配煤比例对混煤可磨性及磨损性影响的试验研究
2020-07-08李雄飞鄢晓忠陈文蒋伯华谭志鹏
李雄飞, 鄢晓忠, 陈文, 蒋伯华, 谭志鹏
(1.湖南省湘电试验研究院有限公司,湖南长沙410004;2.长沙理工大学,湖南长沙410114;3.国网湖南省电力有限公司电力科学研究院,湖南长沙410007;4.高效清洁火力发电技术湖南省重点实验室,湖南长沙410007)
0 引言
随着国家经济的腾飞,工业对于煤炭的需求量激增。权威机构研究表明,到2030年,化石能源在中外一次能源中占比为80%,其中煤炭在我国一次能源结构中的占比将降至50%左右,但仍处于主导地位,燃煤电站作为用煤大户,其用煤量约占全国煤炭消耗量的一半[1-3]。虽然我国拥有丰富的煤炭资源,但分布范围较广,加之运输和煤种品质的影响,许多的燃煤电站往往不能燃用单一的煤种,为了保证电力的供用量,电站开始倾向采用不同的煤种进行混合制粉[4-5]。可磨性和磨损性作为磨煤机选型、配煤方式选择、煤粉粒度优化及经济运行的重要基础,对提高燃烧的经济性及磨煤机的运行寿命、降低制粉电耗具有深远意义[6-12]。有必要研究混煤的可磨性指数和磨损性指数与各单一煤种之间的变化规律。
本文针对可磨性和磨损性差异较大的煤种,测定不同掺混比例下混煤的可磨性指数和磨损性指数。通过试验数据对比,探究其变化规律,研究混煤的最优掺混比,为电站制粉系统运用混煤技术提供参考。
1 试验煤种及方法
1.1 试验煤种
试验选择湖南某地区常用的可磨性和磨损性差异较大的煤种,分别为邵阳枫江溪煤、邵阳亮和山煤、邵阳武冈东塘煤、冷水江金鸭冲煤和陕北榆林华龙煤。主要煤质特性参数见表1。

表1 煤质特性参数
1.2 试验方法
