基于PLC 胶带机集中控制系统的设计
2020-06-10牛万春
牛万春
(西山煤电晋兴公司斜沟煤矿, 山西 吕梁 033602)
引言
随着采煤技术、采煤工艺以及综采设备水平的不断提升,胶带运输机作为煤矿综采工作面生产的主要运输设备,也需提升其运输能力,朝着大运量、长距离以及大功率的方向发展,以确保其能够与其他综采设备的生产能力相匹配[1]。当前,胶带运输机还是仅依靠单台电机进行驱动,无法满足实际运输需求;而增加为多台电机驱动后尽管能够为设备提供足够的牵引力,但是无法保证各个电机的功率分配相稳定,进而导致胶带的张力分配不均,加剧了胶带的磨损。因此,针对多电机驱动的胶带机需对其进行集中控制,以提高胶带的可靠性和稳定性。
1 工程概况
本文所研究的胶带运输机主要被应用于地面原煤的运输,该矿工作面的生产能力为180 万t/年,由五部顺序搭接的皮带所组成,其中:1 号、2 号、4 号胶带机均为落地式钢架胶带机;3 号为圆振动筛;5号胶带机为钢丝绳芯强力胶带机。该胶带机的原煤的运输流程如下:综采工作面的原煤由5 号胶带机运送至地面,而后经由4 号、3 号、2 号、1 号胶带机运输至地面储煤场。5 部皮带机的运输流程如图1所示。
该胶带运输系统中,5 部皮带机的相关参数如表1 所示。
目前,该胶带机主要通过继电器、接触器对其运输参数进行控制,存在响应速度慢、故障率高以及保护动作延后的问题[2]。因此,急需对该胶带机控制系统进行改造,并基于当前工业生产中应用最广泛的PLC 控制器进行改造。
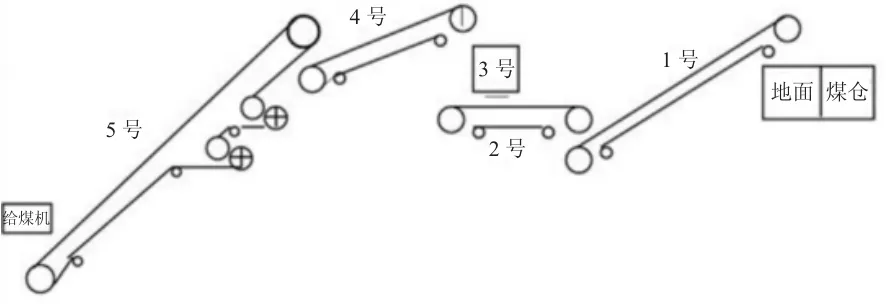
图1 5 号皮带机运输流程
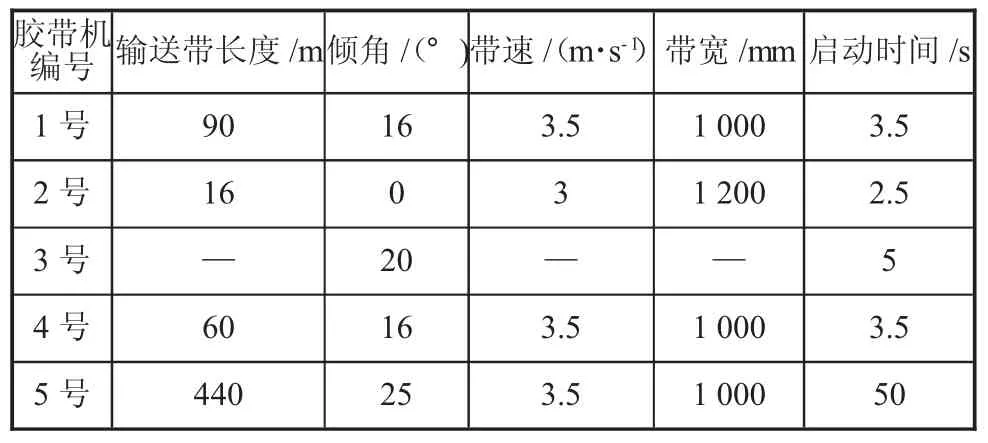
表1 胶带机相关参数一览表
2 胶带机运行状态的分析
针对该胶带运输系统中胶带机的集中控制,需明确各个胶带机的运行状态及各个胶带机运行时的相互联系。因此,本节对单个胶带机及胶带机运输系统的运行状态进行分析。
2.1 单台胶带机的运输
单台胶带机需经历启动- 加速- 匀速- 下部设备运行- 停机- 减速- 制动闸上闸- 电机断电- 停机完毕的工作流程。
其中,为确保生产的安全性,启动前10 s 需发出报;报警结束后逐台启动胶带机中的各个电机,且保证各个电机的启动时间间隔大于3 s。当停机按钮被按下时,工作面的给煤设备立即停止向胶带机供煤,胶带机开始减速运行直至制动闸上闸后将其电机断电[3]。
此外,当生产中遇紧急情况需紧急停车时,作业人员按下急停机按钮,此时胶带机电机会立即断电并将制动闸上闸。各个胶带机均配置有堆煤、超温、烟雾、纵撕以及跑偏等传感器,实现对胶带机的保护。
2.2 多台胶带机的集中控制
多台胶带机集中控制时,需经历启动- 加速- 运速联锁运行- 停机- 减速- 停机完毕的工作流程。
