应电炉。无心感应电炉按频率又分为工频、中频感应电炉。在感应电炉发展初期,铸造纯铜、铸造黄铜、铸造白铜中的普通白铜(铜镍二元合金)、铸造青铜中的锡青铜多采用工频有心感应电炉熔炼;铸造青铜中的无锡青铜(铝青铜、铬青铜等)、复杂白铜(多元合金)一般采用工频、中频无心感应电炉熔炼。
铜及铜合金熔炼炉的选型根据能源(燃料、电能)、合金的化学成分、工艺要求、铸件大小及生产率等确定。另外,还要符合国家相关政策、法规以及行业组织的铸造企业规范条件(即铸造行业准入条件)。
近年来,越来越多铸造工厂采用感应电炉、特别是中频无心感应电炉熔炼铜及铜合金㊀㊀ 国家工业和信息化部[2010]122号公告“部分工业行业淘汰落后生产工艺装备和产品指导目录”以及国家发改委2011年颁布的“产业结构调整指导目录”中都明确规定不得采用无心工频感应电炉,期限淘汰。2013年工业和信息化部印发了“铸造行业准入条件”,将无心工频感应电炉作为禁用设备。工业和信息化部2019年6月公告废止了这个准入条件,由直接管理转变为宏观指导,鼓励铸造行业组织发挥行业自治作用。中国铸造协会2019年9月发布了“铸造企业规范条件”(T/CFA 0310021—2019)团体标准,2020年1月起实施。该规范条件再次明确规定:企业不应使用明令淘汰的生产装备,如无心工频感应电炉等。,这除了相对燃料炉、电弧炉、电阻炉等其他炉种所不具有的优点外(参见第一讲第2部分),中频无心感应炉还具有下列特点。
1)炉料可以快速熔化、升温,高的功率密度使熔炼时间缩短,合金元素收得率高,氧化、吸气少。由于受到电磁搅拌的作用,熔液成分均匀,杂质可以充分上浮,可获得纯净的熔液。
2)感应熔炼电炉内的气氛属弱氧化性,这一气氛下熔液虽然易氧化,但可以大大减少危害性更大的氢的溶解度。铜及铜合金熔炼中,脱氧较易、脱氢困难,而氢是铸件产生气孔的主要原因。
3)能耗低。
4)炉料未熔化前,由于电磁感应自身产生的热将炉料表面水分蒸发、油污燃烧掉,因此可减少一道对炉料干燥、去污工序。
5)温度易调节、控制,可在熔炼过程中任何一个时间段保障工艺所需温度,操作简单。
6)便于更换合金牌号。
2 铜及铜合金的热物理参数
铜的元素符号为Cu,原子序数为29,占据IB的第1个位置,在IB副族中还有银(Ag)、金(Au)和 (Rg),由于原子结构上相近,所以铜与这几种贵金属在性能上有许多相似之处。铜元素的相对原子质量为63.546(见国际纯粹与应用化学联合会IUPAC颁布的2019年版元素周期表)。
2.1 密度
铜的理论密度20℃时为8.932g/cm3,1913年国际电化学协会确定工业铜的标准密度为8.89g/cm3,但近代统计分析认为8.91g/cm3更为精确[2]。
铜20℃时的密度为8.89g/cm3,但液态密度相关文献不大统一。参考文献[3]中:熔点时的固态密度为8.89g/cm3,过熔点时液态密度为8.53g/cm3,液态密度为7.99g/cm3。参考文献[4]中:固态铜在熔点时的密度为8.32g/cm3,液态密度为7.99g/cm3。我们按参考文献[5]、[6],铜的液态密度取8.30g/cm3。铜合金的液态密度一般都低于纯铜,确定炉子额定容量时,应按现场熔化各种牌号铜合金里液态密度最小的那种来设计。
铜及铜合金热物理参数见表1。
2.2 热值,固态、液态比热容,熔化潜热
铜的熔点为(1083.4±0.2)℃,沸点为2567℃。铜的热值较小,700℃时铜的热值为309.20kJ/kg,而达到同样温度,钢的热值为420.77kJ/kg,铸铁(wC=3.7%)的热值为421.61kJ/kg,铝的热值为1017.81kJ/kg。由此可知,熔炼铜及铜合金时,比起熔炼钢、铸铁、铝等消耗的热能要少。
表2为工业纯铜在不同温度时的热值。
工业纯铜的固态平均比热容为0.473kJ/(kg·℃)。液态平均比热容:熔点温度时的平均比热容为0.544kJ/(kg·℃);浇注温度时的平均比热容为0.559kJ/(kg·℃)。熔化潜热为175.85~209.34kJ/kg[5,6]。

表1 铜及铜合金热物理参数
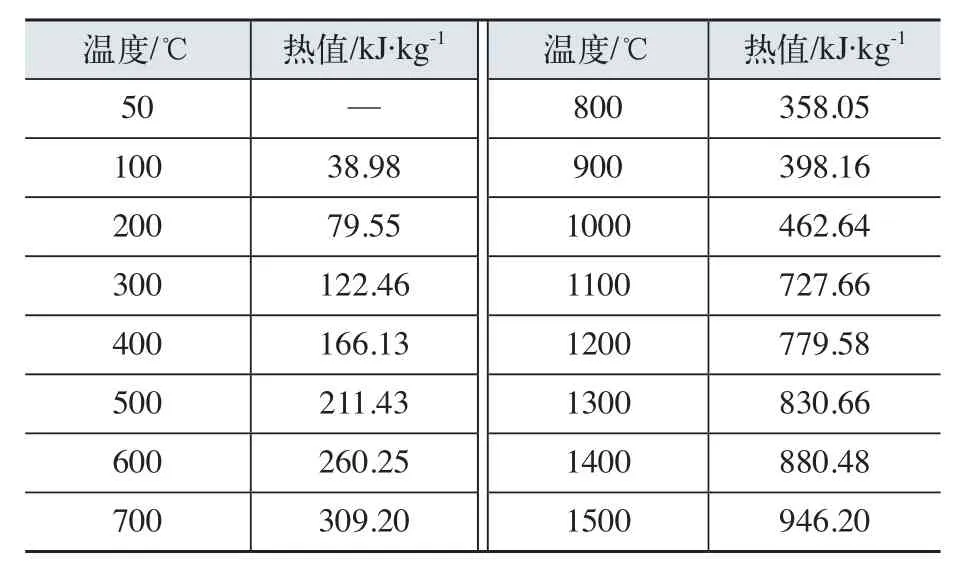
表2 工业纯铜在不同温度时的热值
表1中,“铜及铜合金热物理参数”是根据参考文献[5]、[6]中的数据,并用其他文献校核后整理出来的,在计算炉子额定功率时,如果需要熔炼包括工业纯铜在内的不同的合金,应选取熔化、浇注温度最高,以及固态或液态比热容、潜热最高的合金来计算。
2.3 电阻率、热导率、相对磁导率
工业纯铜在不同温度下的电阻率见表3。图1为工业纯铜在不同温度下的电阻率曲线。