可磨性指数是与煤的强度、硬脆度有关的无量纲物理量,不同煤种因组分含量各异,制粉的难易程度有所差别,耗能也就不同,煤的这一性质称为可磨性。目前,国内外常采用哈氏可磨性指数(HGI)来表征可磨性。HGI越大,说明在同等耗能条件下,等量的同一粒度煤样,被磨制成的煤粉细度越细,或者说对相同粒度的煤样磨制成同一细度时,耗能越少[13]。我国当前电站用煤HGI普遍在25~125,一般认为HGI为40~60的煤称为难磨煤,HGI为60~80的煤称为中等可磨煤,HGI>80的煤称为易磨煤。
运用哈氏可磨性测定仪和振筛机进行可磨性指数的测定。试验将单一煤种破碎、筛分至粒径为0.63~1.25 mm, 按照 100︰0、 80︰20、 60︰40、50︰50、 40︰60、 20︰80、 0︰100的掺混比进行混合。称取50 g±0.01 g的煤样,记作m;置于哈氏可磨仪内研磨 60 r±0.25 r后,将煤粉倒入0.071 mm筛子多次震筛,称量0.071 mm筛上的煤样 (称准到0.01 g),记作m1;且筛上和筛下煤粉质量之和与研磨前煤粉质量m的差值应小于0.5 g,否则数据作废[14]。
通过式 (1)计算出0.071 mm标准筛下的煤粉质量,记作m2。

式中,m1为筛上物质量,g;m2为筛下物质量,g。
依据获得的筛下煤粉质量m2,参考哈氏可磨性指数校准图,如图1所示,得出可磨性指数值。取两次测定值的平均数,作为有效的可磨性指数值。

图1 哈氏可磨性指数校准图
煤在破碎过程中,与磨煤机的金属研磨部件相接触,煤中硬质成分将对金属部件产生一定的磨损,该磨损属于磨料磨损。目前,通常采用磨损性指数 (AI)来反映煤种对金属碾磨部件的磨损能力,单位为mg/kg。其中,轻微性磨损AI<30 mg/kg,较强性磨损AI为31~60 mg/kg,很强性磨损AI为 61~80 mg/kg,极强性磨损AI>80 mg/kg[15-16]。
