生物反应器在设计、制造和使用过程中的质量控制及验证策略探讨
2020-04-17高贤申
高贤申
(上海森松制药设备工程有限公司,上海 201323)
生物反应器指以活细胞或酶为生物催化剂进行细胞增殖或生化反应提供适宜环境的设备,它是生物反应过程中的关键设备,生物反应器的结构、操作条件和操作方式的选定对产品的质量、收率(转化率)和能耗有密切关系。
一个良好的生物反应器应满足如下要求:①具有一定耐压和耐温能力,结构严谨并符合洁净设计要求;②选材要能耐腐蚀、耐蒸汽的反复灭菌,且对微生物无毒害;③具有良好接触和混合性能、能高效传递热量,确保适宜的生物反应条件;④表面光滑,易于清洗和灭菌并减少金属离子对生物反应的影响;⑤有适当的接管和仪表控制系统,便于供料、卸料、供气、清洗、灭菌,并能自动控制和检测;⑥在保持生物反应要求的前提下,降低能耗。
生物反应器是压力容器,要满足《特种设备安全法》等相关法律、法规、技术规范和标准规定,又是生物制药工程中的关键工艺设备,还要满足《药品生产质量管理规范》(GMP)等行业法规,其设计、制造、安装、调试、确认和使用活动必须符合法律、法规、技术标准和行业指南的要求,确保合法合规、技术先进。
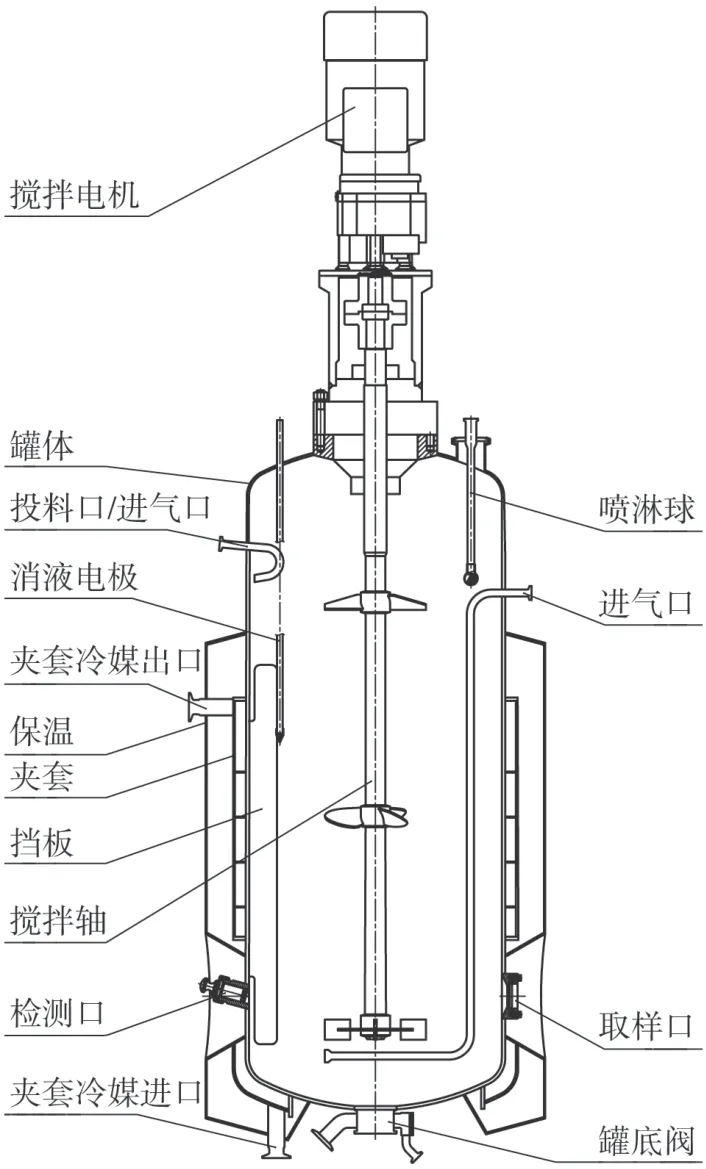
图1 发酵罐示意Fig.1 Fermentor sketch
机械搅拌式生物反应器是发酵工厂应用最普遍的生物反应器(以下简称发酵罐,如图1所示),它利用机械搅拌器的作用,使空气和液体充分混合,促使氧在溶液中溶解,提供微生物生长繁殖、发酵和代谢所需要的氧气。发酵罐主要由罐体、传动装置、机械密封、搅拌器、人孔、夹套、挡板、喷淋球、视镜、空气分布器、消泡器、接管等组成。
本文以发酵罐为例,对其设计、制造、安装、调试和确认及使用等环节的质量控制和验证策略进行了系统的分析。
1 生物反应器设计
1.1 设计基本要求
生物反应器是以用户需求(URS)作为设计输入条件,依据压力容器法规、规范、技术标准及生物反应工艺特点来进行设计。国内使用的生物反应器通常应同时满足TSG 21—2016《固定式压力容器安全技术监察规程》、GB/T 150—2011《压力容器》、ASME BPE—2019《生物工程设备》等要求。TSG 21—2016 主要从特种设备安全和监管的角度,对特种设备生产单位提出了相关要求,GB/T 150—2011主要对设备选材、强度设计和结构设计等方面提出技术要求,而ASME BPE—2019 则着重从满足GMP要求、便于CIP/SIP、降低生物负荷等方面提出了一系列设计、制造和使用要求。因此,ASME BPE—2019 是在GB/T 150—2011 基础上的补充,两者结合、能更好地满足生物工程领域的实际需要。
表1列出了压力容器设计时,GB/T 150—2011与ASME BPE—2019 相关要素的对照情况[1-2],供设计时参考。

