浅谈汽车线束端子压接工艺
2020-08-13奚雷康
奚雷康

摘 要:随着汽车行业的高速发展和市场的扩大,汽车电器系统也日益强盛起来,各种不同特性的汽车电器不断涌现,对汽车线束的电器性能要求越来越高,而端子压接工艺是整车线束加工极其关键工序。所以正确、快速的掌握端子压接标准要求,才能保障制造出高品质线束,才能更好的保证汽车电器系统的正常运行。
关键词:汽车电线束;端子;压接工艺;端子剖面
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)14-129-03
Abstract: With the rapid development of the automotive industry and the expansion of the market, automotive electrical systems are becoming stronger and stronger. Various types of automotive electrical appliances are constantly emerging, and the performance requirements of automotive wiring harnesses are becoming higher and higher. The terminal crimping process is a complete vehicle. Harness processing is extremely critical. Therefore, it is necessary to correctly and quickly grasp the terminal crimping standard requirements to ensure the manufacture of high-quality wire harnesses and to better ensure the normal operation of automotive electrical systems.
Keywords: Car wiring harness; Terminal; Crimping process; Terminal profile
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)14-129-03
引言
汽車线束是对汽车进行电信号控制的载体。汽车线束是汽车电路的网路主体,没有线束就不存在汽车电路。目前市场上所有的汽车上线束组成形式基本是一样的,都是由导线、插接器、传感器及其他电器件组成,而汽车电信号传递主要节点就是端子压接,端子压接工艺好与坏,直接影响整车线束信号传递质量。
1 导线与端子压接
1.1 压接的概念
压接是汽车线束生产过程中非常重要的工序;
压接是一种有效而可靠的导通连接方案;
压接是将原材料(端子、导线和防水堵)加工成线束的重要工序;
压接是决定端子和导线连接的电气和机械性能的重要工序。
1.2 压接的原理
端子压接是指通过外力使导线和端子接触面强力结合,工艺上是通过压接模具的上、下钳口依靠压接机的机械外力来实现加工,使端子正确、有效的进行弯曲的过程。
2 导线剥头
2.1 导线剥头长度
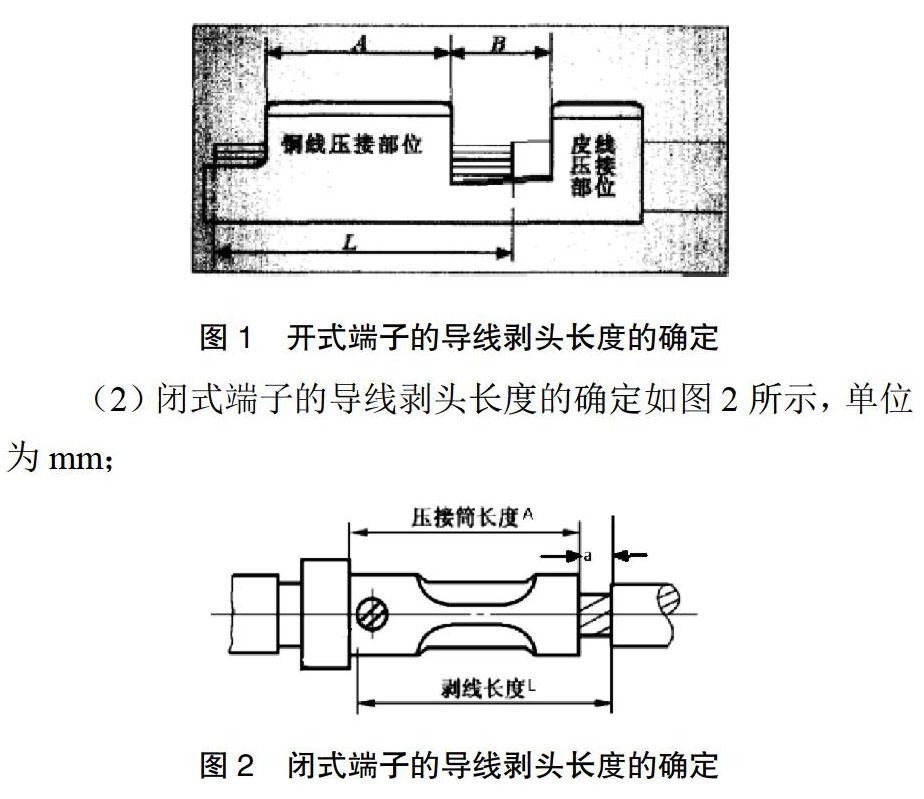
(1)开式端子的导线剥头长度的确定如图1所示,单位为mm;
非防水型端子剥头长度L=A+B/2+(0.2~1.0mm)
防水型端子剥头长度L=A+B/3+(0.2~1.0mm)
(2)闭式端子的导线剥头长度的确定如图2所示,单位为mm;
端子剥头长度L=A+a,(0≤a≤1mm,适配导线范围最大1mm?)