磨损性指数运用磨损指数测定仪对不同配比的混煤进行测定,配煤比例分别为100︰0、80︰20、50︰50、 20︰80、 0︰100。 将 2 kg±0.01 kg 且粒度通过9.5 mm标准筛的煤样,置于配装有4个钢制叶片的磨罐中,叶片旋转12 000 r±20 r后,通过旋转过程中叶片质量的损失,以每千克煤致使叶片磨损的毫克数作为煤的磨损性指数。
2 混煤可磨性分析
单一煤种和混煤的可磨性指数测定结果见表2、表3,其中金鸭冲煤 (HGI=110)属于易磨煤,亮和山煤 (HGI=63)属于中等可磨,华龙煤(HGI=42)属于难磨煤,金鸭冲煤和亮和山煤可磨性指数差值为47,金鸭冲煤和华龙煤可磨性指数差值为68。
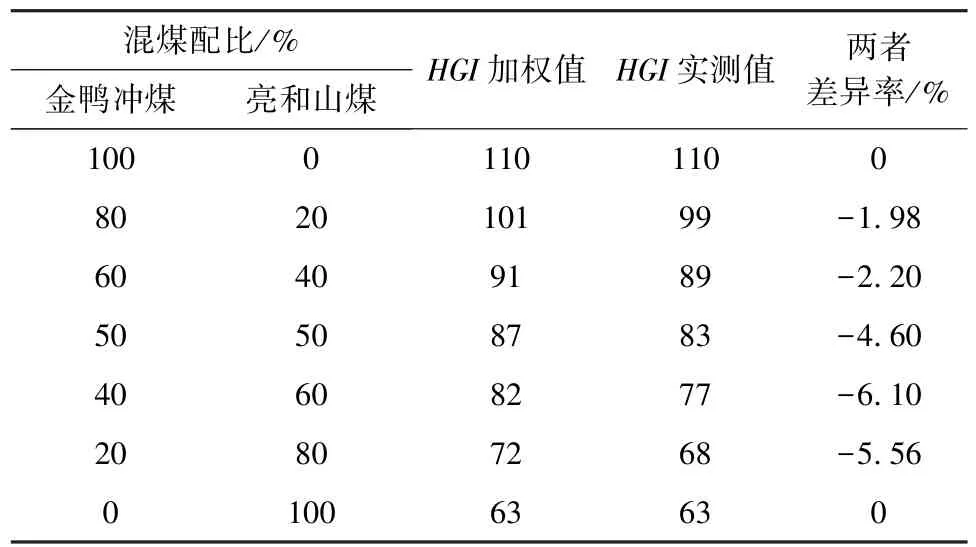
表2 金鸭冲煤和亮和山煤按不同配比掺混后的可磨性指数 (HGI)

表3 金鸭冲煤和华龙煤按不同配比掺混后的可磨性指数 (HGI)
由表2、表3和图2可知,实测的可磨性指数值与加权值之间存在一定的差异。当两种单煤的可磨性指数差值较小时,混煤可磨性指数的实测值和加权值之间的差异较小,如图2(a)所示,难磨煤占比60%时,其差异率达到最大,为6.1%。若单煤的可磨性指数差值较大时,混煤的可磨性指数的实测值和加权值之间的差异率也较大,如图2(b)所示,其中难磨煤的配比小于40%时,混煤的可磨性指数与加权值较为接近,两者之间的差异率小于4%;随着难磨煤占比的近一步增加,实测值会显著低于其加权值,且难磨煤的配比达到60%时,混煤的可磨性指数与加权值的差异率最大,达到12.85%。
研究表明:在易磨煤中掺入少量难磨煤,研磨初期,难磨煤实际上起到了研磨剂的作用[17]。当大量易磨煤受到研磨部件施加的外部载荷时,由于易磨煤破碎强度小于难磨煤,且挤压到一定程度时,难磨煤将产生一定的力作用于易磨煤上,加速了易磨煤的破碎。随着研磨程度的继续,当易磨煤完全破碎后,难磨煤之间再相互挤压直至达到磨碎。