Al-Cu合金片对钢/铝异种金属激光-MIG复合焊接头组织和性能的影响
2020-03-31吴永亮1顾丽霞1罗立峰
吴永亮1,顾丽霞1,罗立峰
(1.内蒙古机电职业技术学院机电工程系,呼和浩特 010070; 2.吉林大学材料科学与工程学院,长春 130012)
0 引 言
钢/铝异种金属焊接结构能够同时发挥钢与铝的优良特性,有望在汽车、船舶等领域得到广泛应用。然而,由于钢与铝在化学成分、物理性质和化学性质等方面存在较大的差异,其冶金反应过程较为复杂[1];同时,钢/铝异种金属焊接接头中大量硬且脆的Fe-Al金属间化合物的形成会恶化接头的组织和性能,使得实际应用过程中该接头易在熔合区发生断裂失效[2],从而制约钢/铝异种金属焊接结构的工业化应用范围。国内外科研工作者们尝试采用瞬间液相扩散焊、磁脉冲焊、电阻点焊、冷金属过渡焊、搅拌摩擦焊和激光焊等方法来实现钢/铝异种金属的焊接,虽然都取得了一定的进展,但是焊接接头中硬脆金属间化合物的问题依旧没有解决,并且还出现了焊接效率低、成本较高等问题[3-5]。新型激光-熔化极惰性气体保护(MIG)复合焊技术结合激光焊和MIG焊的优点,通过熔化铝合金使其在钢表面润湿铺展而实现钢/铝异种金属的高效率焊接,具有比激光焊更强的桥间能力以及比MIG焊更高的焊接速度和焊接稳定性等特点[6]。由于在异种金属焊接过程中影响显微组织和力学性能的焊接工艺参数较多,各焊接参数之间还可能产生协同作用,因此有必要在焊接系统中引入可编程逻辑控制器(PLC)控制单元以精确控制焊接工艺,确保试验的准确性和可重复性,避免人为因素的影响,从而提高焊接效率,并控制成本[4-5]。
研究表明,在焊接材料中添加镍、锌、铜元素可降低焊接材料的熔点,提高铝在钢表面的润湿和铺层能力,并抑制Fe-Al金属间化合物的生长及改善其形态,而目前有关镍与锌元素改善钢/铝异种金属焊接接头冶金条件的研究较多[7-8],但有关铜元素的研究较少。作者通过在钢侧坡口表面添加厚1 mm的Al-Cu合金片的方法,采用PLC系统[9-10]控制的激光-MIG复合焊接工艺对Q890钢/6063铝合金进行了异种金属焊接,研究了Al-Cu合金片对焊接接头显微组织与力学性能的影响,探讨了铜元素的加入对界面层生长机制的影响,为激光-MIG复合焊的大规模工业化应用提供试验依据。
1 试样制备与试验方法
1.1 试样制备
焊接用母材为调质态Q890钢板和固溶+人工时效态6063铝合金板,尺寸都为160 mm×60 mm×4 mm,显微组织分别为回火索氏体和ɑ-Al固溶体;焊接材料为直径为1.6 mm的ER5087焊丝,以及自行开发的厚度为1 mm的Al-Cu合金片。焊接用母材、焊丝和Al-Cu合金片的化学成分如表1所示。Q890钢的抗拉强度为1 042 MPa,屈服强度为932 MPa,断后伸长率为13.5%;6063铝合金的抗拉强度为298 MPa,屈服强度为255 MPa,断后伸长率为10%。

表1 母材、焊丝和Al-Cu合金的化学成分(质量分数)

