45号钢垫圈断裂的原因分析和改进措施
2020-03-03
中车戚墅堰机车车辆工艺研究所有限公司 江苏常州 213025
1 断裂情况
某45号钢垫圈产品发至客户现场装配后,发现垫圈断裂。
垫圈加工工艺为板材→冲压成型→机加工→淬火+中温回火→酸洗→电镀锌→去氢处理→磁粉探伤。热处理后要求洛氏硬度(HRC)为36~41[1-4]。
为查找断裂原因,对断裂垫圈进行断口形貌、力学性能、化学成分、金相组织等理化分析。宏观形貌显示垫圈内孔存在加工台阶和明显的刀痕,能谱测试发现断裂起始处存在锌元素,金相组织分析发现内孔加工面存在微裂纹。结合加工工艺分析,确认零件断裂原因,并采取改进措施[5]。
2 断口形貌分析
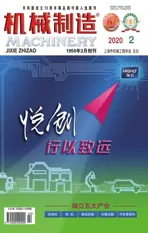
如图1所示,垫圈断裂成三块,表面存在硬度压痕。如图2所示,垫圈内孔存在粗糙的加工刀痕及台阶。
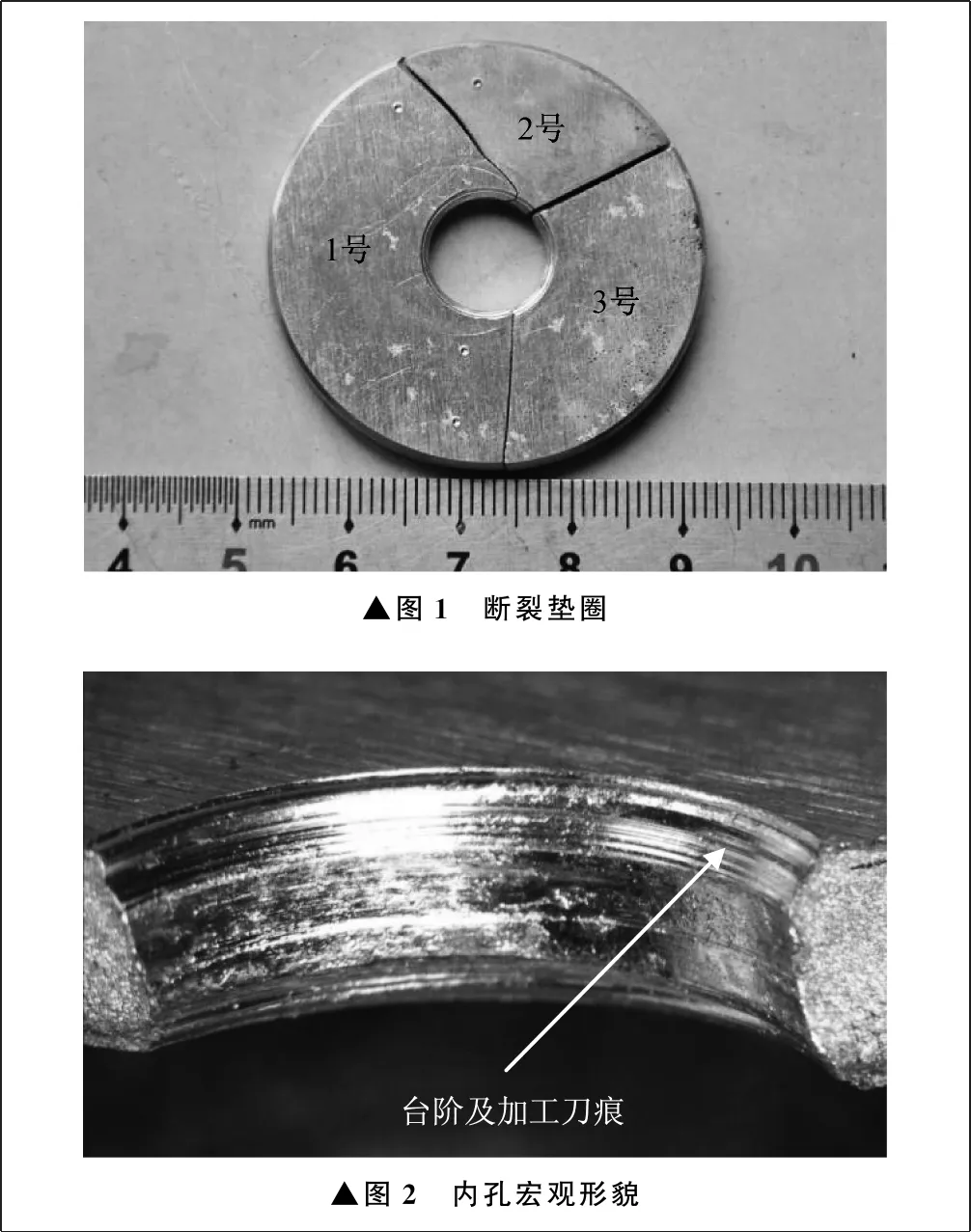
如图3所示,观察1号和3号裂块断口宏观形貌,箭头所指部位为断裂起始处。断裂起始处微观形貌如图4、图5所示,可以确认断裂方式以沿晶为主,未见异常现象。能谱测试发现,在断裂起始处存在锌元素。