将少量易磨煤掺入难磨煤中,破碎强度较低的易磨煤率先被破碎,填磨于难磨煤颗粒之间,但由于易磨煤的占比较低,难磨煤颗粒之间相互接触并磨碎的概率较大。随着易磨煤的占比增加,已被磨碎的易磨煤渣夹在难磨煤颗粒之间,大大降低了难磨煤之间的相互接触和破碎。
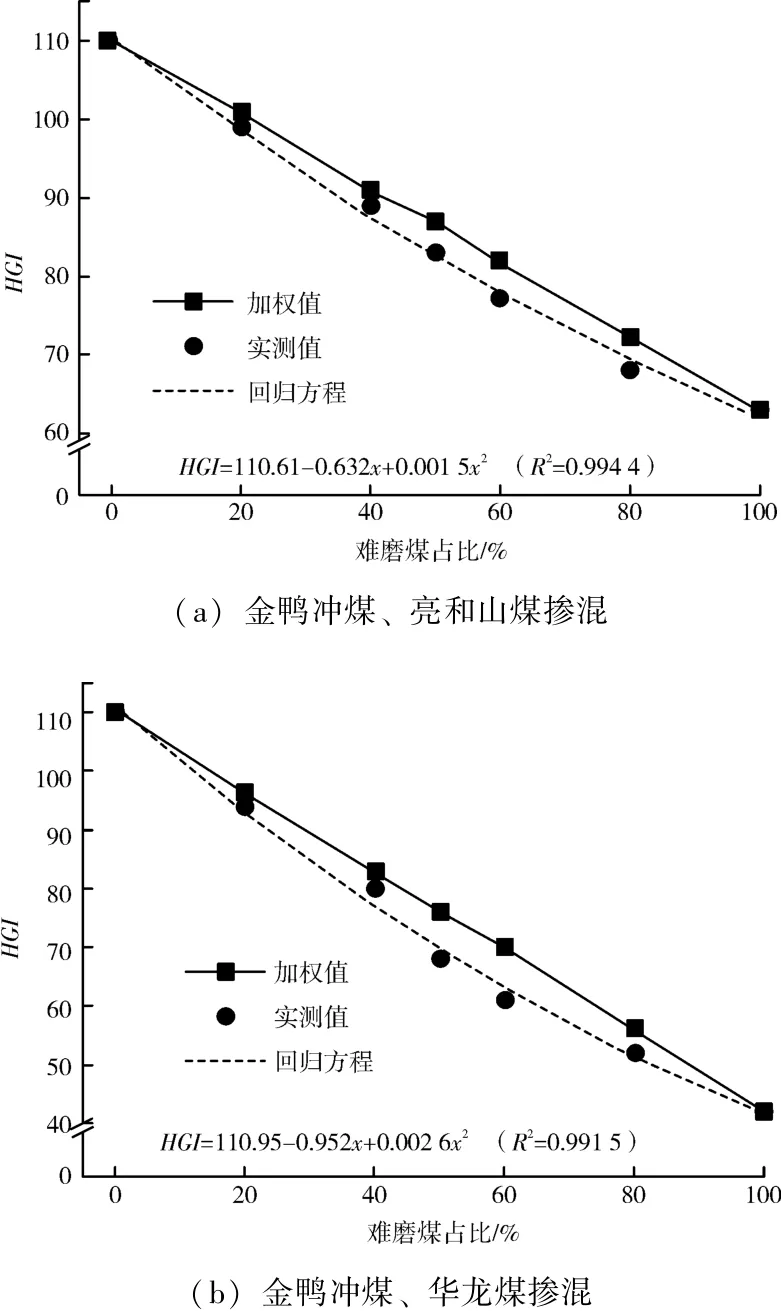
图2 可磨性指数加权值与实测值在不同掺混比条件下的差异
3 混煤磨损性分析
单一煤种和不同配比掺混下的混煤磨损性指数AI值见表4—5。其中金鸭冲煤 (AI=7.5 mg/kg)和华龙煤 (AI=15 mg/kg)属于弱磨损性煤,武冈东塘煤 (AI=67.5 mg/kg)属于强磨损性煤。
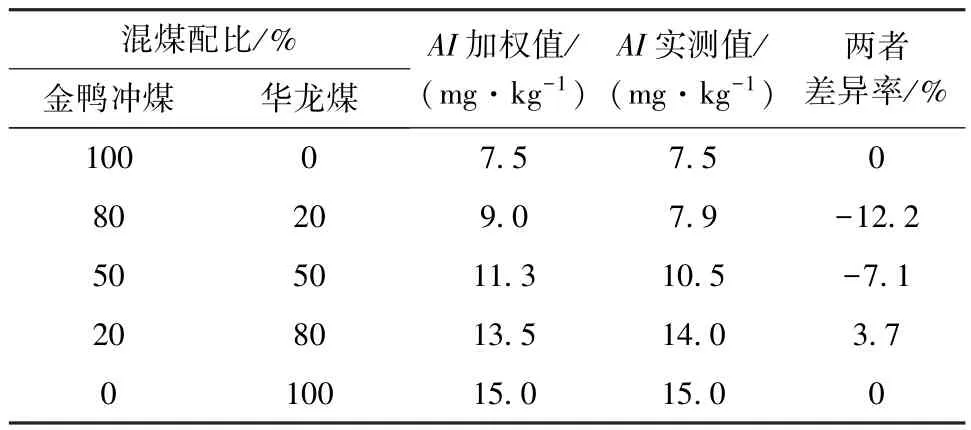
表4 金鸭冲煤和华龙煤按不同配比掺混后的磨损性指数 (AI)
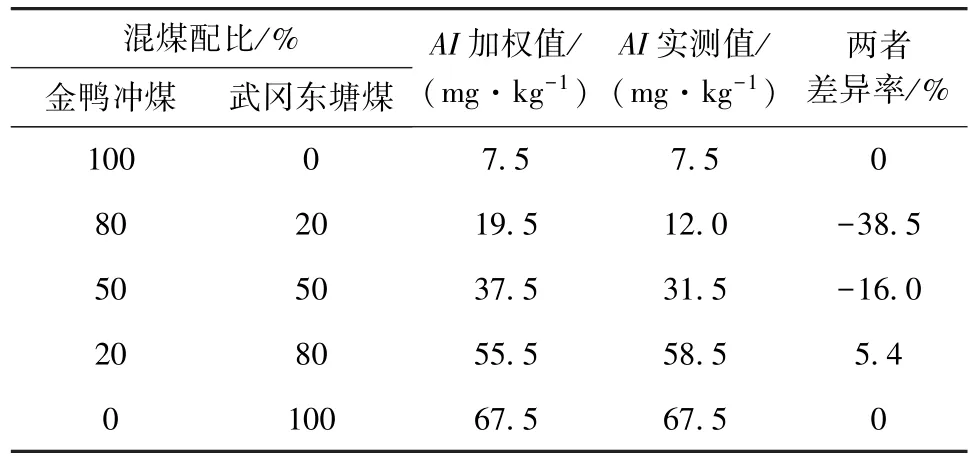
表5 金鸭冲煤和武冈东塘煤按不同配比掺混后的磨损性指数 (AI)
混煤的磨损性指数加权值与实测值如图3所示。由表4、表5和图3可知,类似于可磨性指数,混煤的磨损性指数加权值与实测值之间同样存在一定的差异。当两种单煤的磨损性指数相差比较小时,其加权值和实测值的差值比较小,如图3(a)所示,在强磨损性煤占比20%时差异率达到最大,为12.2%。当两种单煤的磨损性指数相差较大时,加权值和实测值的差值相对而言较大,如图3(b)所示,当强磨损性煤比例达到20%时,差异率为38.5%,随着强磨损性煤占比的进一步增加,两者之间的差异变小。此外,从图3可观察到,在弱磨损性煤中掺入强磨损性煤时,混煤的磨损指数随着强磨损性煤种占比增加,实测值的增大趋势明显,但均小于加权值。拟合曲线显示,强磨损性煤占比85%左右是一个分界点,当混煤中强磨损性煤的比例小于85%时,实测值小于加权值;当混煤中强磨损性煤的比例大于85%时,实测值大于加权值。