图1 激光-MIG复合焊接的坡口形式和焊接过程示意Fig.1 Schematic of groove form and welding process of laser-MIG hybrid welding
焊前在Q890钢板和6063铝合金板上加工如图1(a)所示的坡口,并清洗、吹干。焊接时根部间隙为 1 mm,背面陶瓷板的主要作用是便于焊接施工,保证焊接质量。在激光-电弧复合焊接工作站中对Q890钢/6063铝合金进行激光-MIG复合焊,焊接设备组成包括Fronius TPS 2700型数字化脉冲焊机、额定功率2 kW的RC-YLS型光纤激光器、HT-1200-5型焊接机械手和P.7/50型可编程逻辑控制器(PLC)控制组元,焊接过程如图1(b)所示,采用激光在后、电弧在前的熔-钎焊方式进行焊接,直接加热位置为坡口中部。共进行2组试验,其中一组未加Al-Cu合金片,另外一组在钢侧坡口表面放置Al-Cu合金片。激光-MIG焊接过程中采用PLC控制单元对焊接工艺参数进行精确控制,光丝间距为3 mm,焊炬倾角为28°,激光倾角为6°,离焦量为+9 mm,保护气高纯氩气的流量为18 L·min-1,激光功率为1 kW,焊接电流为160 A,焊接速度为55 cm·min-1,并保证焊丝指向钢侧坡口中部。
1.2 试验方法
在焊接接头上垂直于焊缝方向截取金相试样,经过打磨、抛光后,Q890钢侧采用体积分数4%的硝酸酒精溶液腐蚀,6063铝合金侧采用Keller试剂(1 mL HF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O)腐蚀后,采用S9E/D/I/SAPO型体视显微镜观察宏观形貌,采用DVM6型光学显微镜和JSM-6800型扫描电镜(SEM)观察显微组织,并用扫描电镜附带的IE250X-Max50型能谱仪(EDS)对微区成分进行分析。采用Empyrean型锐影X射线衍射仪(XRD)对界面层的物相进行分析,采用铜钯,Kɑ射线,电压为40 kV,电流为40 mA,扫描范围为20°~100°。采用Tukon 2500型全自动维氏硬度计测接头不同位置的硬度,载荷为0.98 N,保载时间为10 s,测试间距为0.1 mm,测试位置如图2(a)所示。以焊缝为中心垂直于焊缝方向截取如图2(b)所示的拉伸试样,按照GB/T 228.1—2010,在MTS-810型万能拉伸试验机上进行室温拉伸试验,拉伸前去除焊缝余高,拉伸速度为2 mm·min-1,测3组试样取平均值。
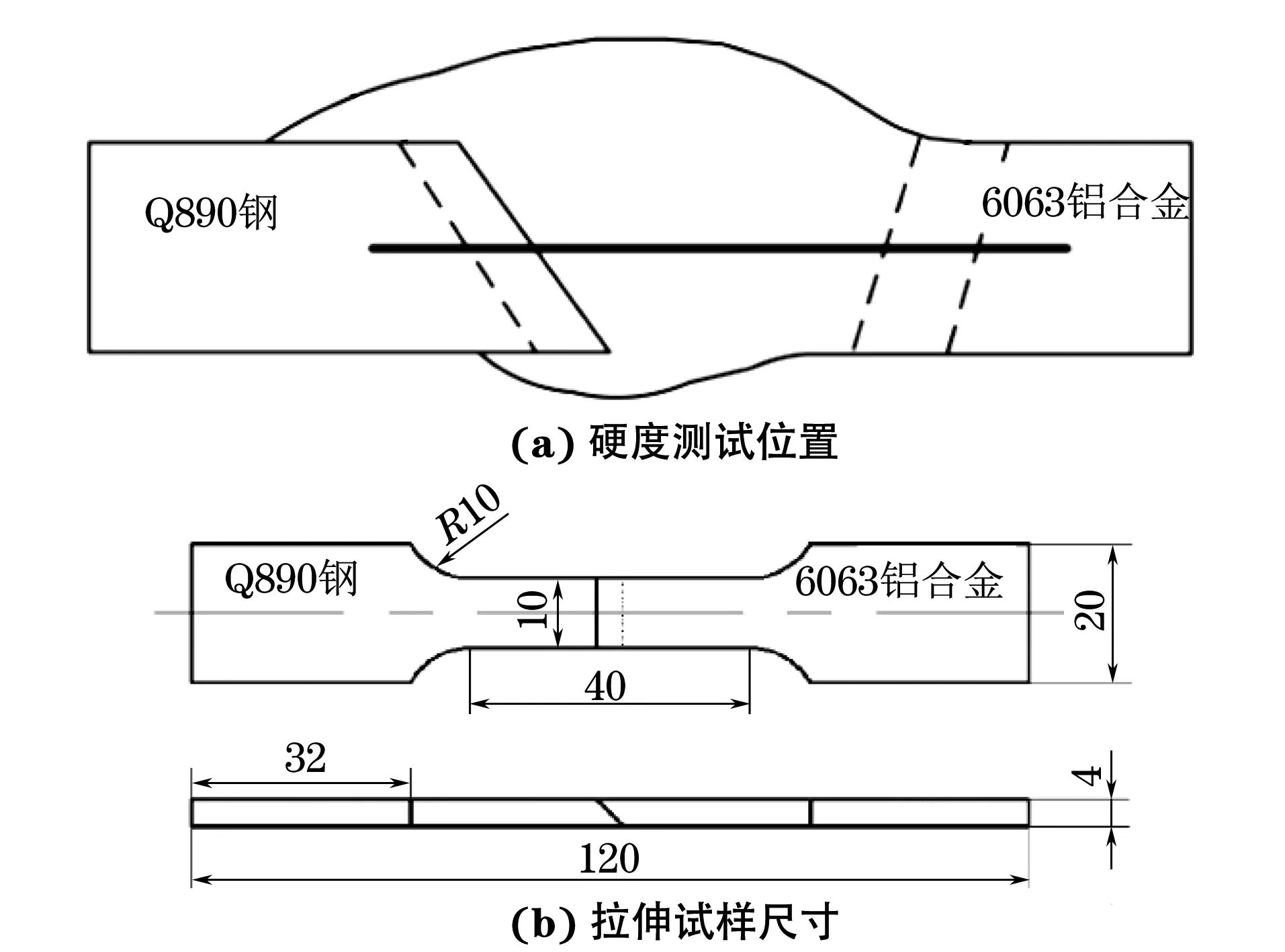
图2 硬度测试位置示意和拉伸试样的尺寸Fig.2 Hardness testing location diagram (a) and size of tensile specimen (b)

图3 无Al-Cu合金片和有Al-Cu合金片焊接接头的截面形貌Fig.3 Sectional morphology of welded joints without Al-Cu alloy sheet (a) and with Al-Cu alloy sheet (b)
