不锈钢材料的光纤激光掩膜微细电解复合加工
2020-04-07李小海王淑铭
佟 晗,李小海,王淑铭,2,王 冬,2
(1.佳木斯大学机械工程学院,黑龙江 佳木斯 154002;2.佳木斯大学材料科学与工程学院,黑龙江 佳木斯 154002)
1 引 言
激光表面改性技术是近些年来材料表面工程领域的研究热点,其效率高、污染小、材料利用率高等特点使得该项技术得到广泛应用。杂散腐蚀是影响电解加工精度的主要问题之一,激光表面改性技术的应用能够增强金属表层耐腐蚀性与显微硬度,能够有效抑制杂散腐蚀从而提高电解加工精度[1-2]。 Walid Khalfaoui等[3]选用KrF激光对ZE41镁合金进行表面重熔,使得镁合金中的合金元素分布均匀,显微硬度与内腐蚀性有显著提高。M.Strzelecka等[4]用氩气纯度为99.995 %的氩弧焊对AZ91镁合金进行表面重熔,结果显示重熔区晶粒变得细化并且均匀分布从而提高 AZ91镁合金综合性能。A.E.Coy等[5]对压铸态AZ91D镁合金表面进行激光重熔,结果显示重熔层的晶粒细化和成分均匀化并有效改善合金的耐腐蚀性。Józef Iwaszko等[6]用cw-CO2激光对AZ91镁合金表面进行重熔,重熔区晶粒显著减小,表层硬度明显提高。
光纤激光掩膜微细电解复合加工是微细电解与激光表面改性技术的结合,在304不锈钢表面进行激光重熔形成激光掩膜,在微细电解加工过程中对材料基体起到保护作用从而加工出微小型腔,本文着重研究激光重熔过程及激光掩膜成分与耐腐蚀性,并通过工艺对比试验进行验证。
2 光纤激光掩膜微细电解复合加工
2.1 加工原理
高能量脉冲激光在304不锈钢表面按照规划好的路径进行激光表面改性处理,经过激光重熔后的不锈钢生成含有Cr、Fe等氧化物的耐腐蚀表层,从而对不锈钢基体起到保护作用。激光器发出的激光使用系统自带软件对扫描路径进行设计,并通过微细进给滑台、光学聚焦透镜与振镜作用在工件表层上,利用数控系统严格控制加热区域制作生成激光掩膜。工件表层受到高能激光束辐照,产生的热量使得材料发生重熔变化如图1(a)所示,表面重熔生成的耐腐蚀表层在电解过程中对材料基体起到保护效果。在微细电解过程中,使用片状电极作为电解阴极,带有激光掩膜的工件作为阳极,在高频脉冲电流下反复扫描电解。由于激光掩膜具有较好的耐腐蚀性,电解过程中掩膜区域材料溶解速度小于非掩膜区,从而产生微细结构如图1(b)和图1(c)所示。为解决单次加工中出现的杂散腐蚀现象,使用同样的加工方法进行多次加工并且改变工艺规划实现不同型腔结构的制作,生成的微细结构如图1(d)和图1(e)所示,最终实现微小型腔的加工。
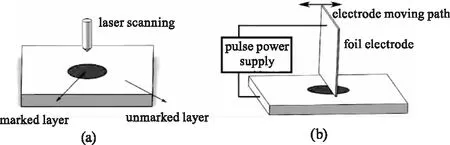
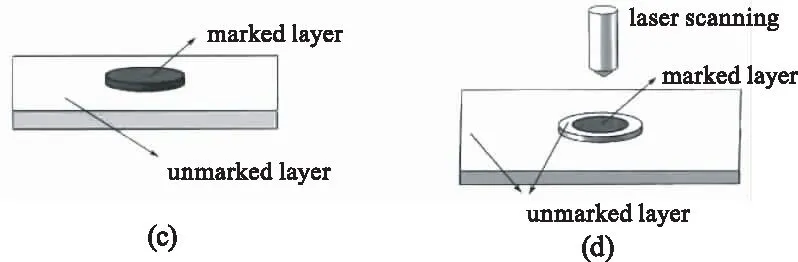

图1 激光掩膜微细电解复合加工机理
2.2 复合加工装置
激光加工器由IPG光纤脉冲激光器与SCANLAB振镜组成,光斑焦点通过调节微进给滑台进行控制,其性能参数如表1所示。高频脉冲电源、电解液循环系统与工具电极进给机构组成微细电解加工系统,工具电极进给机构上安装有专用夹头用来装夹片状电极。将两部分组合放置在三轴进给工作台上搭建出光纤激光掩膜微细电解复合加工平台如图2所示,分辨率较高的微进给三坐标工作台有效的解决了复合加工中交替定位出现的误差。电解加工过程中,不锈钢片状电极在工件上反复扫描电解,阳极工件表层在激光掩膜的保护下进行选择性溶解,经过多次复合加工最终生成典型的微型腔结构[7]。