表1 GB/T 150—2011 与ASME BPE—2019 与压力容器设计相关要求对照表Tab.1 Comparison between GB/T 150—2011 and ASME BPE—2019 for pressure vessel design
1.2 生物反应器洁净设计要求
洁净设计主要目的是便于清洗、灭菌和排放,减少残留和控制微生物生长,以降低生产过程中物料被污染或交叉污染的风险,洁净设计是生物反应器设计阶段必须考虑的重要内容。
1.2.1 总体要求
(1)与工艺和产品接触的所有表面应无凸起、裂纹、气穴等缺陷,且粗糙度Ra值满足要求。
(2)容器内部的所有接管都应与内壁平齐,尽量减少筒体上的接管和连接件的数量。
(3)所有仪表接头和任何筒体上的贯穿件应倾斜,以易于清洗。
(4)使用喷淋装置清洗的接管应尽量使L/d比值为最小,对不通过流体的接管,L/d比值宜小于或等于2。
(5)内伸管或喷淋管外壁与固定它们的接管内壁之间需有环形空间,以满足CIP 清洗的要求。
(6)喷淋装置数量与位置应易于消除因内件(如搅拌轴、内伸管与挡板)而造成遮挡部位。
(7)内部支撑件应为实心结构,不宜采用易疲劳损坏和易受污染的空心结构。
(8)推荐采用磁力搅拌或双端面机械密封的搅拌装置,便于生物反应器内物料与外部环境隔离。
1.2.2 洁净设计结构
ASME BPE 系统设计(SD)中详细列举了生物工程中可接受和不可接受的多种设计结构,以下为典型的可接受的设计结构,可用于生物反应器的结构设计中。
(1)上封头接管布置设计,如图2所示。
(2)筒体与下封头接头设计,如图3所示。
(3)筒体上的仪表接头设计,如图4所示。
(4)接管接头设计,如图5所示。
(5)伸入容器内的接管结构设计,如图6所示。
(6)内部支撑件的设计,如图7所示。

图2 上封头接管布置设计Fig.2 Nozzle design at top head

图3 筒体和下封头接头设计Fig.3 Side and bottom connection

图4 筒体上仪表接头设计Fig.4 Sidewall instrument ports

图5 典型接管连接结构Fig.5 Typical nozzle detail

图6 伸入容器内的接管结构设计Fig.6 Nozzle penetration details

图7 内部支撑件的设计Fig.7 Internal support members design
2 生物反应器制造、检验和试验
2.1 制造
发酵罐作为应用最普遍的生物反应器,其典型制造工艺如图8所示。
2.1.1 制造前准备
制造前准备对设备制造质量非常关键,精心而充分的准备,可以确保设备一次性做对、减少和避免不必要的偏差和返修。准备工作主要包括:

图8 发酵罐典型制造工艺Fig.8 Typical manufacturing process of fermentor
(1) 文件准备:包括制造工艺文件、焊接工艺文件、质量控制文件(质量计划或质量检验计划)、调试和确认文件等。
(2)人员准备:包括制造相关人员,特别是管理技术人员、焊工或焊接操作工、冷作工、检验和试验人员等。
(3)设备准备:包括制造相关的切割设备、卷制设备、焊接设备、机加工设备、打磨抛光设备以及检验和试验设备等。
(4)材料准备:包括符合图纸和技术要求的相应板材、管材、管件等,并经验收合格。
(5)场地准备:包括制造场地,对于不锈钢设备需要采取防止铁离子污染的隔离保护措施。
2.1.2 材料领用下料
根据图纸规定和制造工艺及进度需求,按程序办理材料领用手续,按照下料工艺进行切割下料。下料期间,要注意做好材料标识移植、确保可追溯性。
2.1.3 封头成型
推荐采用发酵罐制造厂提供板材、完成必要的拼接、焊接及检验合格后,再提供给封头制造商按相关技术标准和工艺压制,以确保封头材料、焊接、加工质量符合要求。发酵罐制造厂应事先按程序评价封头制造商的资质、能力。
2.1.4 封头开孔及接管组焊
根据图纸和制造工艺,对封头上的接管、凸缘、人孔、阀座、套管等进行定位、划线、开孔,并将这些部件与封头组焊,焊接时要考虑采取防止变形的措施。必要时,可对封头进行预抛光,以减少最终抛光 量。
2.1.5 筒体下料卷焊
根据图纸尺寸,采用等离子/激光切割机、卷板机等设备进行卷制,并完成纵缝焊接、筒体校圆等工 作。
2.1.6 筒体环缝组焊
当设备由多段筒节组成时,按照排料方位将筒节组对,完成环缝焊接。
2.1.7 夹套组焊
将夹套与筒体和封头分别组对焊接。焊接前必须对筒体或封头外表面以及夹套内表面进行彻底清 洁。
2.1.8 筒体开孔及接管组焊
根据图纸和制造工艺,对筒体上的接管进行定位、划线、开孔,并将这些部件与筒体组焊,焊接时要考虑采取防止变形的措施。必要时,可对筒体表面进行预抛光,以减少最终抛光 量。
2.1.9 封头、筒体组焊
组焊前,应检查并确保接管和开孔方位正确。
2.1.10 内件装配焊接装配和焊接罐内构件:如挡板、空气分布器、消泡器、喷淋球等。搅拌轴/桨叶及传动装置可以在罐外单独抛光合格后、在调试前组 装。
2.1.11 表面处理
通常包括机械抛光、电解抛光和酸洗钝化。机械抛光时,按照图纸和技术要求,对内、外表面进行抛光,抛光表面要均匀一致、粗糙度符合规定要求,对于不易抛光的部位、要防止过度抛光、引起壁厚减薄量过大;电解抛光时,要按照经评定合格的工艺进行操作,控制好相关工艺参数,确保表面质量合格;酸洗钝化时,要彻底清洗并消除表面游离铁离子等异物,形成良好的表面钝化膜。除非改变了发酵罐内与介质接触表面的状态或将电解抛光后表面暴露在外部污染环境中,已电解合格的表面一般不需要再进行钝化处理。
2.1.12 压力试验
按照图纸和技术要求进行压力试 验。
2.1.13 保温
按照图纸和技术要求对设备进行保温,包括保温外壳的施工。
2.1.14 喷淋球覆盖、排尽试验、搅拌测试
对完工的设备进行喷淋球覆盖性测试和排尽能力测试,测试要求符合本文2.2 节要求,并按照相关标准和程序进行搅拌运转测试、记录测试结果。
2.1.15 清洁干燥
相关检验和试验完成后,对设备进行最终清洁和干燥,以避免对发酵罐造成污染和腐 蚀。
2.1.16 包装
按要求进行包装,做好标识,设备待发货。包装时,要对所有管口进行保护,防止异物进入罐内。
2.2 检验和试验
检验和试验应该按照质量计划或检验试验计划,在合适的时机、采用适当的设备,由具备相应经验和资格的人员来进行,当合同和法规有要求时,也可能包括监检人员、客户代表的见证。
压力容器的检验和试验包括:①材料检验;②外观及几何尺寸检验;③焊接检验及无损检测;④耐压试验等,对于生物反应器,还应包括:①表面检验(外观及粗糙度);②喷淋球覆盖试验;③排尽试验等。以下主要介绍生物反应器的附加检验和试验要求。
2.2.1 表面检验
生物反应器与工艺接触的表面外观及粗糙度要求见表2,表3和表4[2]。表2和表3的要求可通过目视检验来判断,表4的要求可用粗糙度检测仪来测量,但要特别注意对于不规则表面、易漏抛光表面和难以抛光表面的检测,确保每一个位置的外观和粗糙度都符合要求。