其中,多台胶带机同时启动时,需首先打开开机信号,确保每台胶带机的作业人员确认各个设备具备启动条件;确认完毕后在设备启动前10 s 发出信号报警,并采用逆煤流的方向依次间隔6 s 启动各台胶带机。多台胶带机集中停机时,需采用顺煤流的方向对设备进行停机操作,各台设备停机前需确保其皮带处于空胶带状态[4]。
当生产中遇紧急情况需紧急停车时,作业人员按下急停机按钮,此时胶带机电机会立即断电并将制动闸上闸。各个胶带机均配置有堆煤、超温、烟雾、纵撕以及跑偏等传感器,实现对胶带机的保护。
3 胶带机集中控制系统的原理分析与设计方案
3.1 控制原理
目前,工业生产中所采用的响应速度快、超调量小以及控制精度较高的控制算法为模糊控制算法[5]。因此,本文中胶带机集中控制系统采用PLC+模糊控制算法相结合的控制方式。模糊控制算法的控制原理框图如图2 所示。
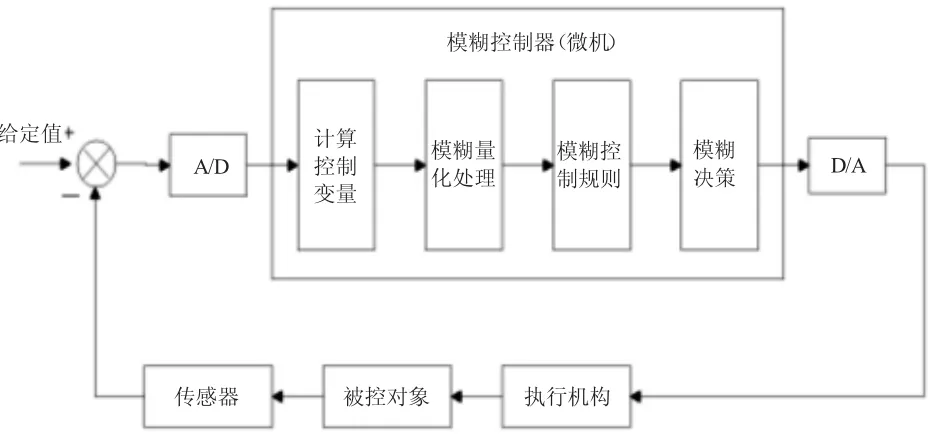
图2 模糊控制算法原理框图
如图2 所示,模糊控制器为该控制器的核心,现场工作面传感器对胶带机的运行状态进行监测并将所得数据与给定值进行对比,通过模糊控制器得出相应的控制策略,经D/A 转换后给执行机构相应的控制指令。
3.2 设计方案
对于单台胶带机而言,要求既能够进行手动控制,又能进行自动控制。手动控制模式仅适用于对胶带机保护装置的控制,且设备停机时必须由人工操作进行手动控制,并依据2.1 所述的控制流程进行设计。对于多台胶带机而言,要求其既能够实现手动联机控制也能够实现自动联机控制,并依据2.2 所述的控制流程进行设计。
针对该胶带运输系统中多台胶带机的控制要求,1 号、2 号、4 号胶带机以及3 号圆形振筛为一台PLC 完成控制;5 号胶带机工作环境恶劣,保护装置多且安全性高等要求,由另一台PLC 控制。经统计单台和多台胶带机控制的开关量数量如表2 所示。
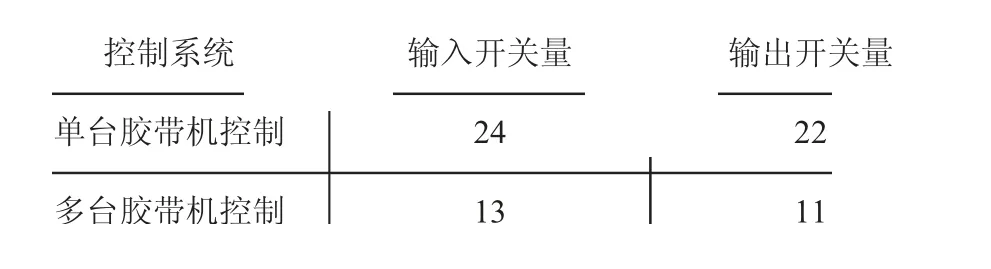
表2 单台和多台胶带机控制系统开关量的数量统计
根据上述开关量的统计结果,选用三菱FX2N-48MT 型PLC 对5 号胶带机进行控制;选用三菱FX2N-32MT 型PLC 对1 号、2 号、4 号胶带机以及3 号圆形振筛进行控制。此外,根据控制要求为各个胶带机配置相应的传感器实现对设备的速度、堆煤、跑偏、撕裂以及温度等参数的保护,各保护装置选型结果如表3 所示。

表3 保护装置选型结果
4 结语
胶带机作为当前煤矿生产的主要运输设备,在实际生产中往往由多台胶带机组成胶带机运输系统,为确保胶带运输系统的可靠性和稳定性,需对传统基于继电器的控制系统进行改造,从而提升胶带运输控制系统的响应速度和安全性。为此,将PLC控制器和模糊控制算法应用于其中,达到提升煤矿运输效率及煤矿生产效率的目的。