表3 工业纯铜在不同温度下的电阻率
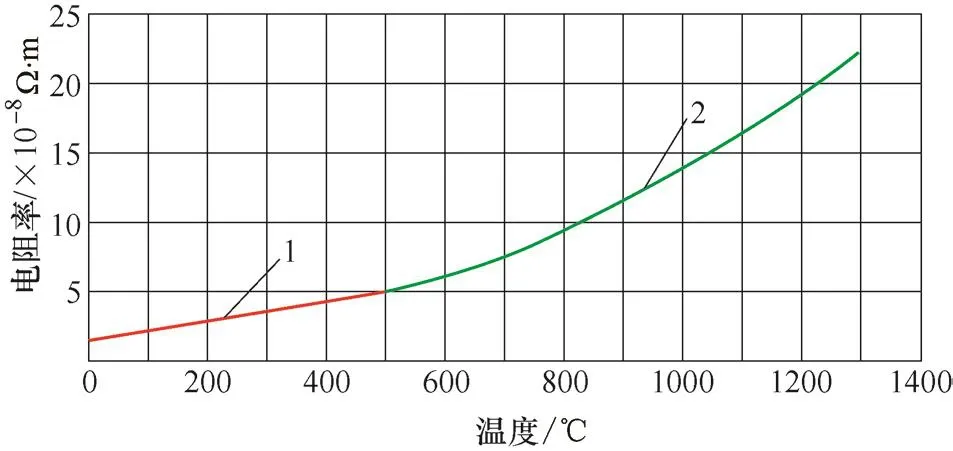
图1 工业纯铜在不同温度下的电阻率曲线
图1 中,曲线1取自参考文献[5]、[6],曲线2根据表3作出。将曲线2中500~1300℃的电阻率读出,得到表4。
铜及铜合金的各物理量在加热、熔化过程中都是变量。炉料的电阻率随温度的升高而增加,为简化计算往往将变量作常量化处理,取液态电阻率就可以。这样铜及铜合金的电阻率就是一个很重要的参数。不同牌号铜合金的液态电阻率存在较大的差异,若选取不当,会影响感应器参数计算的精度。在感应器参数计算时,工业纯铜的液态电阻率取21.0×10-8Ω·m,其他铜合金可参考表1,按铜合金的成分选取对应的液态电阻率值。
铜的热导率比任何其他金属都高。工业纯铜的热导率约为400W/(m·K),但在纯铜熔液中加入少量杂质元素或合金化元素后热导率会降低。
铜及铜合金为非磁性材料,其相对磁导率μr≈1。
3 铜及铜合金感应熔炼电炉的设计
在铜及铜合金感应熔炼电炉设计时,首先要明确被熔化炉料的材质,给用户提供的炉子不只是把炉料加热到工艺要求的温度就可以了,而是要给浇注工序提供合格的熔液。在大气中实现铜及铜合金熔炼,尤其是非黄铜合金的感应熔炼是比较困难的。许多铜合金在熔炼过程中吸气倾向强烈。熔炼铜合金时炉料吸收的气体主要有H2、O2、CO、CO2、SO2及水蒸汽等。这些气体不仅能使合金氧化(O2、CO2、水蒸汽等),而且能熔解在铜合金液中(如H2、水蒸汽等)。在各种气体中,H2对铸件造成的不利影响最大。吸气会导致浇注时熔液“冒涨”,使铸件产生组织疏松、气孔。这些气孔破坏了铸件材料的连续性,减少了铸件的有效承载截面,同时在气孔周围引起应力集中,使铸件力学性能降低。此外气孔对铸件的耐蚀性、耐热性也有不良影响。
一般把铜含量(质量分数)在96%~99.3%之间的合金称为高铜合金,国外一些文献(包括标准)中把以铜为基、添加少量合金元素,如钛(Ti)、铬(Cr)、铁(Fe)、锆(Zr)、铍(Be)、镝(Cd)、碲(Te)等的青铜合金也称为高铜合金。这些高铜合金在保持铜的基本性质的基础上,根据添加合金的元素及含量不同而赋予了合金各异的熔炼特质。青铜中应用更多的是铝青铜、锡青铜和铅青铜,它们的铜含量虽然比称为高铜合金的青铜要少,但它们与高铜合金都属于较难熔铸的合金,吸气倾向更为严重,易形成氧化夹杂等。白铜比高铜合金易吸收气体,而且熔液能同时吸收氧和氢。上述合金之外,就只剩下黄铜了。液态时黄铜中的锌有很高的蒸气压(锌的沸点只有907℃),锌的蒸发可防止合金吸气,并带走铜液中的气体,因此黄铜一般不易产生气孔。另外,锌本身就有良好脱氧作用,黄铜的熔化温度也低,铸造性能比非黄铜合金要好。因此,铜及铜合金感应熔炼电炉的设计,要立足于非黄铜的铜合金的特性加以考虑。非黄铜的铜合金能满足要求,黄铜合金一般就不会有问题了。

表4 根据图1曲线2数据补充后工业纯铜的电阻率
目前,国内各种铸造铜合金所占比例:铸造黄铜约占2/3,非黄铜的铸造铜合金只占1/3,其中铸造白铜和铸造青铜分别约占全部铜合金总产量的1/400、1/20,而铸造纯铜则占全部铜合金总产量的1/4。铜及铜合金感应熔炼电炉在设计前首先应搞清楚要熔炼的是哪种或哪几种牌号的铜合金。考虑到非黄铜类铜合金和铸造黄铜合金熔炼的区别,本讲的计算用非黄铜类铜合金且以其中占比最高的铸造纯铜作为具体示例。
铜合金牌号:ZCu99铸造纯铜(GB/T 1176—2013),杂质总和≤1.0%。
额定温度:指进行熔炼的炉料温度。本例,ZCu99熔化温度为1083℃,浇注温度为1225℃(见表1)。
额定容量:在正常工作条件下炉子容纳液态炉料的质量。本例,额定容量为1t。
熔化率:本例,45min熔炼1炉(1t),熔化率1.333t/h。
3.1 额定容量和炉子的几何尺寸
(1)炉子额定容量 铜及铜合金感应熔炼电炉额定容量确定方法,可参照第二讲第1部分的相关内容。
(2)炉子的几何尺寸
1)铜及铜合金液态有效容积VG。