2 试验结果与讨论
2.1 宏观形貌
由图3可见:钢侧坡口表面未添加Al-Cu合金片(以下简称无Al-Cu合金片)和添加Al-Cu合金片(以下简称有Al-Cu合金片)的焊接接头均具有典型的熔钎焊特征,接头中未出现焊接气孔、夹渣或未熔合等缺陷,两侧母材与焊缝之间均存在明显的熔合线;根据组织特征接头可分为钢侧热影响区(HAZ1)、界面层(IZ)、焊缝区(WZ)和铝侧热影响区(HAZ2)。
2.2 显微组织与物相组成
由图4可以看出:钢侧坡口表面未添加Al-Cu合金片时,在焊接接头Q890钢侧中部区域(区域A),钢与焊缝之间存在由舌状相和针状相组成的厚度约18 μm的界面层,界面层中间还存在沿熔合线分布的微裂纹;在Q890钢侧中上部区域(区域B),界面层厚度减小至9 μm,且界面层中未见明显裂纹缺陷,在焊接过程中,激光-MIG复合热源直接作用在中部区域,造成该区域的焊接热输入较大,从而导致该区域的界面层厚度增大、裂纹敏感性增加[11]。焊缝区(区域C)组织由尺寸均匀的细小等轴状α-Al固溶体组成,钢侧热影响区(区域D)由贝氏体和珠光体组成,铝侧热影响区(区域E)由晶粒粗大的α-Al固溶体组成。
由图5可知:钢侧坡口表面添加Al-Cu合金片后,焊接接头中Q890钢侧界面层主要由舌状相和细小絮状相组成,厚度约为9 μm,界面层中未发现微裂纹存在,与无Al-Cu合金片的钢侧界面层相比,添加Al-Cu合金片后钢侧界面层的裂纹敏感性降低,组织得到改善;焊缝区由细小的等轴状α-Al固溶体组成,钢侧热影响区由贝氏体和珠光体组成,铝侧热影响区由晶粒粗大的α-Al固溶体组成,均与未添加Al-Cu合金片时的相同。
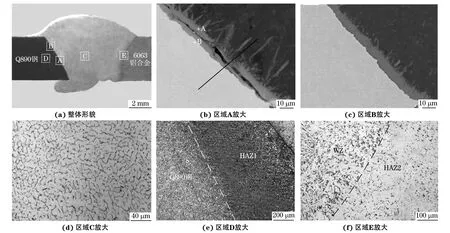
图4 无Al-Cu合金片焊接接头不同区域的显微组织Fig.4 Microstructures of different regions in welded joint without Al-Cu alloy sheet: (a) overall morphology; (b) magnification of region A;(c) magnification of region B; (d) magnification of region C; (e) magnification of region D and (f) magnification of region E

图5 有Al-Cu合金片焊接接头不同区域的显微组织Fig.5 Microstructures of different regions in welded joint with Al-Cu alloy sheet: (a) interface layer; (b) weld zone;(c) heat affected zone on steel side and (d) heat affected zone on aluminum side