▲图1 断裂垫圈▲图2 内孔宏观形貌
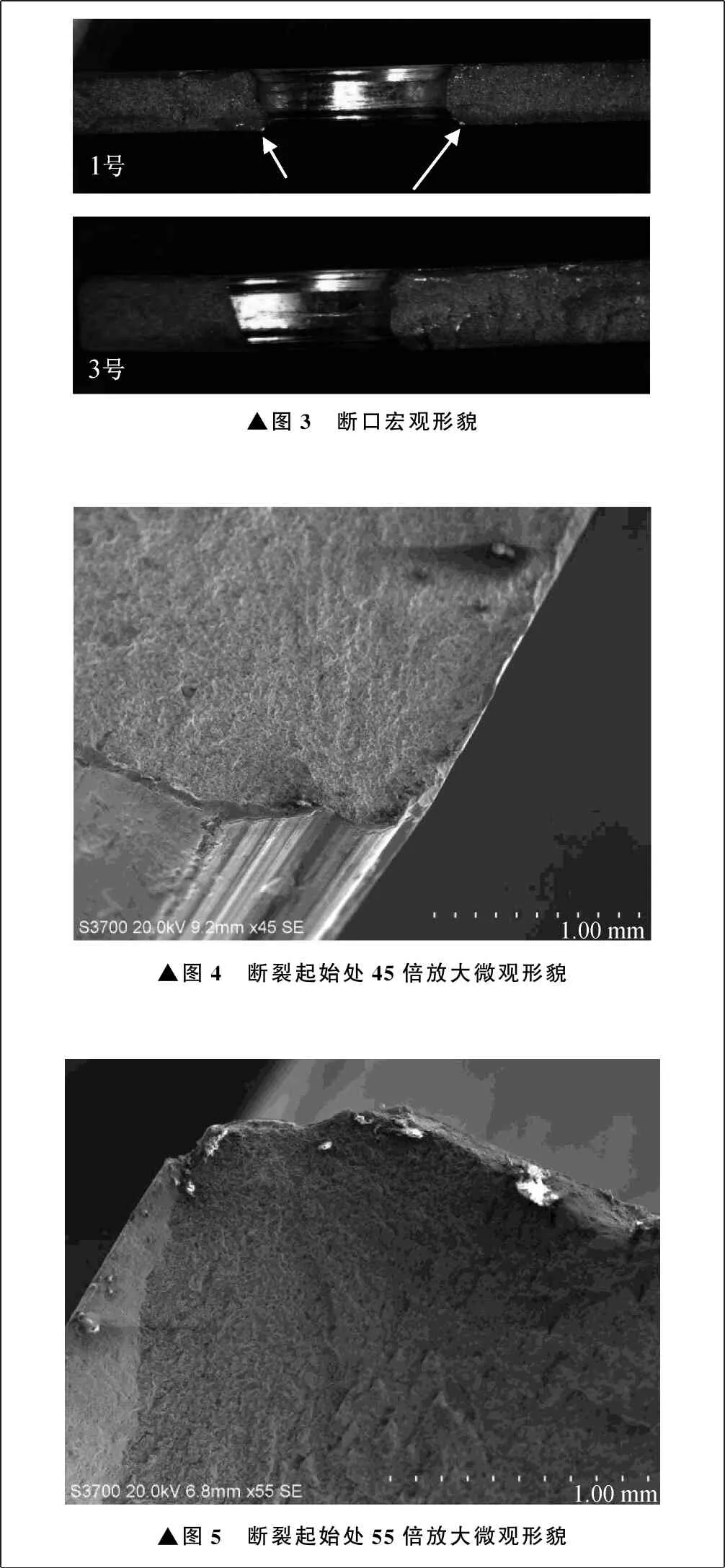
▲图3 断口宏观形貌▲图4 断裂起始处45倍放大微观形貌▲图5 断裂起始处55倍放大微观形貌
3 力学性能分析
检测基体三处洛氏硬度(HRC),分别为40.0、40.5、41.0,符合热处理后洛氏硬度(HRC)36~41的技术要求。
4 化学成分分析
对断裂垫圈进行化学成分检查,结果见表1。化学成分符合国家标准GB/T 699—2015《优质碳素结构钢》中45号钢的成分要求。

表1 化学成分
5 金相组织分析
将裂块磨抛后检测金相组织,按照国家标准GB/T 10561—2005《钢中非金属夹杂物含量的测定——标准评级图显微检验法》中A法检测非金属夹杂物。A类硫化物类,长度≤37 μm为0.5级,长度>37 μm且≤127 μm为1级。D类环状氧化物类,数量≤1为0.5级,数量>1且≤4为1级。
评定非金属夹杂物级别为A1(长度122 μm)、D1(数量2),如图6所示。
▲图6 非金属夹杂物100倍放大形貌
基体组织为回火屈氏体,晶粒度级别约为8级,带状组织约为1级,如图7所示。