式中VG——铜及铜合金液态容积(m3);
GL——炉子额定容量(kg)。本例,GL=1000kg;
γy——铜及铜合金液态密度(kg/m3)。
绝大多数铜合金的液态密度都低于铸造纯铜,如果熔炼的铜合金有多种,则选择液态密度最低的合金来计算炉子的有效容积。本例,熔炼铸造纯铜,取纯铜液态密度8300kg/m3来计算炉子的有效容积,则
2)液态炉料平均直径D2和高度H2。
液态炉料平均直径D2的计算式为

式中D2——液态炉料平均直径(m);
Y——液态炉料高度H2与平均直径D2之比,即Y=H2/D2。
由于炉料壁不等径,上薄下厚,有1°左右的锥度,因此D2是液态炉料液面最大直径与熔池底部最小直径的算术平均值。
由于是在大气条件下熔炼,考虑到熔液中的氢等气体容易逸出,非黄铜类铜合金尤其是青铜、白铜类合金的Y值一般取1,即H2=D2。黄铜类合金的Y值,可按铸铁和钢熔炼炉Y值选取(参见第三讲表1)。但由于包括黄铜类合金的铜合金的液态电阻率与感应器线圈铜管的电阻率接近,故电效率偏低。为了保证感应器的总效率,应尽可能地减少炉子的热损耗以提升炉子的热效率。炉子的热损主要包括熔池壁、炉底及炉盖的热损,因此减少这三部分的表面积是减少热损的一个途径。炉子容积相同,液态炉料高度H2与熔池直径D2相等,则炉型的熔池壁、炉底、炉盖三者总的表面积最小。因此,即使是黄铜合金,取H2=D2,对降低热损、提高感应加热的总效率来说也是有意义的。

则H2=D2=0.535m
由D2=0.535m、GL=1000kg、γy=8300kg/m3,用公式计算H2=0.536m。
3)熔池高度H3。
首先,确定新筑炉熔池的容积VGN:

式中VG——炉料的液态容积(m3);
KH——炉子允许超装量为额定质量的10%,
KH=1.1;
Kf——液面与炉子顶部的距离系数,一般
Kf=1.05~1.15。
铸造纯铜和部分高铜合金、白铜等属于还原性熔炼气氛,在液面覆盖固体碳质材料(木炭等介质)。Kf值取上限;青铜类(铝青铜、硅青铜、铍青铜等)属于微氧化性熔炼的合金,即敞开性熔炼,在熔炼过程中液面形成氧化膜,可取Kf值下限。本例,Kf=1.125,则
VGN=VGKHKf=0.120×1.1×1.125=0.149(m3)
其次,根据熔池容积VGN求熔池高度H3:
式中H20——新筑炉最大装载量1100kg时的液态炉料高度(m),本例,H20=0.590m。
最大装载量时:H0=H3-H20=0.663-0.590=0.073(m)
额定容量时:H0=H3-H2=0.663-0.536=0.127(m)。
4)感应器线圈的几何尺寸。
首先,感应器线圈内径D1的确定:

式中D1——感应器线圈内径(m);
Δg——炉衬平均壁厚(m)。
炉衬平均壁厚Δg按表5选择。
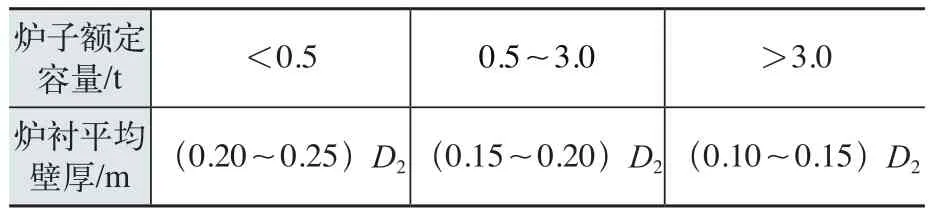
表5 炉衬平均壁厚Δg选择
本例,Δg=0.16×0.535=0.086(m)
经数值修约,Δg=0.085m,则
D1=D2+2Δg=0.535+2×0.085=0.705(m)
其次,感应器线圈高度H1的确定:

式中H1——感应器线圈高度(m)。
本例,式(7)中系数取1.05,得
H1=1.05H2=1.05×0.536=0.563(m)
将H1的尾数以5为修约间隔,进行数值修约后H1=0.565m。
铜及铜合金感应熔炼电炉线圈顶部位置要略低于液态炉料的液面。主要是考虑电磁搅拌的运动轨迹不通过熔池的液面。铜及铜合金,尤其是某些青铜类合金在熔炼过程中生成的各类氧化物的密度一般都小于液态炉料的密度,这些氧化物和其他杂质在电磁搅拌的作用下上浮。如果感应器线圈顶部高于液态炉料液面,即使是频率选择合适,也会使熔池顶部电磁搅拌加剧,表层漂浮的氧化物和杂质构成的氧化膜被搅动的熔液击碎,细碎的氧化物屑和杂质等就会与液态炉料混在一起,从而变成有害的夹杂物。
由于熔池底部的熔液流速很低,易形成“死角”,熔炼过程中生成的某些密度高于液态炉料的氧化物和杂质在“死角”附近沉积。线圈底部低于熔池底部,使熔池底部的电磁搅拌增加,促进杂质上浮,熔液温度均匀,也有利于气体(氢等)逸出,还可使线圈下部的磁力线方向发生改变,有效减少熔液对炉衬底部耐火层的冲刷,提高炉衬使用寿命。为了避免出现电磁搅拌的“死角”,同时为减少熔池下部所受液态金属静压力的影响,筑炉时可将熔池底部制成半球形。
3.2 功率与频率
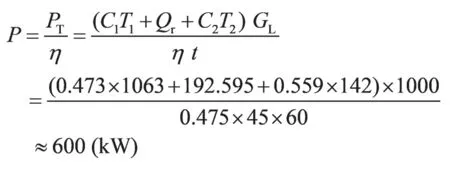
(1)功率的选择 铜及铜合金感应熔炼电炉额定功率P按下式计算:

式中P——炉子额定功率(kW);
PT——铜及铜合金炉料加热、熔化的平均有功功率(kW);
GL——炉子额定容量(kg);
t——加热时间(s),本例,t=45min;
η——感应器的总效率。它是ηu(电效率)、ηt(热效率)的乘积,取0.435~0.566。大容量、高功率密度取上限,反之取下限。黄铜类合金取上限,非黄铜类合金取下限;
C1——炉料的固态平均比热[kJ/(kg·℃)];
C2——炉料的液态平均比热[kJ/(kg·℃)];
Qr——炉料的熔化潜热(kJ/kg);
T1——熔化温度与初始温度之差(℃);
T2——浇注温度与熔化温度之差(℃)。
本例,η取0.475;C1=0.473kJ/(kg·℃);C2=0.559kJ/(kg·℃);Qr=175.85~209.34kJ/kg,取平均值Qr=192.595kJ/kg;熔化温度为1083℃,T1=1083-20=1063(℃);浇注温度为1225℃,T2=1225-1083=142(℃)。
将已知各参数值代入式(8),得
计算功率时,黄铜类合金的热物理参数C1、C2、Qr可通过查找相关资料得到,或由铸造工厂提供。非黄铜类的铜合金、纯铜及高铜合金(包括部分青铜合金)按表1铸造纯铜的参数得出的功率值误差不大。但各类铜合金的熔化温度与过热温度差别较大,这个数据铸造工厂一般都可以提供,可按该工厂生产铜合金中熔化温度与过热温度的最高温度值来计算功率。相关文献中有时只提供炉料的浇注温度,在无法获得过热温度的情况下,也可用浇注温度的数据代替。
本例,额定功率为600kW、通电时间45min就可以将1000kg纯铜升温到过热温度。
根据笔者的工作经验,在熔炼铜及铜合金等有色金属时,在为用户配备变频电源时,往往按1.25倍过载设计。本例,按750kW选整流及逆变半导体元件,以保证在熔炼期间尤其是后期将铜及铜合金熔液快速升温,以减少炉料吸气、氧化。
(2)频率的选择
1)查图确定频率。感应熔炼电炉的炉料加热没有心表温差的限制,根据电磁场理论,只要D2/(Δ2)≥7,感应器的电效率便达到极限值。Δ2为铜及铜合金液态时的电流透入深度。由于铜及其合金液态电阻率很小,因此,频率的下限非常低。对于铸造黄铜合金可以按第二讲图2美国应达公司亨利·罗文“无心感应电炉频率选择图”、第二讲图3德国ABP感应系统公司欧文·德约茨“无心感应电炉频率选择图”来选择。但非黄铜铸造铜合金则应按熔炼时熔液的“驼峰”高度来确定频率。
2)按照铜及铜合金熔炼时炉子的“驼峰”高度确定频率。熔炼铜合金时多采用覆盖剂(如熔炼新料、高铜合金时),但有时则不用,比如熔炼回炉料时。因为溶池表面有不溶于铜液、在不同程度上起到防氧化作用的氧化膜。铝青铜、硅青铜、铍青铜等在大气下熔炼过程中,熔池表面分别由Al2O3、SiO2、BeO等为主要成分生成致密的氧化膜,可以不用其他介质保护。工业纯铜及高铜合金熔液表面最终生成的氧化亚铜(Cu2O)膜,也有一定的防氧化作用。铜及铜合金这层氧化膜隔绝了大气与铜液的接触,可减少铜液氧化,阻滞铜液吸气。
铜及铜合金在感应熔炼过程中,熔液受电磁力的作用,熔池中心的液态炉料表面向上隆起形成“驼峰”。电磁搅拌强度的大小,工程上由“驼峰”高度与熔池平均直径之比来表征。“驼峰”高度与炉料的液态平均电阻率、液态密度、熔池平均直径和液态炉料高度、感应器线圈有功功率、线圈与液态炉料相对位置及频率等诸多因素有关。当炉料、炉子尺寸、感应器有功功率及线圈与液态炉料相对位置确定以后,频率就是决定“驼峰”高度以及电磁搅拌强度的唯一因素。
铜及铜合金感应熔炼电炉“驼峰”高度h'与炉料液面夹角α如图2所示。
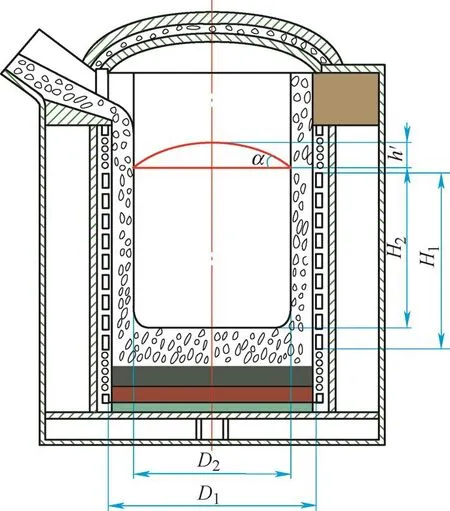
图2 铜及铜合金感应熔炼电炉“驼峰”高度h'与炉料液面夹角α示意
“驼峰”高度h'用式(9)估算:

