核电用HDPE管道熔接质量控制与评判
2020-08-11钱文来李怀见魏作友
冯 建 钱文来 康 萏 李怀见 魏作友
(上海纳川核能新材料技术有限公司,上海 201306)
0 引言
高密度聚乙烯管道(HDPE)管道由于具有耐腐蚀、耐辐照、卫生性能好、抗震和使用寿命长等优点,大量被用于市政供水和燃气输送等领域[1]。目前,在国内外核电厂的承压水输送系统,尤其是与海水直接接触的管道输送系统中,如循环水系统、重要厂用水系统、淡水系统、消防系统、除盐水系统等,往往采用碳钢、铸铁、混凝土管作为系统主要管材,一般采用内衬塑胶管、外刷防腐漆或外加阴极电流等作为管道附加保护手段,但是,随着核电厂服役时间的增长(特别服役周期超过20年后)、水源条件的恶化以及系统各种复杂运行工况的累积作用,出现了管道的内衬塑胶脱落,阴极电流失效等问题,导致管道得不到有效的保护而发生严重的腐蚀、结垢等[2]。无论是停堆修复还是管路清洗等都消耗大量的财力物力,而且不能实现根本性解决。

图1 国内某核电站核3级钢管的内部结垢腐蚀
自上世纪90年代起,美国和法国部分核电站开始研究并利用耐腐蚀性和耐辐照性能优异的HDPE管道替换原有的碳钢管、衬塑钢管和不锈钢管。该系统运行至今未发现任何腐蚀、结垢问题,系统运行性能优异[3]。国内核电用HDPE管道的研发和工程应用尚处于起步阶段,我公司自2015年起开始着重核电HDPE管道国产化研究,并在2017年参与我国某核电站首次核电HDPE管道改造项目。HDPE管道系统的连接方式主要有热熔对接和电熔连接。管道连接接头的质量控制是管路系统安全性的重要保障。由于国内普通市政、燃气用HDPE管道的熔接接头的质量评判是依据国家标准和ISO标准进行,而核电HDPE管道熔接接头的评判则是依据美国ASME规范体系,两者之间存在差异化。因此非常有必要针对核级HDPE管道的熔接质量控制与评价进行分析研究,确保核电站核级HDPE管路系统熔接质量的安全可靠。
1 核电HDPE热熔对接接头质量控制与评判
核电HDPE管道热熔对接的原理是在熔接过程中,加热后结合面形成熔融层,熔融层内温度大于聚乙烯的粘流温度,聚乙烯分子链间自由体积增大,聚乙烯分子链可以进行自由地扩散和滑移等。此时对其施加轴向熔接压力使两个熔融层紧紧地挤压在一起,部分聚乙烯分子链会在外力的作用下打开分子链缠结点,通过分子间空穴跃迁到另一熔融层的分子间隙中,并与其分子链发生缠结,两个熔融层中的部分高分子链互相扩散、缠结,最后实现材料的牢固连接,如图2所示。
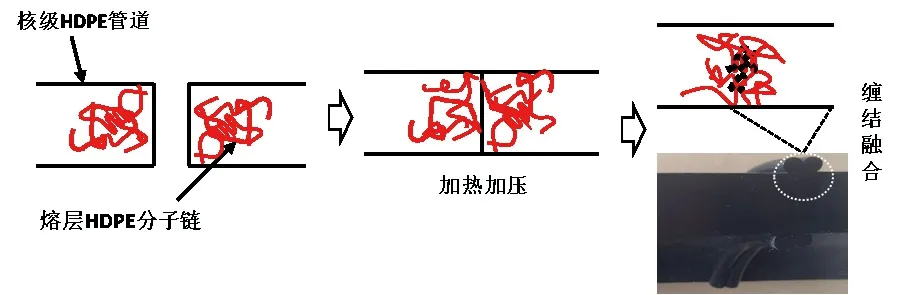
图2 核电HDPE管道热熔对接示意图
核电HDPE管道热熔熔接过程中要通过以下办法控制熔接质量:(1)HDPE管道热熔对接端面要垂直平整,不得有油污、杂质等;(2)热熔焊机夹具加紧后,两段管材的错边量不允许超过管材壁厚的10%;(3)焊接人员要严格按照ASME BPVC.III.A XXVI-4000进行资格评定;(4)按照评定后的工艺进行,如果环境温度偏差大,需要进行补偿。
熔接完成后需要通过以下办法进行质量评判:(1)目视;(2)无损检测;(3)高速拉伸冲击试验。对于目视方法,ASME规范要求有以下评判准则:a:不应有裂纹或未焊区;b:接头卷边光滑均匀,高度一致,高于HDPE管道外壁本体;c:(接头未发现倾斜,外径错变量小于公称壁厚的10%;d:(评定试验结果记录应审查,确认参数符合要求[4]。图3为实际工程施工中的典型焊接缺陷示意图。图3(b)一般是由于以下三个原因导致:(1)两个熔融段加热温度和加热时间不一样;(2)两段焊管的材质不同,非同一厂家或者非同一批次等,一般HDPE熔融温度会有所出入;(3)两段管材对中不好,发生偏移。图3(c)能是熔接端面有夹杂等。图3(d)则是由于HDPE管材水分含量过高。图3(e)的焊缝中间皲裂等一般是由于切换时间过长或者加热温度过低导致。图3(f)中焊缝卷边未贴合一般是焊接压力不够或者是熔接面不平整导致。