综上所述,当强磨损性煤种占比为20%左右时,差异率达到最大,与对应的加权值相比,混煤对研磨部件的磨损相对较弱,将有利于提高研磨部件的运行寿命;当强磨损性煤占比超过85%,与加权值相比较,金属部件被研磨的程度反而加剧,建议配煤比例中,强磨损煤比例不超过85%。

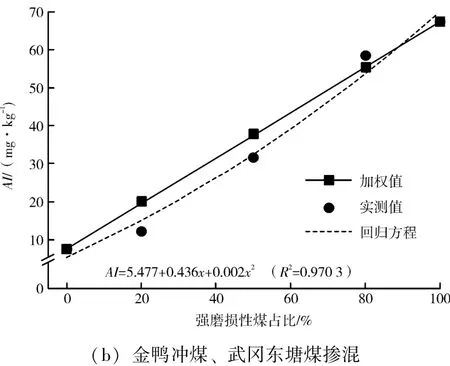
图3 磨损性指数加权值与实测值在不同掺混比条件下的差异
分析认为:煤中的硬质成分 (如黄铁矿、石英、菱铁矿)的性质和数量是影响磨损性指数强弱的主要因素,但与煤的总量相比,此类硬质成分毕竟是少数的。故在强磨损性煤掺入弱磨损性煤的磨损初期,占比较高的弱磨损性煤阻隔了强磨损性煤与金属研磨部件接触的概率,降低了磨损程度。随着难磨损性煤的占比增加,混煤样中的硬质颗粒也随之增加,其与研磨部件接触的概率也大大增加,导致磨损程度加剧。
4 结语
1)混煤的可磨性指数和磨损性指数与其各单煤的加权值之间存在一定的差异,不能简单通过各单煤的加权值计算获得。
2)少量难磨煤掺入易磨煤中,研磨初期,难磨煤实际上起到了研磨剂的作用。当难磨煤占比接近60%时,混煤可磨性指数实测值与加权值的差异达到最大;难磨煤占比控制在40%以内,实测值和加权值的差异率小于4%,将有利于提高磨煤机的生产效率,降低磨煤能耗。
3)少量强磨损性煤掺入弱磨损性煤中,后者阻隔了强磨损性煤与金属研磨部件的接触概率,降低了磨损程度。当强磨损性煤种占比20%左右时,差异率达到最大,与对应的加权值相比,混煤对研磨部件的磨损相对较弱,有利于提高研磨部件的运行寿命。
4)强磨损性煤与弱磨损性煤掺混时,当强磨损性煤占比超过85%,与加权值相比较,金属部件被研磨的程度反而加剧,建议配煤比例中,强磨损性煤比例不超过85%。