式中h'——“驼峰”高度(m);
α——“驼峰”高度与炉料液面夹角(°)。根据经验,α一般取8°~14°,对铝青铜、硅青铜类合金,α取下限。本例,取α=12.5°;
R2——熔池平均半径(m)。本例,R2=D2/2=0.535/2=0.268(m)。
h'=tg12.5°×R2=0.222×0.268=0.059(m)
将尾数以5为修约间隔进行数值修约,取h'=0.06m。
已知预期的“驼峰”高度h',求频率,可用式(10)计算:
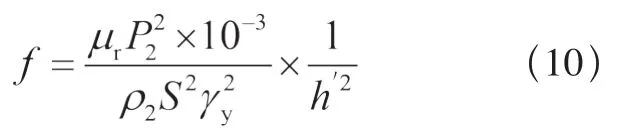
式中h'——“驼峰”高度(m);
f——频率(Hz);
P2——消耗于铜及铜合金炉料的有功功率(kW);
μr——铜及铜合金的相对磁导率,μr≈1;
ρ2——铜及铜合金液态电阻率(Ω·m);
S——被感应器包围的炉料表面积(m2);
γy——液态密度。工业纯铜及高铜合金的液态密度γy=8300kg/m3。
式(10)中,有功功率P2等于额定功率P与感应器电效率ηu的乘积。额定功率P是已知的,在感应器参数没有计算之前,感应器的电效率ηu是未知的,工业纯铜、高铜合金等的电效率ηu一般在0.5~0.575之间。随着合金液态电阻率升高,电效率ηu也相应升到0.575~0.675。本例为工业纯铜,ηu按0.54估算,P2=Pηu=600×0.54=325(kW)。实际计算出来的电效率ηu只要在0.5~0.675之间,可不必重新修改频率。
本例,工业纯铜及高铜合金的液态电阻率取21×10-8Ω·m(见表1)。
炉料表面积S=πD2H2。本例,D2=0.535m,液态炉料高度H2=0.536m,则S=πD2H2=π×0.535×0.536=0.901(m2)。
将已知各参数值代入式(10),得
本例,额定容量1t的铸造纯铜感应熔炼电炉,额定功率600kW、实取频率2500Hz时,“驼峰”高度为0.06m,铜及铜合金的电磁搅拌强度h'/D2值为0.112,恰好在第二讲表3推荐的0.07~0.125范围内。
3.3 熔化率和单位电耗
炉子的生产率与熔化率是两个不同的概念。电炉生产厂家在与用户签订合同时,不可把这两个概念并为一谈。炉子的生产率是指加热熔化和升温(或单独升温)到其最终温度的炉料质量与工艺持续时间之比,也就是生产周期(从加料、通电加热到熔化、升温结束后出料)内所熔炼的炉料质量与生产周期时间之比。生产率反映的是炉子正常状态并已处于热稳态下的生产能力,不包括生产过程中可能出现的影响生产能力的其他因素。考核熔化率应把工艺持续时间中装料、加料、保温、浇注等时间去掉。
单位电耗是指生产单位质量的液态金属所消耗的电能,单位常用kW·h/t。我国将单位电耗规定为炉子的能耗考核参数。单位电耗包括炉子供电主电路输入端计的电耗和电炉机电附属设备电耗的总和。也就是说,感应电炉的电耗不是只考虑炉子自身或包括变频电源的电耗。而炉子烘炉、升温、浇注、“洗炉”的电耗,运行过程中因待料、故障、停电造成的额外电耗、或因废品对电耗的影响等,这些电耗不应算在单位电耗内。
GB/T 30839.1—2014规定要将炉子机电附属设备的电耗算到单位电耗之内。实际上这部分电耗的计量比较繁琐,现场检测很难齐备,而且也未必能获得准确的结果。为方便,我们用式(8)计算出功率,然后根据熔化率计算出单位电耗。

式中e——单位电耗(kW·h/t);
Pw——按国家相关标准规定的试验方法,熔化一定容量炉料时主电路额定功率(kW);
g——熔化率(t/h)。
根据GB/T 10067.31—2013规定,主电路额定功率值应是变频电源运行在额定功率时于整流变压器的网侧测量。PW与炉子的额定功率P之间相差了变频电源自身损耗功率、整流变压器以及工频回路的损耗功率。但由于上述损耗相比炉子的额定功率较小,为方便计算,近似以P计算值作为PW值进行单位电耗e的计算。
采用式(8),不同的总效率就可以计算出不同的功率,然后根据式(11)就可以计算出不同等级指标的单位电耗。
GB/T 30839.31—2014《工业电热装置能耗分等 第31部分:中频无心感应炉》中,铜及铜合金中频无心感应熔炼电炉的单位电耗分等,按工业纯铜(1200℃)和铸造黄铜(1000℃)分别规定。额定容量从1~60t,每一种规格(额定容量)分为一等、二等、三等。以工业纯铜为例,1t工业纯铜无心感应熔炼电炉的一等、二等、三等单位电耗分别为435~465kW·h/t、465~495kW·h/t、495~555kW·h/t。根据炉子的已知条件和国标规定的单位电耗值,根据式(8)、式(11)可计算出一等、二等、三等的总效率η分别为0.462~0.495、0.435~0.462、0.387~0.435。
电炉容量、同一容量功率密度、熔炼的铜及铜合金牌号不同,总效率也不同。铜及铜合金感应熔炼电炉额定容量在1~60t时,总效率η也有很大差别。仍以工业纯铜为例,当炉子额定容量为60t时,GB/T 30839.31—2014规定的一等、二等、三等单位电耗分别为380~410kW·h/t、410~440kW·h/t、440~500kW·h/t。设熔化率为20.296t/h、熔液浇注温度为1225℃时,对应的总效率η分别为0.525~0.566、0.489~0.525、0.430~0.489。
同等规格、额定容量铸造黄铜的单位能耗比工业纯铜要低115~125kW·h/t。1~60t黄铜(1000℃)的单位电耗可查阅GB/T 30839.31-2014规定,根据单位电耗可换算出一等、二等、三等的总效率来。
引入总效率η的目的是为了方便计算功率、熔化率和单位电耗,电炉生产厂家通过在现场按国标规定的试验方法实测出单位电耗和熔化率,用实测数据加以整理,可制定出不同功率密度、不同容量炉子的单位电耗和熔化率范围,再根据单位电耗和熔化率数据推导出总效率η值的范围。已知不同规格炉子的η值,运用式(8)、式(11)计算出单位电耗和熔化率,再用现场实测数据加以调整。
炉子单位能耗还可以分为特等、一等、二等、三等。达不到三等属于等外,三等为合格水平,一等为国内先进水平,二等介于一等、三等之间的水平,特等达到国际先进水平。
GB/T 10066.3—2014/IEC 62076:2006(IDT)、GB/T 10066.31—2013规定了单位电耗、熔化率的测试方法(参见第二讲相关内容)。
4 铜及铜合金感应熔炼电炉感应器参数计算举例
4.1 已知条件
1)额定功率:变频电源输出的额定功率。本例,额定功率为600kW。功率按过载1.25倍设计,最高可输出功率750kW。变频电源的进线电压6相660V。
2)额定频率:变频电源输出的标称频率。本例,额定频率为2500Hz。
3)额定电压:指的是炉子的额定工作电压,是炉子设计时规定并在铭牌上标出的,由炉子感应器线圈和补偿电热电容器组构成的振荡回路中的感应器线圈两端的电压,也称中频电压。本例,炉子的额定电压为1060V,“倍压”接法为2120V。
4.2 感应器尺寸的确定
(1)感应器尺寸 将感应器尺寸数据整理得:感应器线圈内径D1=0.705m;熔池平均内径(液态炉料平均直径)D2=0.535m;感应器线圈高度H1=0.565m;液态炉料高度H2=0.536m。
(2)计算直径 由于电流透入深度的影响,感应器参数计算时的线圈内径及液态炉料直径并非几何尺寸的D1、D2,而是D1´、D2´,称作“计算直径”。