图3 核电HDPE管道热熔焊缝外观缺陷典型样品
对于无损检测,针对核电HDPE管道热熔对接ASME规范推进采用超声波衍射时差法(Time Of Flight Diffraction,简称TOFD)和超声波相控阵方法(Phased Array)。其中对于热熔对接接头通常采用TOFD方法,如图4所示,该方法利用一发一收对称布置的探头精确测量缺陷的“端角”或“端点”处的纵波衍射传播时间,以三角方程为理论基础,图像化显示缺陷,并结合计算机完成缺陷尺寸和位置的定量检测。TOFD和PA技术在金属管道无损检测领域的应用已经相当成熟,但是对于核级HDPE管道非金属领域尚处于空白,我司前期通过大量的核级HDPE熔接缺陷模拟试验,研制了专用的超声波设备,为核级HDPE管道工程施工提供了更安全的技术保障。
ASME BPVC.III.IX-QF分卷明确要求核级HDPE热熔接头的检验试验采用方法是高速拉伸冲击,对于壁厚≥32mm试样,拉伸速度900mm/min;对于壁厚<32mm试样,拉伸速度600mm/min。试验合格的依据是熔接焊缝不破坏或者韧性破坏[5]。而国内针对普通HDPE管道的热熔接头检验则是依据GB/T 19810-2005(ISO13953-2001),标准要求以5mm/min的恒定拉伸速度对接头施加拉力,通过看接头的破坏型式来评估熔接接头性能[6]。高速拉伸冲击的拉伸速度是普通拉伸速度的120~180倍。在实际试验过程中两种评价方法的差别还是非常明显。对于国内某核电站项目中同一批拉伸样品,高速拉伸冲击如图5(a)所示,在0.2s内试验拉力达到9800N左右,试样断裂位置在焊缝以外且端面相对光滑。图5(b)为国标普通拉伸试验,在2.8~3s时间内,试验拉力达到8000N,试样断裂位置在焊缝以为且断裂面成“拉丝”状。可以发现,ASME规范的要求更为苛刻,极短时间内对熔接接头施加巨大的拉应力,能更好的评判熔接接头的抗拉伸和冲击能力。
2 核电HDPE电熔接头质量控制与评判

图4 核电HDPE管道热熔焊缝TOFD检测

图5 核电HDPE管道高速拉伸冲击试验
核电HDPE管道电熔连接的原理是:电熔套筒或其他类型电熔管件内壁有按照一定的工艺布置的铜丝电阻线圈,当电熔套筒接电后,电阻丝发热促使HDPE管材外壁和电熔套筒内壁材料软化、熔融和膨胀。HDPE熔体在受限空间内的膨胀力促进HDPE分子链的相互扩散缠结,冷却后形成可靠的熔接面。