表1 激光加工器性能参数
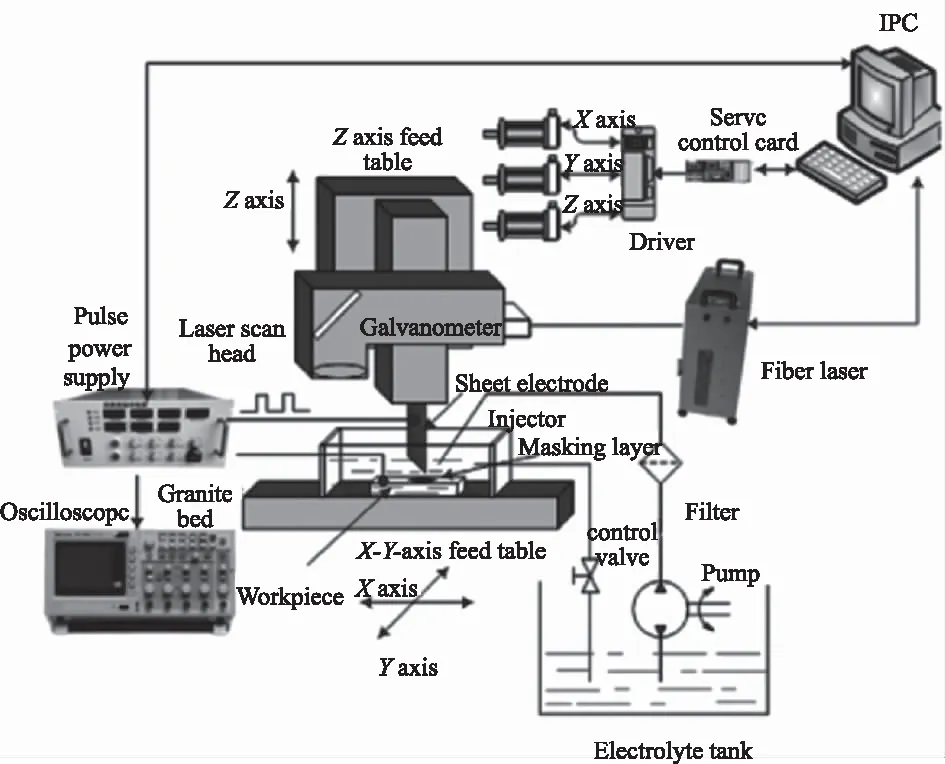
图2 激光掩膜微细电解复合加工装置
3 光纤激光掩膜产物分析
3.1 掩膜加工热场分析
激光束作用在工件表层,在不考虑结晶与相变等因素影响下,假设能量热源为点热源,选用经典热学模型[8]为:
(1)
(2)
式中,T为温度;Q为热量;ρ为密度;α为传热系数;c为比热容;r表示计算温度点与热源中心距离;f为激光频率;Wm为单个激光脉冲能量;t为热源作用时间。由公式(1)可知,激光束作用在工件表层温度T是由材料自身参数与激光器中的功率、脉宽、频率以及扫描速度决定的。在制作激光掩膜过程中使用的激光器,激光光斑热源密度分布类似与高斯热源模型,其任一点的激光能量密度[9]为:
(3)
式中,qm为中心热源密度最大值;R为高斯热源分布的外径。
本文选用高斯热源模型,在工件上加载单方向移动的高热密度光斑,其任一点的激光能量密度为:
(4)
式中,x,y分别为x与y方向的位移量;t为激光加载时间;R0表示光斑直径;v为激光扫描速度。
在ANSYS Workbench中进行建模分析,设定激光加工功率为5 W,得到不锈钢工件表层温度云图如图3所示。
图3 激光束光斑温度云图
可以看到光斑中心温度最高接近不锈钢熔点,四周温度逐渐降低。随着激光束的移动,工件表层温度逐渐降低,当温度低于熔点时工件重新冷凝成固体,不锈钢受温度影响完成熔化—冷凝过程从而实现激光表面重熔。
(a) (b)
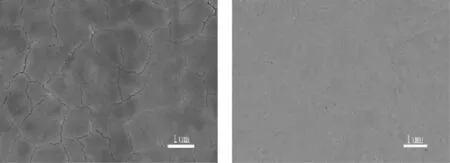
使用功率为5 W的激光对不锈钢表层进行激光重熔,观察SEM如图4所示,图4(a)带有表面裂纹的为带有激光掩膜的不锈钢工件表层,图4(b)为抛光的不锈钢基体,借助X射线衍射分析可知如图5所示,激光掩膜实质是高能激光束加热金属,使金属中的Cr、Fe受热并与空气中的氧气接触氧化生成含有Cr2O3和Fe2O3等氧化物的亚微米级氧化层,同时激光重熔引起不锈钢表层金属相变,重熔层中颗粒致密均匀,耐腐蚀性较强的奥氏体γ-Fe相增加,在电解过程中奥氏体相可以起到防腐蚀作用从而降低掩膜区金属的腐蚀速度,而非掩膜区溶解速度较快,可以对金属进行选择性溶解从而实现微结构的定域加工。
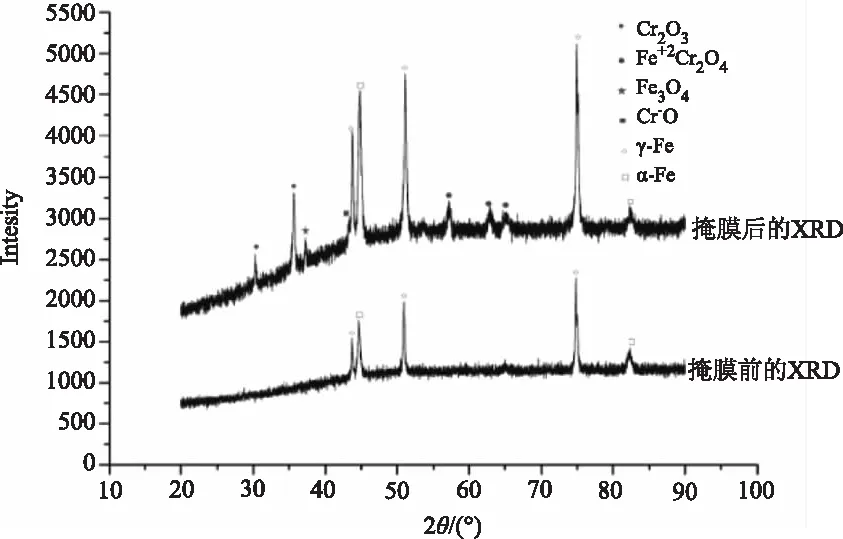
图5 激光掩膜层与不锈钢基体 XRD 分析
3.2 激光掩膜耐腐蚀研究
将带有激光掩膜的不锈钢(成分如表2所示)工件与非掩膜不锈钢基体进行电化学极化曲线测量,分析其耐腐蚀性。试验选用上海辰华的CHI660E型电化学工作站,将试验材料剪裁为10 mm×10 mm的薄块,清洗处理后石蜡封装,试验采用三电极体系,其中石蜡封装的工件为工作电极,铂片为辅助电极,Ag/AgCl为参比电极,腐蚀液选用3.5 % NaCl溶液,设置开路电位范围为-2~+2 V,扫描时间为360 s,极化曲线的电位扫描范围是-1.5~+1.0 V,扫描速度为0.01 V/s。