式中 D1´——感应器线圈计算直径(m)。本例,D1=0.705m;
D2´——液态炉料计算直径(m)。本例,D2=0.535m;
Δ1——液态炉料侧感应器线圈铜管的电流透入深度(m);
Δ2——液态炉料电流透入深度(m)。
式中 ρ1——室温至80℃时电工铜的平均电阻率(Ω·m), ρ1=2×10-8Ω·m;
μr——铜管的相对磁导率,μr≈1;
f ——额定频率,即变频电源的标称频率(Hz)。本例,f=2500Hz。
将已知各参数值代入式(14),得
式中 ρ2——炉料液态电阻率(Ω·m),铜及铜合金液态电阻率ρ2=21×10-8Ω·m;
μr——炉料相对磁导率,μr≈1;
f ——额定频率,即变频电源的标称频率(Hz)。本例,f=2500Hz。
将已知各参数值代入式(15),得

则 D2´=D2-Δ2=0.535-0.00461=0.530(m)
如果不是用D1´、D2´,而是用D1、D2计算铸铁、钢熔炼炉感应器线圈匝数,会引起较大误差(线圈匝数会偏多)。只有在较高频率时,由于Δ1、Δ2值在工程上可以忽略不计,故D1≈D1´、D2≈D2´。工业纯铜的液态电阻率较小,在频率较高时用D1、D2取代D1´、D2´计算匝数虽与电磁场理论不合,但误差并不大。但某些铸造黄铜类合金或青铜、白铜类合金的液态电阻率要高出工业纯铜的数倍(见表1),用D1、D2来计算感应器线圈参数就会使计算出来的线圈匝数有一定误差。
4.3 感应器参数计算
(1)铜及铜合金炉料贝塞尔函数的自变数

式中 m2——铜及铜合金炉料贝塞尔函数自变数。

(2)铜及铜合金炉料的电阻r2与电抗X2m
式中 r2——炉料电阻(Ω);
ρ2——炉料液态平均电阻率(Ω·m);
m2——贝塞尔函数的自变数;
H2——液态炉料高度(m);
A——计算系数,A=f(m2)。

式中 x2m——炉料电抗(Ω);
r2——炉料电阻(Ω);
A、B——计算系数,A=f(m2)、B=f(m2)。
根据电磁场理论,当m2>15时,计算系数A=B
本例,m2=81.294,得
(3)电抗x0

式中 x0——磁通克服感应器外部空间所需的磁动势分量的电抗(Ω );
x10——无限长感应器中H1段的电抗(Ω);
k1——计算电感系数用的修正系数;
H1——感应器线圈高度(m);
H2——液态炉料高度(m)。

式中 ω——角频率(rad/s),ω=2πf;
μ0——真空磁导率,μ0=4π×10-7(H/m);
S1——感应器线圈有效截面积(m2),S1=
本讲感应器参数设计举例的计算由王海燕(QQ:980744189)完成。
H1——感应器线圈高度(m)。
计算电感系数用的修正系数k1,可通过表6[11]或第三讲的图1查得。

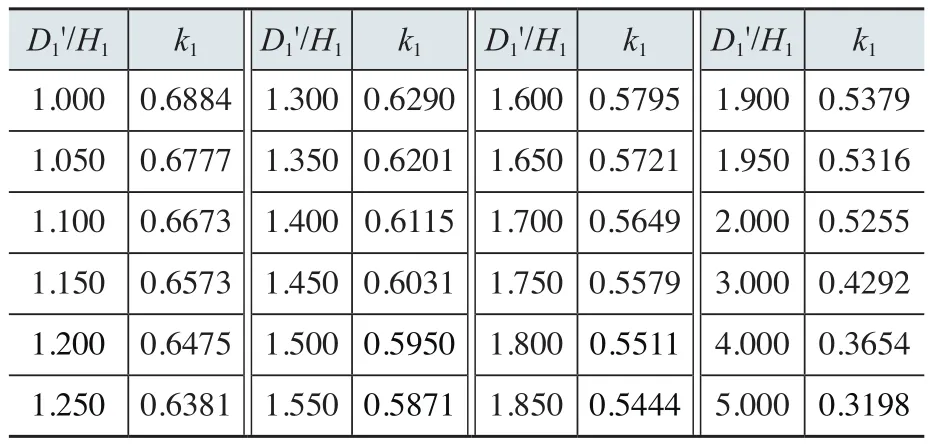
表6 计算圆形断面螺旋线圈电感的修正系数
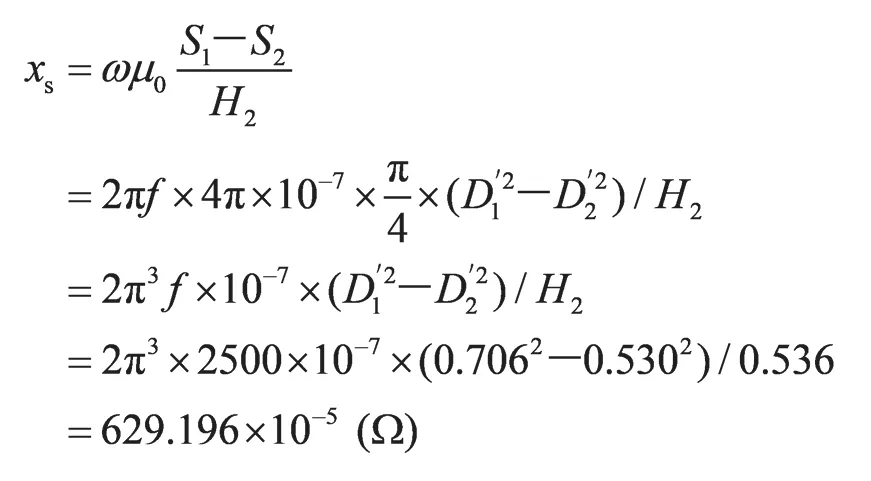
(4)感应器漏电抗xs
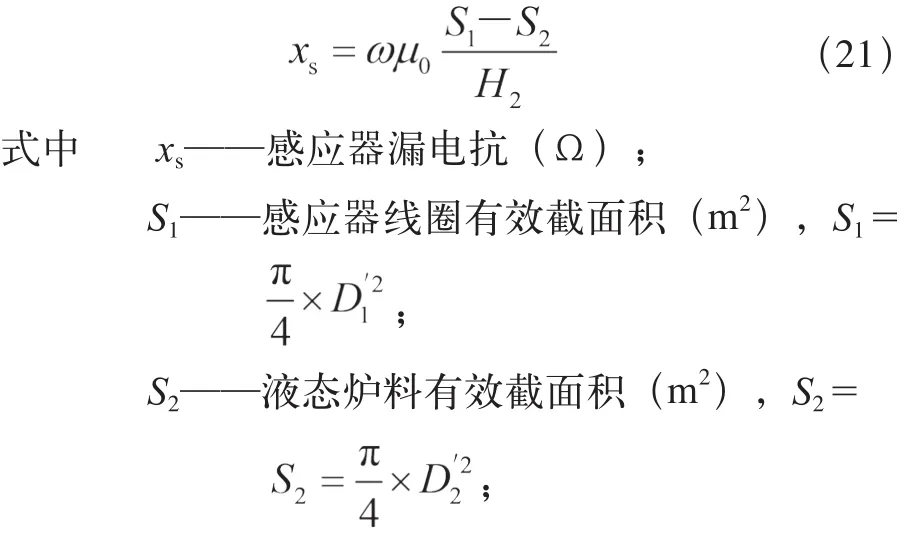
ω——角频率(rad/s),ω=2πf;
μ0——真空磁导率,μ0=4π×10-7(H/m);
H2——液态炉料高度(m)。
将已知的各参数值代入式(21),得
(5)炉料的换算系数c