▲图7 基体组织500倍放大形貌
垫圈内孔台阶部位存在微裂纹,裂纹深约30 μm,尾部尖细呈沿晶扩展,两侧未见氧化脱碳现象,如图8所示。
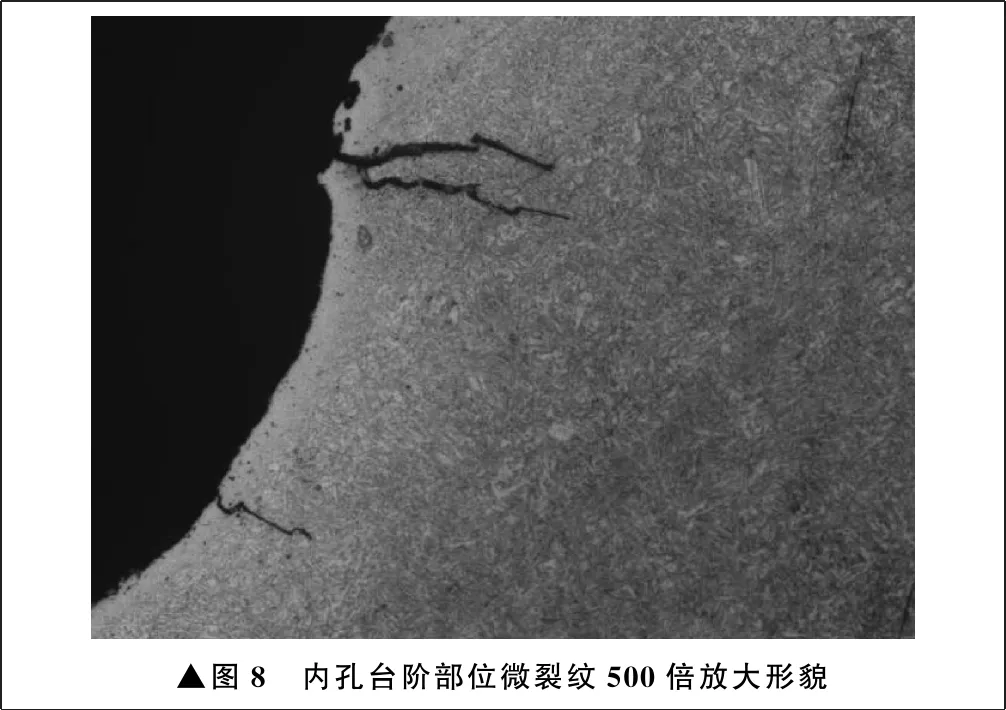
▲图8 内孔台阶部位微裂纹500倍放大形貌
6 分析结果
根据理化检验结果,断裂垫圈的原材料符合技术要求,金相组织符合要求,力学性能符合要求。
断口能谱测试显示裂纹起始处存在锌元素,微裂纹应在电镀锌之前已存在。内孔台阶部位发现的微裂纹两侧无氧化脱碳现象。
断裂垫圈内孔存在加工台阶和明显的刀痕,在酸洗时,腐蚀性液体易在台阶和刀痕残留,产生腐蚀,并产生微裂纹。电镀锌过程中镀液进入微裂纹处,因此断裂起始处检测到锌元素。
内孔发现的其它微裂纹两侧无氧化脱碳现象,可以进一步证明微裂纹产生于热处理后、电镀锌前,即酸洗作业。
分析确认此次垫圈断裂为氢致延迟断裂[6-9]。
7 改进措施
采取的改进措施为提高机加工作业过程的表面外观质量要求,控制表面粗糙度[10]。同时,考虑到垫圈硬度已接近技术要求上限,可以提高回火温度,以适当降低硬度。
上述措施实施后,45号钢垫圈未再发生同类问题。