升降式潜水泵塔建造方法
2020-01-13陈宏宇
陈宏宇
(渤海船舶职业学院,辽宁兴城125105)
近年来以海洋石油开采、海洋风能利用等为代表的海洋工程产业飞速发展,自升式平台在海洋工程领域发挥着重要的作用。自升式平台主体在工作时会升出海面,这样自升式平台运作时所需要的压载水等海水的抽取工作就需要专门的设备负责。目前来说,这样的设备有两种形式,一种是软管绞车类型的,利用绞车盘起软管,工作时将软管放入水中抽取海水以供给自升式平台;另外一种是建造升降式的潜水泵塔,工作时通过泵塔的升降实现抽取海水的功能。前者结构简单,建造精度要求不高,但是占用空间较大;后者结构复杂,建造工艺难,但是占用空间小,便于操作。对于甲板作业面积有限的自升式作业平台来说,升降式潜水泵塔更为适合[1]。本文介绍升降式潜水泵塔的建造工艺方法。
1 升降式潜水泵塔结构
升降式潜水泵塔可以布置在甲板上,也可以布置在船舷外[2]。潜水泵塔由套管、导板以及齿条等几部分构成。通过升降单机驱动潜水泵塔两侧装焊的齿条实现升降功能。同时,导板与限位滚轮相配合,对潜水泵塔进行导向及相对限位。升降式潜水泵塔系统布置及结构形式如图1所示。
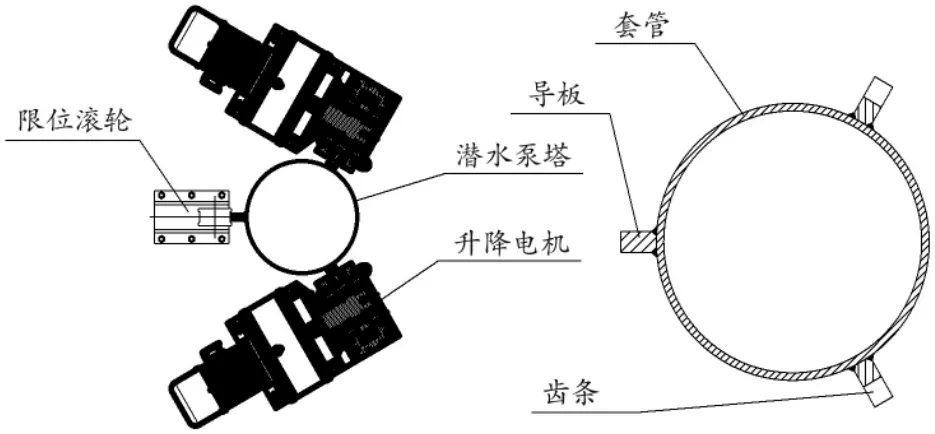
图1 潜水泵塔系统布置及结构形式示意图
为了节约材料和布置空间,潜水泵塔的直径不会太大,一般在350 mm左右。考虑到自升式平台的型深和工作时的气隙高度,潜水泵塔的高度一般在30 m左右,属于细长的小通径筒形结构。因此,升降式潜水泵塔建造时具有装焊时结构变形大、结构装配找正困难、结构尺寸精度难于控制的建造特点。
2 护管要求
潜水泵塔长度较长,每根潜水泵塔塔身应该由多根护管对接而成,护管由整张钢板卷制而成[3],单根护管的长度由板材长度、运输条件等因素决定。若海工制造企业不具备护管卷制设备(护管直径较小)可直接购置成品钢管。不论钢管是自制还是购置,需要注意护管半径(外)公差、焊后整体长度公差、单根直线度公差等精度的控制。护管与护管的对接装配要在专用卧式胎架上进行。装配时要注意:两护管装配有错边时,错边需均匀错开;护管装配后整根潜水泵塔塔身的母线直线度控制在允许的范围以内;装配完成后安排焊前检验,记录数据并形成文件。护管对接焊接前焊接部位表面均做除锈处理,并且制定专门的焊接工艺。焊后要对焊缝进行打磨,环缝焊接完成后将外部焊缝余高打磨至与母材平齐。环缝打磨完成后,对其进行探伤。焊后对塔身整体母线直线度进行检验,与焊接质量一起形成文件。塔身护管对接结束后,根据施工图对齿条、导板及光齿条安装位置进行划线,为齿条和导板安装做准备。