表2 与工艺接触的金属表面验收标准Tab.2 Acceptance criteria for metallic process contact surface finishes

表3 与工艺接触电解抛光的金属表面附加验收标准Tab.3 Additional acceptance criteria for electropolished metallic process contact surface finishes

表4 与工艺接触的金属表面Ra 值Tab.4 Ra readings for metallic process contact surfaces
2.2.2 喷淋球覆盖试验
喷淋球覆盖试验是为了记录和证明对工艺接触表面的液体覆盖情况,确认喷淋装置可以清洗整个容器包括内壁、设备上封头、下封头及内件等,为清洁及清洁验证提供必要的条件。
喷淋球试验主要程序如下:
(1)配置核黄素溶液:采用纯水或规定的水质配置浓度为0.08 ~ 0.22 g/L 的核黄素溶液。
(2)喷施核黄素溶液:用喷壶将溶液喷至待检测容器内表面(人孔、管口)及搅拌桨叶/搅拌轴外表面。
(3)检查:在黑暗中用紫外线灯(波长365 nm)照射,检查所有表面被核黄素溶液覆盖情况。
(4)清洗:通过喷淋球,注入一定流量和压力的纯水,对容器内部进行清洗。
(5)检查:在黑暗中用紫外线灯照射,检查所有表面是否有核黄素溶液残留。
喷淋球试验验收标准:测试前容器内表面已由核黄素覆盖;清洗后,在黑暗条件下,用紫外线灯观察内表面和附件表面,无核黄素残留;如有残留必须形成记录,以便采取相应措施。
2.2.3 排尽试验
生物反应器良好的排尽能力,可以减少残留、降低生物负荷、提高收率、便于清洗和灭 菌。
排尽试验程序如下:
(1)找平:将设备安放在试验区域并找平,水平度/垂直度在允许偏差范围内。
(2)加水:加注纯水,水位应在容器筒体与下封头的焊缝线附近。
(3)排水:保持与大气相通,打开罐底阀,在重力作用下自然排放。
(4)检查:下封头内表面不得有超标残留积水存在。
排尽试验验收标准:一般情况下,残留水可能会以水滴的形式出现,水滴直径通常不超过5 mm。当水滴直径超过5 mm 时,用直径25 mm 的橡胶棒垂直下压水滴,如散开的水滴重新聚集,则表明该位置是平的或存在不允许的低点,这一区域应返修;如散开的水滴不再回到原来位置,则只视为大水滴,测试合格。
3 生物反应器的安装及质量控制
生物反应器运至现场后,施工单位应编制安装施工计划和方案,并按照施工方案和图纸要求进行放线、吊装就位、找正、找平、固定等工序,可靠准确地完成安装工作。
安装活动需符合GB 50231《机械设备安装工程施工及验收通用规范》,GB 50236《现场设备、工业管道焊接工程施工及验收规范》等标准和相应图纸要求,提交安装、试验记录和报告等资料。如有必要,生物反应器安装单位还应按照TSG 21—2016《固定式压力容器安全技术监察规程》规定向使用地特种设备安全监管部门办理书面告知等相关工作[3]。
4 生物反应器的调试、确认和验证
4.1 调试、确认和验证策略
对于药品生产相关的厂房、设施、系统/设备,应采用基于科学的、质量风险的方法,进行系统分类和风险评估,将系统按照风险等级分为直接影响系统和非直接影响系统两类。直接影响系统是风险高的系统,需要确定和实施相应的调试、确认和验证策略[4-5],以符合GMP 要求;而非直接影响系统为风险较低的系统,只需进行调试活动。
ISPE 基础指南第五卷:调试和确认在表3.1 中提出了系统分类标准,在八个问题中只要有一个问题的结果为“是“,该系统就属于直接影响系统,需要进行调试、确认和验证活动。发酵罐系统分类评估情况如表5所示,经评估为直接影响系统。
4.2 系统风险评估
系统风险评估是运用质量风险管理工具(如FEMA、PHA)对直接影响产品质量的系统进行评估、采取合适的控制措施以便确定确认的范围和程度,并确保厂房、设施、系统/设备中可能影响药品质量的风险均通过设计得到有效控制。风险控制可以从技术控制或程序控制的角度采取合适的风险控制措施,将风险降低至可接受水平。