图6 核级HDPE管道电熔连接示意图
核电HDPE管道电熔连接过程中需要通过以下方法进行熔接质量控制:(1)测量电熔焊机的电源电压,确保电压符合要求。国内通用的标注电压为39.5±0.5V,电压不稳、过高或者过低都会导致熔接失败;(2)待熔接的核级HDPE管材或者管件端部氧化皮的去除。一般采用专用工具,如手动刮刀,电动旋转刮刀等。一般刮削量0.1~0.2mm;(3)待熔接的HDPE管材端面应与轴线垂直,误差控制在5mm以内;(4)通电之前,要确保电熔套筒和待熔接管材同轴度≥2%,在大口径厚壁HDPE管道电熔连接中需要做支撑,避免由于管材自重导致熔接组件同轴度偏差过大,影响焊接面质量。
电熔熔接完成后需要通过以下办法进行质量评判[4]:(1)目视;(2)无损检测;(3)剥离试验;(4)压碎试验。对于目视方法,ASME规范要求有以下评判准则:(1)熔接区域外表面和可见内表面无裂纹、过热导致的内部熔化和管件缺陷等;(2)电熔管件观察孔应当有少量的HDPE熔融料顶出;(3)切开后的熔接面截面出现的孔洞或者空隙应为圆形或者椭圆且无尖锐边缘;(4)单个空隙尺寸不得超过熔区长度的10%,多个空隙的组合尺寸不得超过熔区长度的20%;(5)评定试验结果记录应审查,确认参数符合要求。图7为实际工程施工中的典型焊接缺陷示意图。图7(a)为焊接质量合格的熔接面剖面,图7(b),图7(c)和图7(d)分别为虚焊、孔洞和过焊的典型接头剖面。虚焊一般是由于焊接热量不够或者氧化层未刮除干净,需要检查焊接电源电压、焊接时间和氧化层去除情况。环境温度过低往往也是导致虚焊的隐形因素。在电熔焊接时,如果两段管材同轴度差,熔融的HDPE材料会因为内应力和间隙不匀而流动,流向有间隙较大的部位,熔融的HDPE料会带动电阻丝滑动,有的部位电阻丝会搭接在一起,有的分散严重,分散严重部位局部过热,形成气化空间。图7(d)过焊往往是电熔焊机电压过高或者焊接时间过长导致。但是实际工程施工应用中,大功率设备和电熔焊机串联使用,一旦大功率设备停机也会导致电熔焊接电压突升,造成过焊。

图7 核电HDPE管道电熔接头典型缺陷示意图
核电HDPE管道电熔接头的无损检验一般采用PA技术进行,由于电熔管件内部的铜丝线圈的干扰,该项检测需要人员具备非常专业的检验和分析技能。一般电阻丝滑移、孔洞等缺陷出现的概率较大。由于该方法涉及设备、人员和计算机软件分析等繁多内容,本文就不做详细阐述。
ASME BPVC.III.IX-QF分卷中提到的剥离试验具体试样尺寸可以参考ASTM F1055,试验拉伸速度为5mm/min。国标GB/T 19808-2005针对燃气用电熔管件也规定了拉伸剥离的要求,除了制样尺寸跟ASME规范要求不一致以外,拉伸速率也是出入较大,国标规定以25mm/min的拉伸速度作为仲裁[7]。因此针对核级HDPE电熔接头的检验试验,必须以相应ASME和ASTM规范为依据,不能参照普通市政、燃气用HDPE管道的检验试验标准进行。图8是核电HDPE管道电熔接头按照ASME规范进行的拉伸剥离试验,该试验的评判依据是黄色标记区的分离情况。若是熔接面不分离或者分离区域不超过熔合面总面积的15%,则认为电熔连接接头是合格的,否则可以判定电熔焊接有缺陷。

图8 核电HDPE管道电熔接头剥离试验示意图

图9 核电HDPE管道电熔接头压碎试验示意图
对于核电HDPE管道的电熔接头的压碎试验,ASME BPVC.III.IX-QF分卷规定试样取样依据ASTM F1055,具体如图9所示。试验的判定依据是只要熔合面完整,管材或者管件出现韧性破坏都可以接受;如果是熔合面破坏,则破坏面积要小于熔合面面积的15%。如图9所示国内某核电站项目核级HDPE管道电熔接头的压碎试验,经过挤压后熔合面外部发生分离,证明熔接质量合格。
3 结论
综上所述,国内外工程案例表明核电HDPE管道能很好地解决目前核电站钢管、铸铁管和衬塑钢管的海水腐蚀问题。对于核电HDPE热熔对接接头采用目视、无损检测和高速拉伸冲击三个手段可以实现焊缝的质量控制;对于电熔接头采用目视、无损检测、剥离试验和压碎试验等四个方法可以实现电熔熔接的质量控制。因此,在核电HDPE管道工程应用过程中,科学合理地控制核电HDPE管道的熔接质量,保证管路系统安全对于推广核电HDPE管道国产化工程应用具有十分重要的意义。