端子剥头长度L=A+a,(1≤a≤2mm,适配导线范围最大10mm?)
注:上述剥头是理想状态的剥头长度;各线束厂家可以根据实际情况而定。
凭经验端子的导线剥头长度L=A+1mm
2.2 剥头要求
被压接导线端的剥头必须满足以下要求:
(1)长度满足2.1要求;
(2)导线不允许有断铜丝、少铜丝等;
(3)不允许剥头前端参差不齐。
不同规格的导线、不同型号的端子所需的剥头长度不同,但对其剥头质量必须满足上述要求,只有这样才能满足下道端子压接工序。
3 压接工艺
导线和端子的压接质量是一道重要工序,它直接关系到线束总成和车辆的可靠性。
3.1 压接质量的决定因素
(1)良好的电性能:低电阻抗,抗腐蚀性;
(2)良好的机械性能:较高的压力;
(3)良好的物理属性:合理的线芯变形,适中的喇叭口、毛刺。
3.2 压接的外观要求[2]
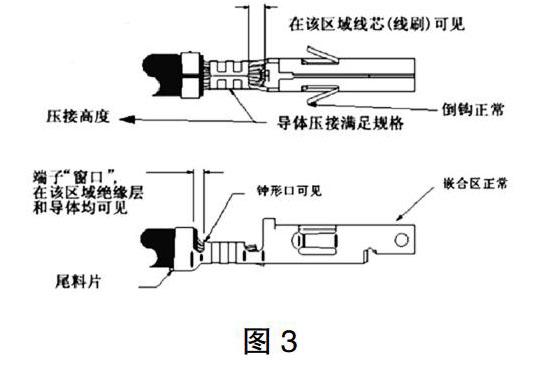
(1)绝缘压着区应能同时看到导体和绝缘外皮;(目测参考:导体与绝缘外皮各占1/2);
(2)绝缘压接区应有至少保证紧密包裹绝缘层外皮的圆周长的2/3;
(3)导体压接区应可见芯线伸出,但不能长,确保两端的端子嵌合时不受干扰(尺寸要求0.2~1.0mm);
(4)导体压着部两压片之间不可有间隙;
(5)压接区前、后喇叭口是有的,但前喇叭口可以没有,后喇叭口是必须有的;
(6)端子上下弯曲不大于5°、左右弯曲不大于3°;
(7)端子连接强度即拉拔力应满足QC/T 29106-2014中的4.4.6条最小拉拔力[1]如图4:
注:
1)對端子与导线连接,拉力值测量要包含绝缘层压接;
2)接点或一个端子同时连接两根及两根以上电线时,宜选择截面最小的电线测量拉力;
3)表中未列出标称截面积的导体,拉力值应根据两相邻的导体标称截面的数值按线型插值法确定。
(8)电压降满足不大于QC_T 29106-2014中的4.4.7条压降值[1],如图5:
注:表中未列出标称截面积的导体,其试验电流和电压降应根据两相邻导体标称截面的数值按线性插值法确定。
3.3 导体压着部的剖面标准及分析
端子剖面分析是一种更准更全面的检测方法。目前剖面图作为高级分析端子压接情况的方法。
3.3.1 压接区剖面的制作要求
切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取,但注意避开端子压接区的加强筋(或加强肋)部位。
3.3.2 测量剖面
依照端子剖面仪器及软件进行测量相对应的关键数据(如压高、压宽、毛刺高宽、支撑角度、底部厚度等)。
3.3.3 判定标准
(1)压高满足标准值±0.05mm;
(2)支撑角度≤30°;
(3)毛刺高度≤1倍的材料厚度、毛刺宽度≤0.75倍的材料厚度;
(4)底部厚度≥材料厚度;
(5)填充率大于90%;
(6)剖面内部不能有裂纹。
依据上述标准,可以判断出端子模具钳口是否有问题,可以间接管控压接工具有效性。
4 结束语
本文主要对汽车线束端子的压接工艺进行了介绍,较详细的介绍如何判定端子压接工序评判及标准,为汽车线束压接质量提供可靠保障。本文结合长期处理压接工工艺问题的经验,为线束端子压接工艺起到一定的指导作业。供同行业参考。
参考文献
[1] QCT 29106-2014汽车电线束技术条件.
[2] SQB102113-2017陕汽民用汽车电线束技术条件.
[3] GBT 18290.2-2015/IEC 60352-2:2006.无焊连接 第2部分:压接连接一般要求试验方法和使用导则.
[4] (24-5)DIN 46340-5 1981 DE DEUTSCHE NORM德国标准规范.