表5 发酵罐系统分类评估表Tab.5 Fermentor system classification assessment
发酵罐系统关键方面/关键设计元素(CAs/CDEs)相关的主要控制参数通常包括:温度、pH 值、溶解氧浓度、基质含量、空气流量、压力、搅拌转速、搅拌功率、黏度、浊度、料液流量、产物的浓度、氧化还原电位、尾气中O2和CO2、菌丝形态、菌体浓度等。其中典型的关键控制参数(CPPs)有:温度、pH 值、溶解氧浓度、基质含量、空气流量、搅拌转速等,他们将影响着发酵罐系统产品的关键质量属性(CQAs)[5]。
风险评估后采取的程序控制措施有:设计确认(DQ)、调试中确认、安装确认(IQ)、运行确认(OQ)、性能确认(PQ)、工艺验证(PV)以及执行标准操作程序(SOP)等。
通过采取上述一种或多种控制措施,确定确认的范围和程度,形成发酵罐的风险评估和调试、确认和验证控制策略。
4.3 设计确认
设计确认(DQ)应当证明厂房、设施、系统/设备的设计符合预定用途和GMP 规范要求;设计确认按照经药厂质量部门批准的设计确认方案执行,将设计文件与URS 逐条比较、审核确认,并审核是否符合GMP 规范要求,形成设计确认报告。只有设计确认合格的图纸及设计文件才可以用于后续的确认和验证活动。可根据不同设计阶段的成果动态地进行设计确认。设计确认中发现的问题,应按照相关偏差处理和变更管理程序进行控制。
4.4 安装确认
安装确认(IQ)应当证明设备厂房、设施、系统/设备的建造和安装符合设计标准;安装确认按照经药厂质量部门批准的安装确认方案执行,通过实物检查、审查建造记录和报告等,确认设备的制造和安装符合法规、标准规范、设计图纸要求,并形成安装确认报告。安装确认中发现的问题,应按照相关偏差处理和变更管理程序进行控制。
发酵罐安装确认的内容包括但不限于:
(1)容器安装的确认;
(2)公用设施连接的确认;
(3)容器尺寸的检查;
(4)容器部件的检查;
(5)容器材质的检查;
(6)容器焊接(文件)的检查;
(7)容器表面状态的检查;
(8)容器排尽能力的确认。
4.5 运行确认
运行确认(OQ)应当证明厂房、设施、系统/设备的运行符合设计标准;运行确认按照经药厂质量部门批准的运行确认方案执行,通过必要运行和测试,确认设备运行符合法规、标准规范、设计图纸要求,并形成运行确认报告。运行确认中发现的问题,应按照相关偏差处理和变更管理程序进行控制。
发酵罐运行确认的内容包括但不限于:
(1)压力测试;
(2)搅拌的测试;
(3)喷淋球测试;
(4)在线灭菌测试;
(5)其他功能测试,如报警和连锁测试、断电恢复测试及自控系统相关测试。
4.6 性能确认
性能确认(PQ)应当证明厂房、设施、系统/设备在正常操作方法和工艺条件下能够持续符合标准;性能确认按照经药厂质量部门批准的性能确认方案执行,通过必要性能测试,确认设备能满足预期用途,并形成性能确认报告。性能确认中发现的问题,应按照相关偏差处理和变更管理程序进行控制。
4.6.1 在线灭菌性能确认
发酵罐(含管线)通常具备蒸汽在线灭菌功能,为确保在线灭菌程序的有效性,需要进行灭菌效果确认。灭菌效果确认需同时采用物理方法和生物挑战性方法确认。
灭菌循环通常包括:① SIP 前完整性测试;② 加热/空气置换;③ 暴露;④ 冷却/除蒸汽/干燥;⑤ SIP 后完整性测试;⑥ 灭菌状态的加压保持等阶段[6]。根据实际情况,灭菌循环可做相应的调整。
应通过风险评估确定温度探头的布点位置,发酵罐(含管线)灭菌效果确认时,温度探头位置应包 括:
(1)冷凝水可能聚集的位置,如罐底阀;
(2)上游的蒸汽疏水阀;
(3)空气可能难以置换出去的接管或高点位置,如上封头接管;
(4)质量较大的物体表面,如桨叶、搅拌轴;
