超高压鲜榨梨汁褐变因素与控制研究
2020-03-11尚海涛宣晓婷林旭东俞静芬凌建刚
尚海涛,宣晓婷,崔 燕,林旭东,俞静芬,凌建刚
(1. 宁波市农业科学研究院农产品加工研究所,浙江宁波 315040;2. 宁波市农产品保鲜工程重点实验室,浙江宁波 315040)
翠冠梨(Pyrus pyrifolia Nakai cv. Cuiguan) 石细胞极少,出汁率高,鲜榨汁呈白色,几乎不褐变、风味甜[1],具有良好的感官品质。梨汁是良好的保健饮料,也是盛夏解渴消暑的时令佳品。中医认为生熟梨汁功效各有不同。熟梨汁滋阴润肺、止咳祛痰,对患肺热久咳的病人有明显的疗效,而生鲜梨汁能明显解除上呼吸道感染患者所出现的咽喉干、痒、痛、沙哑等症状,临床试验表明,生鲜梨汁还可以防治便秘[2-3]。
传统梨汁以热加工为主,用以杀菌和钝化酶活性。但梨汁对热极为敏感,热杀菌或热钝酶过程中生鲜风味易丧失,并产生蒸煮味。超高压加工技术(High Pressure Processing,HHP) 是指在室温或温和加热条件下利用100~1 000 MPa 的压力处理食品,以达到杀菌钝酶的目的,能够有效解决果汁热加工无法突破的技术“瓶颈”,而对于口感、风味和营养的影响较小,可以很好地保留生鲜风味和功效,为鲜榨梨汁的加工提供了可能,为饮料市场增加了一个新品类。现有研究表明,超高压处理可有效杀死果汁微生物,但却不能完全灭酶[4],如引起褐变的多酚氧化酶(Polyphenol Oxidase,PPO),甚至存在激活效应[5],加速梨汁货架期褐变,色泽由白色转变为红褐色,严重影响外观品质和商品价值。如何控制超高压鲜榨梨汁货架期褐变成为了亟待解决的问题。
试验研究成熟度、澄清、去心、柠檬酸、抗坏血酸等处理对超高压鲜榨梨汁褐变的影响,分析鲜榨梨汁加工过程中影响褐变的因素,探索褐变控制技术,为超高压鲜榨梨汁加工提供理论参考。
1 材料与方法
1.1 材料与试剂
翠冠梨,2019 年7.15(七成熟)、7.25(八成熟)、8.4(九成熟),宁波市鄞州绿洲果业专业合作社果园提供。
食品级无水柠檬酸、L -抗坏血酸,河南千志商贸有限公司提供;食品级维果灵(Dimethyl dicarbonate,DMDC),广东鑫亿康生物科技有限公司提供;福林酚试剂,合肥博美生物科技有限公司提供;邻苯二酚,上海展云化工有限公司提供。
1.2 仪器及设备
CC-600 (R) plus 型原汁机,韩国图们惠人电子有限公司产品;CQC2L-600 型全液相超高压设备,北京速原中天科技股份公司产品;CR-5 型色差计,日本柯尼卡美能达(KONICA MINOLTA) 株式会社产品;UV1600 型紫外可见光分光光度计,上海赫尔普国际贸易有限公司产品;H1850R 型台式高速冷冻离心机,湖南湘仪离心机仪器有限公司产品;FiveEasy Plus pH 计, 瑞士梅特勒- 托利多(METLER TOLEDO) 集团产品;PAL-BX/ACID F5型糖酸度测定仪,日本爱拓(ATAGO) 公司产品。