式中c——炉料换算系数;
r2——炉料的电阻(Ω);
x0——磁通克服感应器外部空间所需的磁动势分量的电抗(Ω);
xs——感应器漏电抗(Ω);x2m——炉料电抗(Ω)。
将已知的各参数值代入式(22),得
(6)液态炉料的换算电阻r2'

将已知参数值代入式(23),得

(7)液态炉料的换算电抗x2'

式中x2'——液态炉料的换算电抗(Ω);
c——炉料的换算系数;
xs——感应器漏电抗(Ω);x2m——炉料电抗(Ω);r2——炉料电阻(Ω);x0——磁通克服感应器外部空间所需的磁动势分量的电抗(Ω)。
将求得各参数值代入式(24),得
(8)感应器线圈铜管的电阻r1与电抗x1m

式中r1——感应器线圈铜管的电阻(Ω);
kr——电阻修正系数;
ρ1——室温至80℃时电工铜的平均电阻率(Ω·m);
H1——感应器线圈高度(m);
δ1——感应器线圈炉料侧铜管壁厚(m);
g——感应器线圈匝间填充系数。

式中 x1m——感应器线圈铜管的电抗(Ω);
r1——感应器线圈铜管的电阻(Ω);
kx——电抗修正系数;
kr——电阻修正系数。

取δ1=0.0025m。
感应器线圈匝间填充系数g的计算式为

式中 g——感应器线圈填充系数,一般可取0.762;
b1——单匝铜管轴向宽度(m);c1——匝间距(m)。
电阻、抗修正系数kr、kx按第三讲图2中曲线函数选取。
(9)感应器的等效电阻r、电抗x和阻抗z
将已知各参数值代入式(30)、式(31)、式(32),得
r =r1+ r2' =6.800×10-5+8.492×10-5=15.292×10-5(Ω)
x =x1m+ x2'=6.800×10-5+498.367×10-5=505.167×10-5(Ω)

(10)感应器的电效率ηu

将已知各参数值代入式(33),得
(11)平均有功功率P2

将已知各参数值代入式(34),得
P2=ηuP =0.555×600=333.0(kW)
(12)感应器的功率因数cosφ

将已知各参数值代入式(35),得
(13)感应器内的电流Iu'

将已知各参数值代入式(36),得

(14)感应器线圈匝间电压Uu'

式中 Uu'——单匝感应器—炉料系统的电压,即线圈匝间电压(V)。
将已知各参数值代入式(37),得

(15)感应器的匝数ω'

式中 Ua——变频电源考虑到线路压降的输出电压(V)。本例,取Ua=2×1050V(并联谐振“倍压”电路)。
ω'=Ua/Uu'=2×1060/316.480=6.699(匝)
多数情况下,计算出来的匝数ω'不会恰好是整数,可按“四舍五入”法则取整。
本例取整后ω'=7匝。感应器匝数为7匝时,感应器两端电压316.480×7=2215V。此电压参数可提供给现场调试人员参考。
(16)感应器线圈铜管外截面宽度b和高度a的确定:

式中 b——感应器线圈铜管外截面宽度(m)。
不少人习惯将b称之为“平面”,也就是与感应器线圈高度H1平行的面。
将已知各参数值代入式(39),得

为减少铜管规格种类,将尾数以5为修约间隔进行数值修约,取b=0.055m。
铜管外截面高度a有人习惯称之“立面”,也就是与感应器线圈高H1垂直的面。它的确定有两种方法:一是先设定水路支数再定高度;二是根据铜管生产厂家现有铜管外截面宽度、高度来确定水路支数。本例,已知铜管外截面的宽度为0.055m,高度取0.035m,铜管壁厚已知0.0025m,根据第三讲式(28)、式(29)、式(30)确定的水路支数:2条水路即可。
(17)补偿电热电容器容量Qc
1)品质因数:
Qc1=PQ=600×33.050=19830(kVar)(41)
2)变频电源频率为2500Hz,选用的晶闸管逆变触发超前角φ=38°,则
tgφ=tg38°=0.781
Qc2=Ptgφ=600×0.781=468.6(kVar)
3)补偿电容器容量Qc:
Qc=Qc1+Qc2=19830+468.6=20298.6(kVar)
4)补偿到cosφ=1时电热电容器台数:

式中 N——电热电容器数量(台);
Qc——补偿电热电容器总容量(kVar);
Ce——电热电容器额定容量(kVar)。本例,Ce=2000kVar;
Uc——电热电容器额定电压(V)。本例,Uc=1200V;
Ut——电热电容器实际运行时的端电压(V),一般可按Ut=1100V。
若选用RFM1.2-2000-2.5S电热电容器,则
5 铜及铜合金感应熔炼电炉的耐火材料
铜及铜合金在熔炼过程中对炉衬的损毁比较严重,液态炉料熔炼过程中生成的氧化物或熔渣沿着炉衬裂纹或气孔渗透到耐火层内部时,熔液的还原反应或生成低熔点物质,致使耐火层遭到侵蚀、龟裂、剥落;与耐火层材料发生氧化反应,体积膨胀,造成炉衬耐火层塌落。铜及铜合金熔液良好的流动性加剧了对耐火层的冲刷。以铸造纯铜为例,纯铜的氧化物——氧化亚铜(Cu2O)体积比纯铜增大0.64倍、氧化铜(CuO)体积比纯铜增大0.75倍。在一定温度条件下,纯铜的氧化物与耐火层某些氧化物发生反应而生成液相。例如,CuO与Al2O3的液相点为840℃,与SiO2的液相点为1060℃,这种低熔点物的产生会对耐火层产生熔蚀。纯铜的过热温度较高,其流动渗透性使熔液渗透到耐火层中,经过反复冷热体积胀缩,使炉衬耐火层破损。
5.1 铜及铜合金耐火材料的选择
选用耐火材料时,了解耐火材料与铜及铜合金和它们的氧化物之间会发生什么反应是非常重要的。应该根据铜及其合金的种类及炉型来选择合适的耐火材料。
工业纯铜可选用酸性耐火材料或中性耐火材料。酸性耐火材料中SiO2含量大于98.5%、Fe2O3含量小于0.5%、Al2O3含量小于0.23%、水分应小于0.5%(水分大于0.5%时,使用前应进行烘烤干燥)。硅砂由粗到细多种规格按不同比例混合:粒度2.36~3.35mm(8~6目)24%~26%、0.83~1.70mm(20~10目)14%~16%、0.38~0.83mm(40~20目)24%~26%、0.109~0.212mm(140~70目)14%~16%、0.075~0.150mm(200~100目)19%~21%。硅砂的熔点为1713℃,为使硅砂易于烧结,需加入助熔剂以降低其熔点。助熔剂选用工业硼酸,粒度过0.5mm筛网,B2O3含量>98%,工业硼酸加入量占硅砂加入量的2.5%~3.0%。
铸造黄铜、部分铸造青铜(如铝青铜、锡青铜等)也都采用酸性耐火材料。
酸性耐火材料虽然价格低廉,但易粘铜渣,其热稳定性较差。一般较大容量熔炼铜及铜合金感应电炉的炉衬多采用中性耐火材料。
中性耐火材料与铜合金中的Al、Ni、Mn等均不发生反应,较少有粘渣现象,抗铜液浸蚀,是铜及铜合金耐火炉衬的优选材料。但国内铸造工厂熔炼纯铜、黄铜和部分青铜还是多采用酸性耐火材料,除了价格相对低廉外,易烧结(烧结温度低)也是一个重要原因。
铜镍合金也是既可以采用酸性也可以采用中性耐火材料。铸造白铜和铸造青铜中的铬青铜、铁青铜等,不能采用酸性耐火材料,而必须选用中性耐火材料[8-10]。
5.2 铜及铜合金的坩埚模
筑炉时,由于采用模板材质不同,烘炉坩埚的预热和烧结工艺也不同,铜及铜合金筑炉,一般采用纯铜坩埚模作为筑炉胎具,也称“消失模”。纯铜坩埚模胎具,用6~8mm厚的纯铜板卷制。
采用铜质坩埚模筑炉,可将铜原料直接向炉内加料并加热,按耐火材料工厂提供的工艺曲线烘炉。烘炉后期铜坩埚模将被熔化。
5.3 熔化不同种类的铜合金炉衬调用问题
铜及铜合金铸造工厂、特别是中小型工厂,会经常变更所熔炼合金的品种。因为没有一种耐火材料能适用各种不同的合金,故不同种类的合金应使用不同的耐火材料炉衬,以免人为地由炉衬材料混入杂质。但在一定范围内炉衬还是可以相互调用,见表7。
从表(7)可以看出,锡青铜和硅黄铜炉衬是不可以与任何一类合金共用,选用和准备炉衬时务必慎重。
有资料介绍,在炉衬热工作面用喷枪喷涂不同耐火材料的工作层,以适用于不同材质的合金。喷涂可以在炉衬冷态或热态下进行,耐火涂料层可根据合金材质的不同而变动,这种方法对不同容量的炉子都能适用[11,12]。
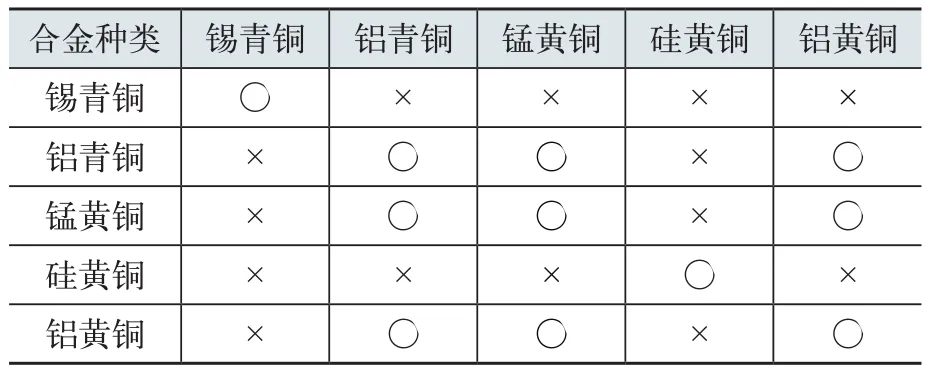
表7 不同种类铜合金炉衬相互调用