(5)灭菌边界内的未保温表面,如封头及筒体接管附近;
(6)发酵罐系统的边界处;
(7)死角(冷凝水/空气夹带),如L/d>2 的接管;
(8)温度或压力测试仪表的附近。
4.6.2 性能确认
发酵罐的性能确认应当根据已有的生产工艺和发酵系统的特点制定性能确认方案,可使用生产物料、适当的替代品或者模拟产品来进行试验/测试,并形成性能确认报告。
4.7 清洁验证
为确认发酵罐清洁操作规程的有效性,需要进行清洁验证(CV)。应通过风险评估确定风险点和取样方案并编制清洁验证方案、经批准后实施。首次清洁验证可以与工艺验证一起进行。
发酵罐清洁验证中最难清洗的部位通常有:① 上封头接管内部;② 喷淋管外壁;③ 搅拌轴可能遮挡的部位;④ 挡板、桨叶等内件表面。
4.8 工艺验证
工艺验证(PV)是证明生产工艺按照规定的工艺参数能够持续生产出符合预定用途和注册要求的产品,发酵罐是发酵工艺的核心设备,需编制工艺验证方案、经批准后实施。
5 生物反应器文件要求
生物反应器是生物工程的关键工艺设备,其文件不仅要满足GB/T 150—2011 等压力容器标准要求,也要满足药品生产GMP 要求,这些文件除要求提供纸质版外,根据约定还应提供电子版。
在文件准备和形成过程中,一定要遵循良好的文件规范,即遵循ALCOA 原则(可追溯的、清晰易读的、同步产生的、原始的和准确的),以确保提供证实设备符合GMP 规范的客观证据。
5.1 设计阶段文件
生物反应器设计阶段的文件[3]应包括:
(1)资质证书(设计资质);
(2)风险评估报告(需要时);
(3)强度计算书或应力分析报告;
(4)设计图样(总图、详图);
(5)制造技术条件;
(6)安装使用维护保养说明等(必要时);
(7)用户需求URS(即符合GMP 要求的生物反应器设计条件);
(8)设计确认(DQ)方案及报告(需经用户质量部门批准)(可与确认文件一并归档);
(9)超压泄放装置的相关计算书等。
5.2 制造、安装、调试阶段文件
生物反应器制造、安装、调试阶段的文件[1]应包括:
(1)特种设备制造监督检验证书(需要时);
(2)容器竣工总图(除包含受压元件外,还应包括反应器内与工艺接触的零部件详图);
(3)容器产品合格证(含产品数据表);
(4)材料质量证明书(应包括受压元件及所有与工艺接触的零部件材质证明书);
(5)资质证书(制造安装资质、焊工及无损检测人员资质);
(6)产品铭牌的拓印件或复印件;
(7)容器制造要求的检验、试验记录和报告(质量计划或检验计划、外观及几何尺寸检验报告、焊接记录、无损检测报告、耐压试验报告、酸洗钝化或电解抛光报告、表面粗糙度报告、喷淋球测试报告、排尽测试报告、搅拌测试报告等);
(8)容器安装要求检验试验记录和报告。
5.3 确认阶段文件
生物反应器确认阶段的文件[5]应包括:
(1)设计确认(DQ)方案及报告(需经用户质量部门批准);
(2)安装确认(IQ)方案和报告(需经用户质量部门批准);
(3)运行确认(OQ)方案和报告(需经用户质量部门批准);
(4)性能确认(PQ)方案和报告(需经用户质量部门批准)。
5.4 使用阶段文件
生物反应器使用阶段的文件[7]应包括:
(1)特种设备使用申请登记证(若有需要时);
(2)灭菌性能确认方案和报告;
(3)清洁验证方案和报告;
(4)工艺验证方案和报告;
(5)维护和检查记录;
(6)其他相关文件。
6 结束语
生物反应器的设计、制造、安装、调试和确认、使用,既要满足压力容器的一般要求,也要满足药品生产行业的GMP 要求,才能保证药品生产的质量、保证患者的安全和健康。本文介绍了生物反应器的各环节的质量控制及验证相关要求,也可为制药行业其他的工艺设备和系统实现GMP 合规性提供参考。