1.3 处理方法
1.3.1 成熟度
将不同成熟度的梨果实去皮、去柄、去籽后,原汁机榨汁,再经200 目尼龙纱布过滤,制得果汁。然后测定各项指标,其中感官评定中的褐变情况在榨汁后敞口放置1 h 测定。
1.3.2 超高压处理
将八成熟的梨果实,按1.3.1 方法加工制得果汁,灌装密封于塑料瓶中。采用0,100,200,300,400,500,600 MPa 超高压处理5 min。由于0~300 MPa超高压处理5 min 后仍会发酵变质,影响色泽观察,为了保持样品一致性,所有处理添加质量浓度为200 mg/L 的DMDC 防止发酵对色泽的影响。超高压处理后分装于50 mL 样品瓶中,密封后于25 ℃下放置24 h,每6 h 取样测定一次色泽。
1.3.3 澄清、去心处理
将八成熟的梨果实去皮、去柄、去籽后,分成3 组。一组直接榨汁;一组榨汁后再采用硅藻土过滤得澄清梨汁;一组完全去心(石细胞组织),然后再榨汁过滤得去心梨汁。分别灌装密封后,于500 MPa超高压处理5 min,同1.3.2 样品处理测定指标。
1.3.4 柠檬酸、抗坏血酸处理
将八成熟的梨果实,去皮、去柄、去籽后,添加0.1%,0.2%,0.3% 柠檬酸或抗坏血酸。于500 MPa超高压处理5 min,同1.3.2 样品处理测定指标。
1.4 测定方法
1.4.1 感官评定
参照李丽梅等人[6]的梨汁感官评定标准,略有修改。5 人评分小组分别对甜度、酸度、香气和褐变情况进行评定。
梨汁的感官评定标准见表1。
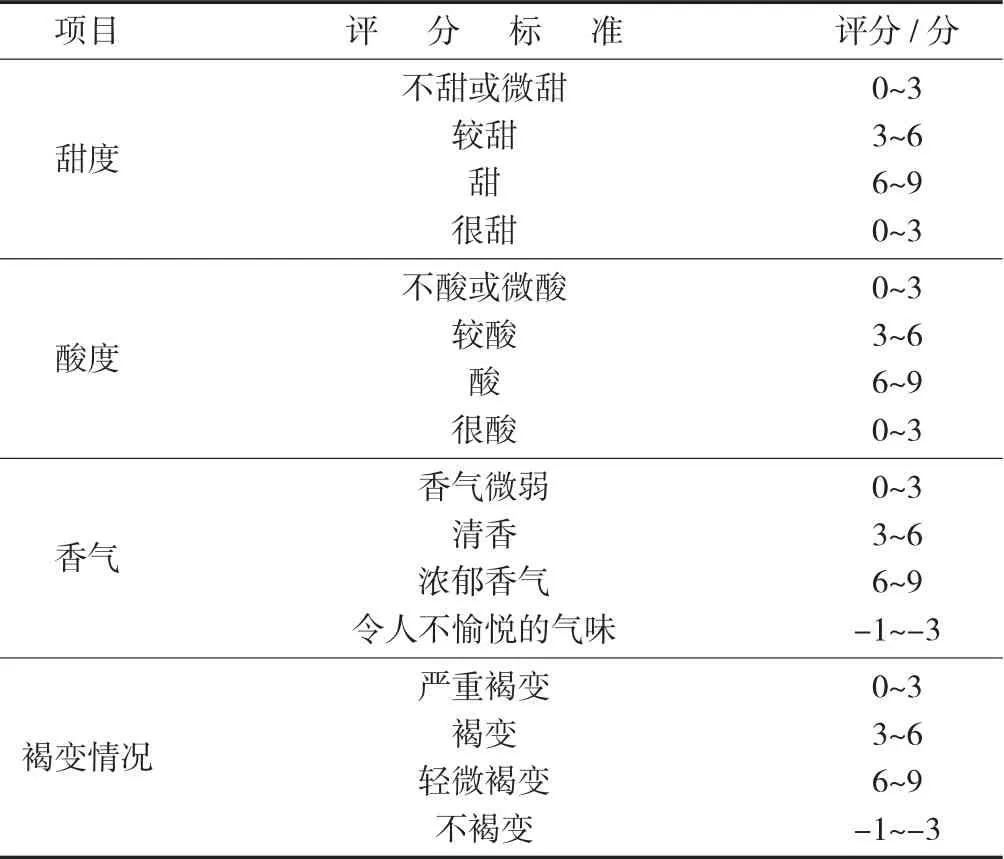
表1 梨汁的感官评定标准
1.4.2 色泽的测定
参照Gao G 等人[7]的方法,取15 mL 样品于样品皿内,采用色差计测定,测定模式为反射测量,测定口径为30 mm,测定L*值,a*值,b*值。按公式(1) 计算色差值(ΔE)。
式中:L0*,a0*,b0*——初始值;
Lt*,at*,bt*——货架期t 时的测量值。
1.4.3 PPO 活性的测定
参照曹建康等人[8]方法测定,略作修改。取梨汁5 mL,12 000 g,于4 ℃条件下离心15 min,上清液即为酶液。采用蒸馏水配制浓度50 mmol/L 邻苯二酚溶液。3 mL 反应体系中含1.9 mL 蒸馏水、1 mL 浓度50 mmol/L 邻苯二酚溶液和0.1 mL 酶液。测定4 min 内A420nm变化,以每分钟吸光度上升0.1 作为一个酶活力单位(U)。PPO 活力按公式(2) 计算。