3 齿条、导板要求
齿条和导板通过机加工的方法分段制作。在划分齿条与导板长度时需要考虑将齿条对接焊缝与套管对接焊缝错开。齿条与导板制作完成后需要对其进行尺寸检验才能入厂装焊,检查的项目包括齿条扭曲、压力角公差、齿顶直线度、齿条两侧直线度和接口处平面度等。为保证齿条与塔身护管安装时每根护管同位置齿形的同步度,同规格齿条在装配前需进行齿条长度、齿间距的比较,保证齿条安装时,齿形同步的要求。为保证齿条与塔身护管安装时齿条、导板及光齿条与护管的间隙一致且最小,同规格齿条在装配前需进行齿条高度的比较,同时有针对性地将高度正公差的齿条与直径负公差的塔身护管进行搭配,以减小齿条与塔身护管的间隙。
齿条与导板对接装配前要将导板、齿条及光齿条对接口处20 mm范围内的油、水、漆等影响焊接的杂物清理干净,达到对接焊要求。同时将对接口两侧三个齿范围内油漆等杂物处理干净,以便于测量。在胎架上导板、齿条及光齿条分别进行固定及装配找正。装配时考虑焊接收缩对齿条形状的影响,所以要预先加放装配余量。装配结束后测量合拢口处的齿间距、合拢口处齿顶平面度(四齿范围即可)、齿条与导板两侧直线度、总长直线度、导板顶面平面度,齿条与导板对接口错边量(均匀粗开)。装配结束后交验并形成文件。
对接装配结束后对齿条和导板进行焊接,焊接要制定专门的焊接工艺规程,并且严格执行。焊接结束后先检查合拢口处的齿距,满足要求后进行齿形研磨和切割引弧板等工作。焊后对合拢口100%进行探伤。焊后尺寸检验项目包括导板与齿条的总长直线度、齿条齿顶直线度、导板顶面平面度、齿条两侧直线度、导板与齿条对接口错边量、齿条合拢口齿形(利用样块进行检验)、齿条合拢口齿间距等。焊接结束后交验并形成文件。
导板、齿条装配时,先进行底部导板装配,再进行两侧齿条装配。在护管上加焊导板、齿条定位支撑板,对支撑面进行整体调平。支撑之间的间距要考虑后期焊接时加热片的帖覆,且导板及齿条表面严禁加焊。在调整齿条装配定位过程中,可在定位支撑板上装焊定位螺栓进行调节和固定,也可以用楔铁固定。定位时要满足下列尺寸要求:齿条两侧整体直线度、两侧齿条距护管中心距离A、两侧齿条距护管中心距离C、齿顶直线度、齿条与护管之间的间隙、任意齿两侧齿形同步度、导板两侧整体直线度、底部导板距护管中心距离B、导板顶部平面度、导板与护管之间的间隙,位置如图2所示。定位后要进行交验并且形成文件。
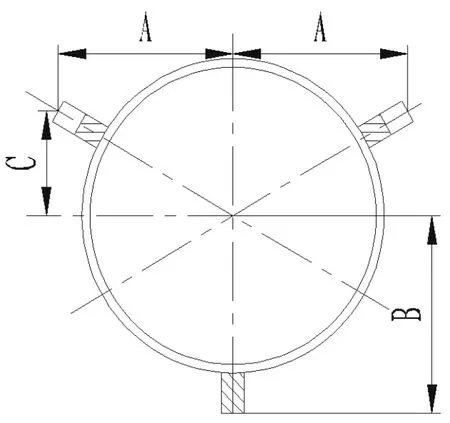
图2 测量位置示意图
装配工作交验后对导板和齿条进行与套管之间的焊接,焊接时执行预先制定好的焊接工艺,焊后对焊缝质量进行100%探伤。焊接过程中齿条的位置会因为焊接时的能量输入而变形,将变形部位的焊缝打开,重新调节并焊接。