对有Al-Cu合金片和无Al-Cu合金片的焊接接头界面层进行元素线扫描,对界面层不同位置进行EDS分析,线扫描和EDS分析位置如图4(b)和图5(b)所示。由图6(a)可以看出:无Al-Cu合金片的焊接接头中由Q890钢至焊缝区域的铝、镁元素含量呈上升趋势,而铁元素含量呈降低趋势,可知Q890钢与焊缝之间存在铝、镁和铁元素的互扩散。结合Fe-Al二元相图和表2的EDS分析结果可知,无Al-Cu合金片的焊接接头中界面层的舌状相和针状相分别为Fe2Al5(位置A)和Fe4Al13(位置B)相,这些Fe-Al金属间化合物属于硬脆相,在外加应力或焊接残余应力作用下容易萌生裂纹而成为接头最薄弱区域[12]。由图6(b)和表2可以看出:有Al-Cu合金片的焊接接头中由Q890钢至焊缝区域的铝、镁和铁元素也存在互扩散;铜原子置换Fe4Al13相中的铁原子形成(Fe,Cu)4Al13相,抑制了该相的生长而形成细小絮状,同时置换Fe2Al5相中的铁原子形成(Fe,Cu)2Al5相。铜元素的加入抑制了Fe-Al金属间化合物的生长[13],从而减小了界面层厚度,同时铜原子的存在有助于抑制铁原子向焊缝扩散,改善Fe-Al金属间化合物的组织特征和硬脆性,从而降低裂纹敏感性。

图6 无Al-Cu合金片和有Al-Cu合金片焊接接头界面层的元素线扫描结果Fig.6 Element linear scanning results of interface layer in welded joint without (a) and with (b) Al-Cu alloy sheet

图7 无Al-Cu合金片焊接接头界面层和有Al-Cu合金片焊接接头焊缝区的XRD谱Fig.7 XRD patterns of interface layer in welded joint without Al-Cu alloy sheet (a-b) and of weld zone in welded joint with Al-Cu alloy sheet (c): (a) interface layer near heat affected zone on steel side and (b) interface layer near weld on steel side
表2 图4(b)和图5(b)中不同位置的EDS分析结果(原子分数)
Table 2 EDS analysis results of different positions in Fig.4(b) and Fig.5(b) (atom)%

位置AlFeCuA76.5823.42B71.4228.58C76.7121.661.63D71.5927.291.12
由图7可知:无Al-Cu合金片焊接接头近钢侧热影响区界面层的物相包括铁、Fe2Al5和Fe4Al13相,近焊缝界面层的物相包括铝、Fe4Al13和Fe2Al5相。结合EDS分析结果可知,无Al-Cu合金片焊接接头界面层中近钢侧热影响区的物相为Fe2Al5相,而近焊缝侧为Fe4Al13相;有Al-Cu合金片焊接接头焊缝区中除含有α-Al固溶体外,还存在因部分铜元素进入焊缝而形成的强化相Al2Cu。