1.4.4 总酚含量的测定
采用福林酚法测定[9]。取1 mL 梨汁,加入4 mL蒸馏水,振荡混匀;取梨汁12 000 g,于4 ℃条件下离心15 min,取1 mL 上清液,加1 mL 福林酚试剂,3 mL 质量浓度20%无水碳酸钠;于50 ℃下保温30 min,于波长765 nm 处测定吸光度;以邻苯二酚为底物绘制标准曲线。结果以mmol/L 表示。
1.4.5 pH 值的测定
采用pH 计测定。
1.4.6 糖度的测定
使用糖酸度测定仪测定,滴入1~2 滴梨汁,读取糖度值。
根据图1,发射机和信号源各自发射的信号经测试链路的幅度衰减和相位延迟后,到达对方射频端口的信号分别为vtj(t)和vjt(t),如图2所示.
1.4.7 酸度的测定
称取1 g 梨汁,稀释50 倍。使用糖酸度测定仪测定,滴入1~2 滴样品,读取酸度值。
1.5 数据分析
各指标平行测定3 次,结果以平均值±标准差表示。数据统计分析采用SPSS 18.0 统计软件,差异显著性检验采用邓肯多重比较法,差异显著性水平为0.05。
2 结果与分析
2.1 成熟度对鲜榨梨汁感官、品质及褐变相关指标的影响
成熟度对鲜榨梨汁感官评分的影响见表2。

表2 成熟度对鲜榨梨汁感官评分的影响
由表2 可知,成熟度显著影响梨汁综合感官评分(p<0.05),八成熟的梨汁综合得分最高,九成熟次之,七成熟最差。七成熟梨汁不甜却较酸,风味轻淡;八成熟梨汁酸甜适宜,风味适中;九成熟很甜却不酸,风味浓郁。其中,七成熟的梨汁易发生褐变,而八九成熟的梨汁未褐变或轻微褐变。
成熟度对鲜榨梨汁品质和褐变相关指标的影响见表3。

表3 成熟度对鲜榨梨汁品质和褐变相关指标的影响
由表3 可知,成熟度对糖度、酸度、糖酸比也存在着显著性影响(p<0.05)。随着成熟度的上升,糖度上升,酸度和pH 值下降,糖酸比从17.4 上升到85.0。九成熟梨汁风味更浓郁,但榨汁后甜度和酸度需要适当调节。PPO 活性随成熟度升高逐渐下降。前期研究表明翠冠梨PPO 活性存在2 个最适pH 值,分别为5.0 和7.0。邱礼根等人[10]研究也发现翠冠梨存在2 个最适pH 值,分别为4.5 和7.0。九成熟梨汁自然pH 值0.57,远离2 个最适pH 值,在此pH 值下PPO 会表现出较低的催化活性。
大多数的果汁褐变发生在榨汁过程,为防止褐变发生,需要在榨汁前进行护色钝酶预处理。如刘树兴等人[11]打浆前首先使用功率720 W 的微波处理20 s,再用浓度为3 mmol/L 抗坏血酸浸泡15 min。董瑞雪等人[12]研究表明复合抑制剂比单一抑制剂效果好,质量分数0.22%抗坏血酸、质量分数0.008%氯化钠和质量分数0.50%柠檬酸混合形成的复合抑制剂防褐变效果最好。八九成熟翠冠梨榨汁后1 h 仍未发生明显褐变现象。因此,八九成熟梨果实适宜于榨汁,榨汁前无需切块护色处理,可以减化加工步骤。