4 装配胎架设计
潜水泵塔的装配胎架应该满足不同径向尺寸筒形结构的使用需求,具有加强筒形结构以防止变形的功能,且自身带有调节装置可以满足找正使用要求。在重复使用时,能够保证施工质量,节约生产资源,达到提高生产效率、降低生产成本的目的。本文提出一种新型的胎架设计方案[4]:在筒形结构卧式装配时将胎架置于筒体结构的底部,沿筒体结构长度方向布置若干。利用径向调节装置满足不同径向尺寸筒体的使用要求;设计环形模具,在筒形结构外侧起到加强作用;底部设计位置调节装置,与径向调节装置配合,实现找正调节功能。
潜水泵塔的装配胎架结构分为下体、中体和上体三部分。
下体部分为整个装置提供一个稳定的基础,并且装有位置调节装置,实现找正功能。主要包括底座板和调节装置。底座板是整个装置的基础,它的主要作用是使整个装置稳定、垂直的立于地面,为位置调节装置提供布置空间;在底座板上开制燕尾槽,为位置找正提供位移通道。位置调节装置由螺纹柱与螺纹套管两部分组成,通过顶推实现位置找正功能。
中体部分主要由中体底板、立板、加强板、径向调节装置、外加强顶推装置几部分组成。中体底板为燕尾形结构,与下体部分底板相配合,在下体的位置找正装置的顶推作用下移动。中体立板使装置具备一定的高度,连接底座,增强胎架结构强度与稳定性;为径向调节装置与外加强顶推装置提供布置空间,在立板上做出胎架的中心线标记,便于装置的位置找正。加强筋板装焊在立板与中体底板之上,增加胎架的整体强度与稳定性。径向调节装置装焊于中体立板之上,径向调节装置由螺纹柱与螺纹套管组成,通过它可以使装置满足不同径向尺寸的筒体建造时的使用需要。外加强顶推装置装焊于立板之上,由螺纹柱和螺纹套管组成,通过螺柱的顶推为筒形结构提供外部加强拉力。
上体部分起到外部加强的作用,由上体立板、径向调节装置、顶推筋板组成。上体立板为一块内凹半圆板,为径向调节装置与顶推筋板提供布置空间,可以在其上面开槽,便于筒形结构外部等结构穿过。径向调节装置,其功能与中体部分的径向调节装置功能一致。顶推筋板与中体顶推装置配合为筒形结构提供外部加强拉力,筋板倾斜布置可以实现筒形结构受到延径向向外的拉力。图3为装焊胎架结构示意图。
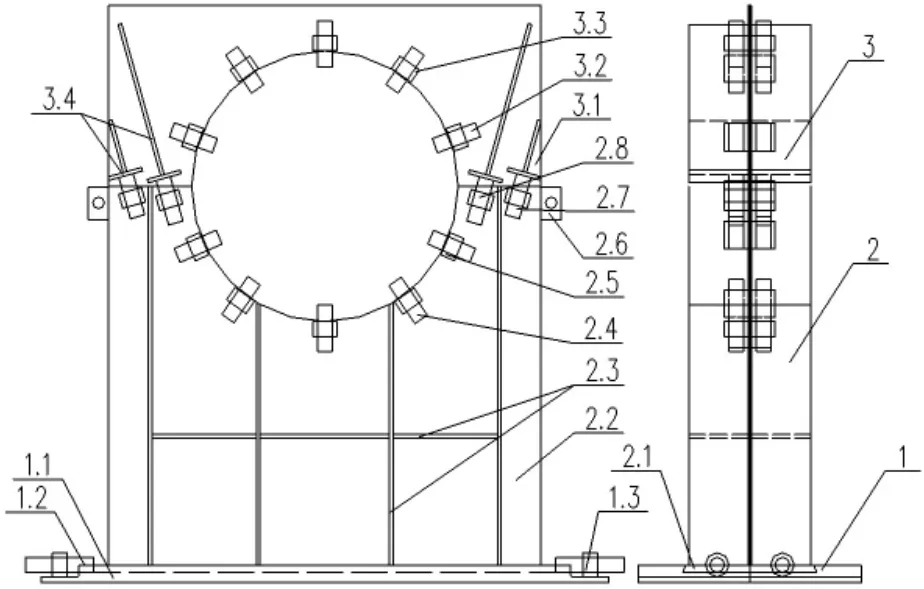
图3 装焊胎架结构示意图
升降式潜水泵塔是自升式平台的重要设备,精度要求较高,加上细长狭小的结构特点使其建造过程繁琐困难。在建造过程中,除了要采取合适的建造方法外,还要注意施工纪律和过程控制,这也是当今工匠精神的具体体现。