2.3 力学性能
由图8可知:无Al-Cu合金片和有Al-Cu合金片的焊接接头的硬度分布均很不均匀,界面层的硬度均最高,分别为393,334 HV,这主要与靠近钢侧热影响区界面层中出现了硬脆Fe-Al金属间化合物有关[14];两种焊接接头中铝侧热影响区的硬度均最低,这主要与该区域在焊接热循环作用下形成了粗大的晶粒有关[15]。无Al-Cu合金片的焊接接头中焊缝区平均硬度约为76 HV;钢侧热影响区硬度分布不均匀,靠近界面层区域硬度相对较高,且在热影响区中出现了硬度谷值(约252 HV),这可能与热影响区软化有关[16]。有Al-Cu合金片的焊接接头中焊缝区的平均硬度约为81 HV,比无Al-Cu合金片的高约5 HV,这与焊缝区形成了强化相Al2Cu有关;钢侧热影响区也同样存在因软化而出现的硬度谷值,这是因为Al-Cu合金片的加入并不会改变焊接热输入的大小[17]。
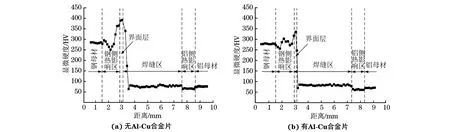
图8 无Al-Cu合金片和有Al-Cu合金片焊接接头的硬度分布曲线Fig.8 Hardness distribution curves of welded joints without (a) and with Al-Cu alloy sheet (b)

图9 无Al-Cu合金片焊接接头界面层的生长模型Fig.9 Growth model of interface layer of welded joint without Al-Cu alloy sheet: (1) 1st stage; (b) 2nd stage;(c) 3rd stage and (d) 4th stage
无Al-Cu合金片和有Al-Cu合金片的焊接接头的拉伸断裂位置均在界面层,平均抗拉强度分别为61,128 MPa。对比可知,添加Al-Cu合金片后焊接接头的抗拉强度提高了109.8%,这主要与界面层中(Fe,Cu)4Al13相和(Fe,Cu)2Al5相的形成减小了界面层厚度,改善了界面层的组织结构,降低了裂纹敏感性有关。
2.4 分析与讨论
无Al-Cu合金片和有Al-Cu合金片的焊接接头在拉伸过程中均在界面层处断裂,表明含有Fe-Al金属间化合物的界面层是焊接接头最薄弱的部位,因此有必要对其生长机制进行分析。由图9可以看出:钢侧坡口表面未添加Al-Cu合金片时,在激光-MIG复合焊接过程的第1阶段,铁和铝原子以不同速率向界面层扩散,但是铁原子向铝液中的扩散速率更快;在第2阶段,铁和铝原子在界面层中达到一定浓度时相互反应并形成生长动力学系数较大的Fe2Al5相;在第3阶段,Fe2Al5相在界面处形成连续的金属间化合物层,在界面层的阻碍作用下,铁和铝原子的扩散速率减小,并在靠近液态焊缝侧形成针状Fe4Al13相,而在靠近钢侧热影响区形成舌状Fe2Al5相;在第4阶段,铁和铝原子继续扩散,导致靠近焊缝的Fe4Al13相呈粗大针状,而靠近钢侧热影响区的Fe2Al5相呈宽大舌状,同时在界面层中形成了裂纹缺陷。