2.2 超高压处理对鲜榨梨汁褐变的影响
超高压处理对鲜榨梨汁色差值的影响见图1。
由图1 可知,超高压处理前后梨汁随着货架时间的延长,色差值会逐渐增大。0~200 MPa 处理,货架期24 h 未见明显褐变,色差值远低于1.5(肉眼可见差别)。而300~600 MPa 处理,随着货架时间的延长,色差值快速上升,且处理压力越高,上升的越快,越早达到1.5,表现出褐变现象。结果表明,超高压加速鲜榨梨汁褐变,其原因主要是由于超高压提高PPO 与底物的亲和力,激活潜在PPO,提高酶促反应速度,加速鲜榨梨汁褐变[5]。超高压酶激活效应早有报道。曾庆梅等人[13]研究表明,处理温度50 ℃,保压时间为10 min,pH 值为5 的条件下,200~300 MPa 处理梨汁时多酚氧化酶被激活,活性表现最高,相对活性分别为115.3%和111.4%。Asaka M 等人[14]的研究结果更是表明600 MPa,10 min 超高压处理拉法兰西梨后PPO 活性上升了13.8 倍。Terefe N S等人[15]研究也发现在500 MPa,30 ℃下超高压处理蓝莓激活PPO 活性最大可达6.1 倍。因此,超高压加工鲜榨梨汁还需要协同技术控制激活的酶活性,防止褐变的发生。
2.3 澄清、去心处理对超高压鲜榨梨汁褐变的影响
澄清、去心处理对超高压鲜榨梨汁色差值的影响见图2。
由图2 可知,超高压处理后澄清梨汁色差值会快速上升,发生褐变的时间与对照组相近。但是澄清梨汁色差值很快出现平台效应,24 h 时其色差值远低于对照。表明澄清处理不影响褐变发生时间,但是会降低褐变的程度。超高压处理后去心梨汁色差值虽然也会上升,但也远低于对照。同时还发现,澄清处理、去心处理只能减轻或延缓并不能完全抑制褐变的发生。
澄清处理、去心处理对超高压鲜榨梨汁品质及褐变相关指标的影响见表4。
由表4 可知,澄清处理和去心处理都使梨汁总酚含量和PPO 活性显著下降。而且去心处理同时使酸度下降,糖度、糖酸比和pH 值上升。这可能与梨果心(石细胞组织) 相对果肉糖度较低、酸度较高有关。去心处理可以减缓梨汁褐变与果实贮藏过程易发生果心褐变相一致。如刘佰霖等人[16]研究发现“玉露香梨”贮藏过程中易发生果心褐变。
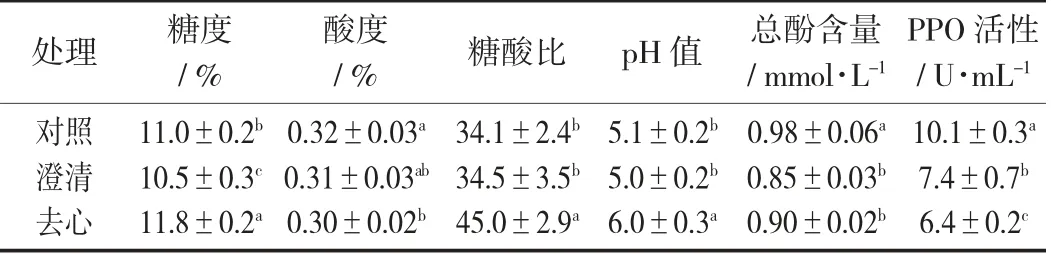
表4 澄清处理、去心处理对超高压鲜榨梨汁品质及褐变相关指标的影响
2.4 柠檬酸、抗坏血酸处理对超高压鲜榨梨汁褐变的影响
柠檬酸、抗坏血酸处理对超高压鲜榨梨汁色差值的影响见图3,柠檬酸、维C 处理对超高压鲜榨梨汁品质及褐变相关指标的影响见表5。
