异地搬迁大型铝电解槽技术升级改造的工程运用
2020-07-20李南谊
李南谊
(贵阳铝镁设计研究院有限公司,贵州 贵阳 550000)
进入21世纪以来在国民经济快速增长的势头下,中国铝工业也迅速发展,截至2017年底,中国电解铝总产能达到4490万吨/年。随着电价的不断上涨,国家环保政策执行力度日趋严格,一些电解铝企业正在失去优势,企业的生存出现较大的困难。某电解铝企业利用铝工业供给侧改革的契机将产能向有成本优势地区转移并同时进行技术升级改造,提高企业的营利能力。本文以某铝厂400kA电解系列异地搬迁项目为例,对异地搬迁电解槽结构、电解槽母线系统的技术升级及电解槽运输等方面进行了详细论述。
1 技术升级前生产状况
该电解系列设计电流为400kA,安装电解槽234台,于2009年通电启动投产,目前系列电解槽运行存在以下问题:①原设计的电解槽集气排烟形式为“U型”两段下沉式单烟道结构,该烟道结构未设置卸灰口、集气口配置较少,此种配置结构存在堵料、电解槽集气效果较差、换极等电解工艺操作困难等问题。②电解槽密闭系统密闭效果差,电解槽烟气无组织排放量较大。③电解槽磁场设计存在缺陷,全槽没有采用抑制水平电流技术,抗干扰能力较差,尤其在换极后电解槽需经较长的时间才趋于稳定。
2 技术改造措施
鉴于以上生产中存在的问题,对该400kA电解系列大修槽进行技术升级改造,采用我院开发的上抬式电解槽双烟道集气系统和优化的电解槽密封技术、母线配置进行了优化并选用了抑制水平电流技术、残极冷却技术等技术,以提高电解槽的集气效率及磁流体稳定性,降低电解槽能耗和减少环境污染。
2.1 集气烟道优化改造
原设计的电解槽集烟形式为“U”型两段下沉式单烟道结构,每段烟道长度较长,且在全长内不仅未设置卸灰口,而且全长内集气孔截面较小、数量配置较少、同时整个烟道为下沉式,此种结构烟道的缺点是:①烟道未设置卸灰孔,在实际生产中容易产生堵塞,降低了集气效率。②每段烟道长度较长,且集气孔的位置及大小配置不合理,烟道集气效率较差。③烟道截面为“U”型且为下沉式,换极空间小,不利于生产操作。④烟道仅考虑闭槽时的集气,设置为单烟管,当进行开槽换极等生产工艺操作时,易造成槽内烟气外溢。
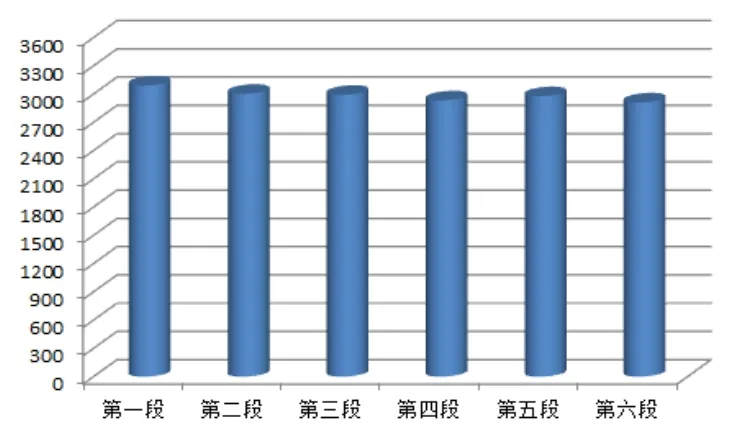
图1 400KA电解槽集烟管优化后工况烟气流量表
针对以上集烟系统存在的问题,对原结构烟道进行了技术优化,具体优化措施如下:①优化后的烟道结构为锥形上抬式烟道,同时还增加了卸灰孔并设置了吹灰管,大大提高了烟道集气效率。此外,将原结构烟道由下沉式结构改为上抬式结构。②为了减少开槽时的烟气外泄,在原设计的单烟道结构的基础上增设了开槽副烟道,正常生产时,仅需要开启主烟道就能满足集气要求,当需要进行换极等开槽生产工艺操作时,通过槽控系统打开增设的副烟道,提高抽烟量,抽风量可由正常生产时的8760nm3/h提高到13140nm3/h,从而有效的减少了烟气外泄。
通过以上优化升级后,优化后的烟道集气孔进风量相对于原设计形式均匀性明显提高(图1),集气效率大大提高,为原结构的1.35倍。
2.2 电解槽密闭系统的优化
为了满足正常的生产需要,电解槽需要由多个活动部件组装而成,活动部件之间存在一定的间隙,由于间隙的存在,会大大的降低槽内的负压,大大降低集气效率,造成烟气外泄和增加能耗,因此电解槽的密封技术也是电解生产的关键因素之一。
该铝厂原设计存在的电解槽主要密封问题如下:①阳极导杆与上部结构的密封系统为固定式,在更换阳极时固定不动,阳极更换时会频繁撞击密封系统,造成密封系统损坏而失去密封效果。②槽罩为传统现场制作框架式单层槽罩,该类槽罩现场制作误差大,变形较大,安装间隙大、保温效果差。具体优化措施如下:①阳极导杆与上部结构的密封系统升级为铰链活动式,此种结构既可以延长密封装置的使用寿命,又不会增加工人的劳动强度。②槽罩优化为双层冲压式结构,该结构槽罩强度大,保温性能好,制作误差小,安装间隙小,密封效果优。
2.3 母线配置改造以及采用电解槽水平电流抑制技术
该400kA电解槽采用了大面6点进电,48组阳极配置,内补偿非对称母线设计,符合现在大型铝电解槽的设计理念。