由图10可以看出:钢侧坡口表面添加Al-Cu合金片后,在激光-MIG焊接过程的第1阶段,铁、铝和铜原子同时以不同速率向界面层扩散,但由于铁和铜原子具有相似的原子结构,因此铜原子对铁原子的扩散具有抑制作用;在第2阶段,在铜原子的抑制作用下,界面前沿铁原子浓度比无Al-Cu合金片时的有所减小,并在近钢侧热影响区的界面层中形成Fe2Al5相,而在近焊缝的界面层中形成Fe4Al13相;在第3阶段,铜原子的加入抑制了具有择优生长方向的Fe4Al13相的生长,同时阻碍了铁原子向焊缝侧的进一步扩散,此时近焊缝的界面层中Fe4Al13相主要呈絮状而非粗大针状,而近钢侧热影响区界面层中Fe2Al5相因铝原子扩散未受明显影响而继续长大呈舌状;在第4阶段,Fe-Al金属间化合物表面不断富集铜原子而发生元素置换,界面层中的Fe-Al金属间化合物演变为(Fe,Cu)4Al13相和(Fe,Cu)2Al5相,从而改善了界面层中金属间化合物的硬脆性,降低了裂纹敏感性,使得焊接接头的拉伸性能得到显著改善。
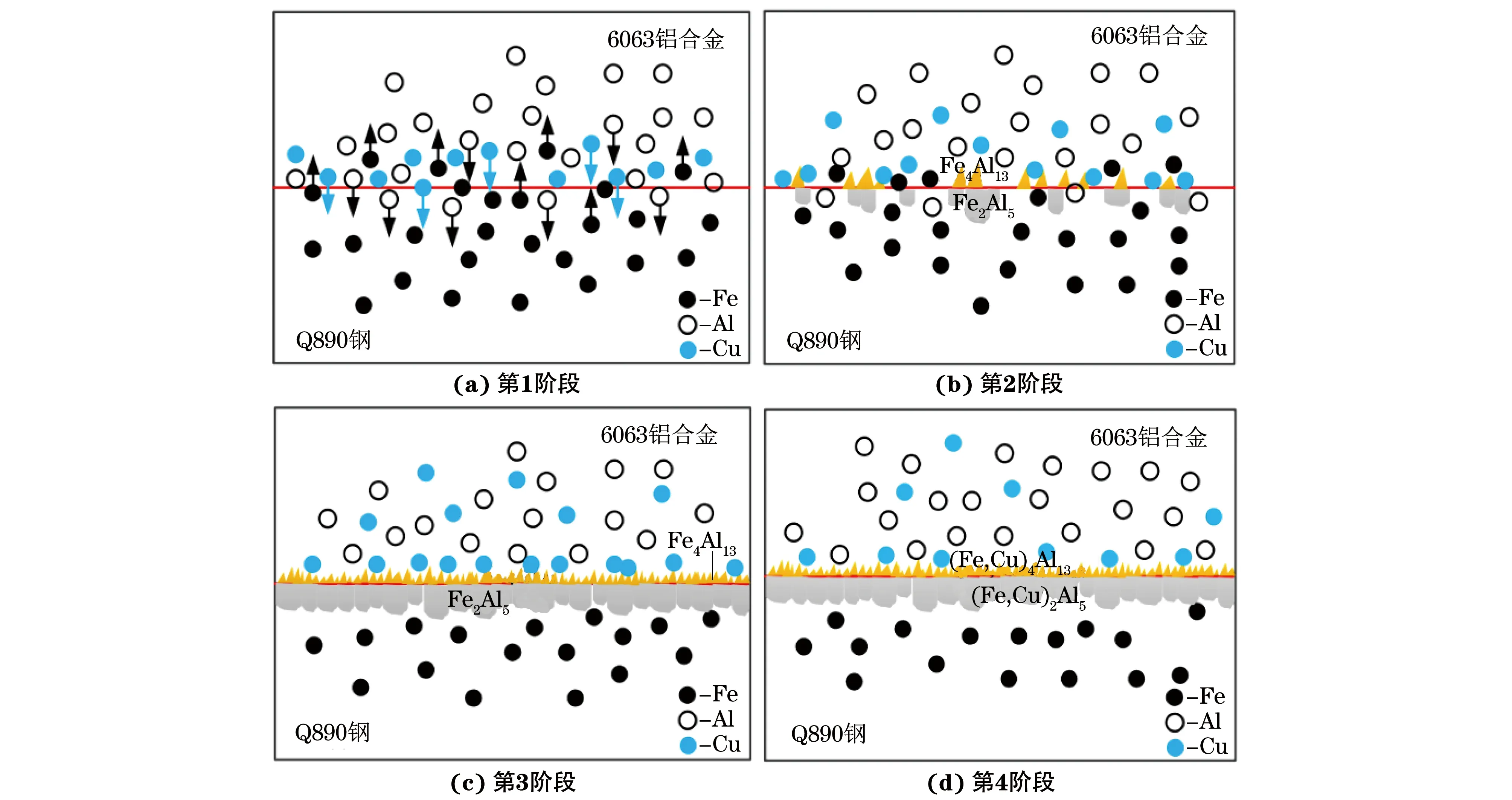
图10 有Al-Cu合金片焊接接头界面层的生长模型Fig.10 Growth model of interface layer of welded joint with Al-Cu alloy sheet: (1) 1st stage; (b) 2nd stage; (c) 3rd stage and (d) 4th stage
3 结 论
(1) 无Al-Cu合金片和有Al-Cu合金片的激光-MIG复合焊接头均具有典型的熔钎焊特征,接头中未出现焊接气孔、夹渣或未熔合等缺陷,焊接接头均由钢侧热影响区、界面层、焊缝区和铝侧热影响区组成;无Al-Cu合金片的焊接接头界面层由舌状相Fe2Al5和粗大针状相Fe4Al13组成,厚度约为18 μm,界面层中存在微裂纹;有Al-Cu合金片的焊接接头界面层由舌状相(Fe,Cu)2Al5和细小絮状相(Fe,Cu)4Al13组成,厚度约为9 μm,界面层中未见明显微裂纹,焊缝区、钢侧热影响区和铝侧热影响区的组织与无Al-Cu合金片时的相似。
(2) 无Al-Cu合金片和有Al-Cu合金片的焊接接头的硬度分布很不均匀,界面层的硬度最高,最高硬度分别为393,334 HV,且有Al-Cu合金片的焊接接头焊缝区的平均硬度比无Al-Cu合金片的高约5 HV,这与焊缝区形成了强化相Al2Cu有关;无Al-Cu合金片和有Al-Cu合金片的焊接接头均在界面层处断裂,有Al-Cu合金片的焊接接头的抗拉强度约为128 MPa,比无Al-Cu合金片的提高了109.8%,这主要与界面层中(Fe,Cu)4Al13相和(Fe,Cu)2Al5相的形成减小了界面层厚度,改善了界面层的组织结构,降低了裂纹敏感性有关。