由图3 可知,柠檬酸不仅不能抑制超高压鲜榨梨汁褐变,反而出现了加重的现象。同时,由表5可知,柠檬酸的添加明显增加了酸度,降低了pH 值和糖酸比,会对感官品质产生较大影响。抗坏血酸是常用的防褐变剂。由图3 可知,抗坏血酸的添加可以显著抑制褐变的发生。添加0.2%~0.3%的梨汁24 h 色差值仅为0.8 和0.6。继续贮藏,色差值升高速度趋于稳定,形成平台效应。另外试验表明添加0.2%~0.3%的梨汁于4 ℃下贮藏60 d 也未发生褐变现象(数据未列出)。由表5 可知,抗坏血酸的添加虽然一定程定上也影响着梨汁的酸度和pH 值,但远小于柠檬酸的影响。

表5 柠檬酸、维C 处理对超高压鲜榨梨汁品质及褐变相关指标的影响
大多数研究认为柠檬酸可以有效控制梨汁褐变,如周会玲等人[17]研究认为压榨过程中添加柠檬汁、pH 值为4 时抑制褐变效果最佳。连文绮等人[18]研究表明4 mg/mL 柠檬酸处理后,鲜切苹果褐变程度得到了明显改善。而司红起等人[19]研究表明在0.1~0.4 mmo/L 内,柠檬酸对小麦PPO 活性起激活作用,在0.6~0.8 mmol/L 浓度范围内,柠檬酸对小麦PPO活性起抑制作用。如同成熟度对PPO 活性的影响,柠檬酸的添加使得梨汁的pH 值更接近最适pH 值,致使PPO 活性更高。不同来源的PPO 最适pH 值不同,当自然酸度小于最适pH 值,添加柠檬酸会抑制PPO 活性,但翠冠梨果汁自然酸度大于最适pH 值,添加柠檬酸反而会增加PPO 活性。研究表明,当添加0.50%柠檬酸时,pH 值会降至2.5,虽可有效抑制酶促褐变,但会使得梨浊汁因过酸而不宜食用[20]。由此可见,柠檬酸主要可作为翠冠梨汁的酸度调节剂,而不适合作为防褐变剂。抗坏血酸可以抑制超高压激活的PPO 活性,防止梨汁的褐变,具有较好的褐变抑制作用[21]。
2.5 相关性分析
超高压鲜榨梨汁品质及褐变相关指标相关性分析见表6。
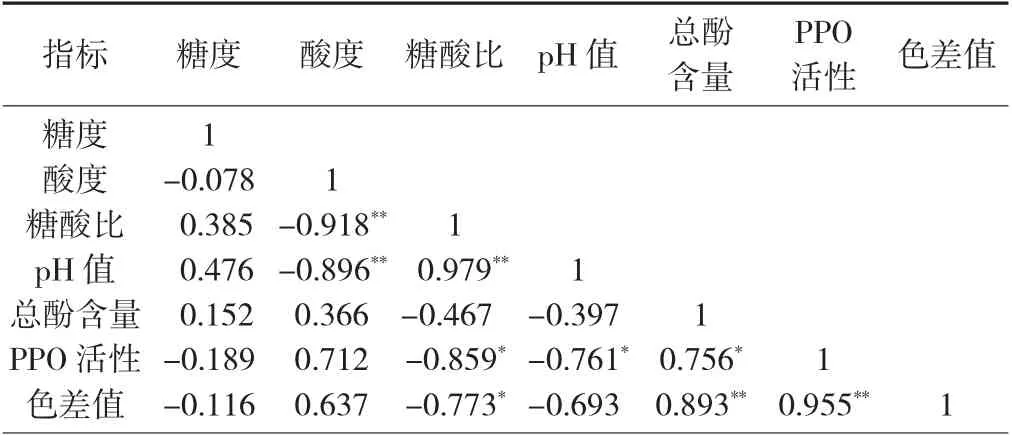
表6 超高压鲜榨梨汁品质及褐变相关指标相关性分析
超高压鲜榨梨汁的色差值与总酚含量和PPO 活性存在极显著相关性。pH 值虽然与色差值相关性不显著,但与PPO 活性显著相关,可以通过影响PPO活性间接影响褐变。赵光远等人[22]认为pH 值是影响苹果酶促褐变最重要的因素。由些可见,PPO 活性和总酚含量是影响鲜榨梨汁褐变的主要因素,而pH值是影响PPO 活性的另一个重要因素,可间接影响褐变的发生。选用八九成熟的果实,提高pH 值可以避免榨汁时褐变发生;澄清处理、去心处理可以降低PPO 活性和总酚含量,减轻或延缓褐变发生;抗坏血酸处理可有效抑制PPO 活性,抑制超高压鲜榨梨汁褐变。