表2 304不锈钢(06Cr19Ni10)成分表
待电极体系稳定后测量极化曲线结果如图6所示,带有激光掩膜的不锈钢工件的极化曲线中,有明显的钝化区且钝化宽度较大,说明带有激光掩膜的工件其氧化层腐蚀时间较长,腐蚀速度较为缓慢;同时相比与不锈钢基体,带有掩膜的工件自腐蚀电位更高,在电化学极化曲线中,电极的自腐蚀电位越高,其耐腐蚀性越强[10],因此可以得到:带有掩膜的不锈钢工件耐腐蚀性强于无掩膜的不锈钢基体。

图6 不锈钢工件极化曲线图
4 激光掩膜微细电解复合加工实验
不锈钢工件经过激光掩膜后放入电解槽内进行电解加工试验,试验采用浓度为1.8 mol/L的NaNO3溶液作为电解液,阴极工具电极为不锈钢片状电极,阳极为带有激光掩膜的工件,两端接通高频脉冲电源并调节加工间隙,通过调控微进给系统控制工具电极运动方式并设定电解加工相关参数进行微细电解加工,微细电解加工参数如表3所示。

表3 微细电解加工参数
对工件进行激光掩膜加工后,放入电解池进行微细电解得到微结构效果如图7所示,微结构型腔锥度较小,结构突出,表面质量较优,通过3D光学轮廓仪测量被加工表面的面粗糙度Sa为0.263 μm。
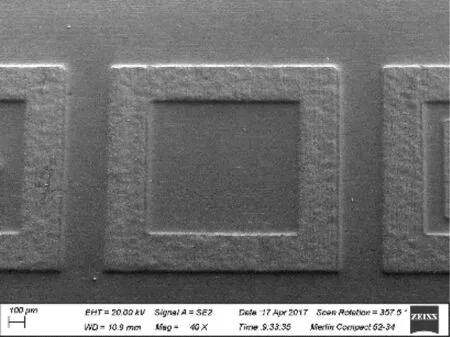
(a)SEM图

(b)3D光学轮廓仪测量图
5 结 论
激光表面改性技术与微细电解工艺相结合,搭建复合加工平台并对加工机理进行研究,通过对激光掩膜加工热场的建模分析、掩膜的XRD测量,以及电化学实验对带有掩膜的不锈钢工件进行极化曲线的测量,最后通过工艺试验进行验证,得出以下结论:
(1)高能激光束产生的热量熔化不锈钢表层,随着光斑移动基体温度降低冷凝从而完成激光重熔的整个过程。
(2)激光掩膜是不锈钢表层受热生成含有Cr、Fe等氧化物的超薄表层,具有耐腐蚀性。(3)通过复合加工工艺实验,验证了光纤激光掩膜微细电解复合加工的可行性,优化参数加工出表面质量较优的微小型腔结构。