(1)母线配置改造。搬迁后,从节省投资的角度出发,在其原有母线配置基础上,针对原生产中电解槽抗干扰能力较差的问题,采取的优化措施为将两栋电解厂房间距由48m扩大到55m,削弱相邻厂房的影响,使其电磁场分布更趋合理。由改造前后磁场仿真云图对比可知,改造后电解槽平均垂直磁场由6.2×10-4T降低到5.29×10-4T,电解槽磁场分布得到进一步改善,抗干扰能力得到提高,为电解槽长期高效、低耗、稳定运行创造了有力条件和可靠保证。
(2)选用抑制水平电流技术。铝液中的水平电流和垂直磁场共同作用产生的电磁力是引起电解槽铝液波动的主要原因,本项目垂直磁场的降低可以通过以上母线优化技术实现,而水平电流的降低可以通过使用变截面钢棒来实现。为此,本设计对未采用水平电流抑制技术和采用变截面钢棒技术的电解槽水平电流进行了模拟仿真计算。分析对比两种不同钢棒结构下的水平电流分布可知,采取变截面钢棒结构,Y方向的水平电流显著降低,其峰值为1150A/m2,均值为604A/m2,其整体分布曲线也变得更为平滑。未采用变截面钢棒的结构其水平电流峰值为1961A/m2,均值为1370A/m2。分析结果,无论峰值还是均值,变截面钢棒技术都有很大优势
2.4 残极冷却收尘技术
电解生产过程中氟化物的排放,主要通过烟气净化系统有组织排放和电解车间无组织排放,目前国内电解烟气净化系统氟的有组织排放可实现0.065kg/t-Al~0.13kg/t-Al,这一排放数值处于较低的排放水平且进一步降低的幅度有限,为进一步降低电解生产对环境的污染,需要采取更有力的措施对电解生产过程中的无组织排放进行控制,而残极烟气在无组织排放中占较大比重,一般认为残极的无组织排放量为0.06kg/t-Al~0.1kg/t-Al,因此为了减少环境污染,本项目必须采取措施对残极烟气进行收集及处理[1]。
为了减少无组织排放带来的环境污染,本技术升级选用了残极冷却收尘技术,将电解生产中换下的残极组放入阳极托盘并摆放在电解车间内的移动式残极冷却箱内,再通过排烟管道将冷却箱内的烟气及氟收集接入电解烟气净化系统进行集中回收处理,最后将冷却后的残极组运送至阳极组装车间进行处理。
3 搬迁中存在的问题和处理方案
(1)槽壳搬迁存在的问题和处理方案.为了方便运输和安装,需要对原槽壳进行现场切割和重新组焊,但由于槽壳使用时间较长,内部存在残余应力,切割和组焊时往往会存在局部母材或焊缝撕裂,因此为了在不更换槽壳的前提下保证电解槽的使用安全,需要对槽壳的局部进行补强,如对于槽壳长侧板母材撕裂的情况,在长侧板外侧增焊补强板;如围板局部撕裂的情况,将围板进行等强补板焊接,必要时增加竖围带;摇篮架角部撕裂的需进行局部补强。
(2)上部结构搬迁存在的问题和处理方案。由于搬迁项目都需要长途运输,而长途运输对运输物的外形尺寸有诸多限制,因此本项目为了在不破环电解槽上部结构的前提下满足其整体运输的需要,制定了详细的上部结构搬迁方案,对运输过程中的受力点进行了合理分配,最终使得该400kA系列全部电解槽顺利搬运到搬迁地并正常投入使用。
4 技术升级应用效果
该铝厂400kA电解系列进行技术升级改造并顺利启动投产运行一年后,通过现场跟踪情况反映,集气烟道优化后,烟道内不存在积灰,开槽时不存在烟气外泄,电解车间内环境污染小,说明电解槽集气效果改造明显,达到了预期效果。同时,母线配置改造和水平电流抑制技术的采用也使得电解槽的稳定性得以较大提高,电解槽换极作业对电解槽的干扰程度大幅减弱,电解槽稳定性得到进一步改善。
经过对投产后一年的生产数据统计分析,技术升级改造的电解槽启动后一年内指标为平均电压3.94V,平均电流效率为92.2%,平均直流电耗为12737kWh/t-Al。其改造前电解槽平均电压为3.98V,平均电流效率为90.5%,平均直流电耗为13108kWh/t-Al。电解槽吨铝原铝直流电耗降低了370kWh。同时25万吨电解铝产能转移至低电价地区后,前五年综合(含税)用电价格0.26元/度,较原高电价地区直购电价格0.45元/度降低0.19元/度(含税),按年用电量34亿度计算,仅用电成本节省6.46亿元。经过异地搬迁以及技术改造,为企业带来了巨大的经济效益。
5 结论
通过对异地搬迁工程大型铝电解槽的生产实践分析,企业将电解铝产能由高电价地区向低电价地区转移,结合现有先进技术,提出了有针对性的电解槽集气系统优化技术、电解槽密闭技术、磁流体稳定技术、电解槽搬迁技术等优化技术,使得电解槽主要技术经济指标得到较大优化,为企业创造了直接经济效益。
