激光干涉仪在FANUC数控机床位置精度检测中的应用
2019-11-09
(武汉船舶职业技术学院,湖北武汉 430050)
由于机床滚珠丝杠副自身的制造和安装误差以及长时间使用后的磨损,导致机床直线轴的螺距误差和反向间隙产生,从而影响机床的定位精度。因此,需要定期对数控机床进行螺距误差和反向间隙进行检测与补偿,如果误差的测量与补偿不当,不但不能提高数控机床定位精度,反而会增加定位误差。下面以Renishaw XL-80激光干涉仪对FANUC数控加工中心X轴滚珠丝杠的螺距误差和反向间隙检测为例,论述激光干涉仪在FANUC数控机床中定位精度测量与补偿的具体方法。
1 激光干涉仪组成及安装
Renishaw XL-80激光干涉仪线性测量系统由激光头、补偿器、三脚架和云台、线性测量镜组、计算机和软件组成。图1为设备间的连接图。测量镜组安装在机床上,安装方法如图2所示。线性测量镜组中的固定反射镜与分光镜通过安装组件固定在主轴上,移动反射镜通过安装组件固定在移动的工作台上,调整激光头,完成对光。

图1 测量系统连接

图2 镜组安装
2 机床的准备
检测前机床应该作如下准备:
(1)为了获得更好的补偿精度,应将机床原螺距误差补偿值清为0,反向间隙设置为0,坐标系偏置G54为0(便于测量程序以机床坐标0点运行)。
(2)设置被测轴X轴参考点的位置为机床正向极限点,并设置参考点坐标值为零。MDI方式运行“G00X0Y0Z0”让机床到达坐标0点。安装激光干涉仪、光学镜组件,并完成对光。
(3)确定检测方案,测量起点尽量选择被测轴的参考点(机床0点),便于补偿点号的计算,从机床零点往负方向移动测量,测量距离为0~510mm(X轴工作行程),测量间距自定30mm,方案见表1。

表1 检测方案
4 设置系统参数
FANUC数控系统螺距误差补偿相关参数设置方法如下表2。

表2 螺补参数设置
3 误差检测
3.1 使用LaserXL软件生成CNC检测程序
打开测量软件“Renishaw LaserXL”,单击“线性测长”进入测量软件界面,点击“等距定义目标” 按钮 ,在弹出对话框中设置相应参数,选择“定义工具栏”—“零件程序”—“产生”,将自动生成的检测程序文件后缀改成txt文档。注意,自动生成的程序要进行局部修改,删去程序最后几行宏程序。
3.2 数据测量、采集、分析、输出
将测量程序用CF卡传送到机床的FANUC系统里,试运行程序确认无误后配合进行数据采集。
点击“Renishaw LaserXL”软件“采集数据”,按下机床“循环启动”,开始误差测量。测量程序完成测量后,自动形成被测要素X轴的数据采集图表并分析各种误差、位置精度和重复位置精度等数据。得到X轴的位置误差曲线图和螺距补偿图表,见图3、图4。

图3 X轴位置误差曲线图
通过测量数据显示,该数控机床X轴的反向间隙为0.001mm,定位精度0.0614mm,重复定位精度0.0061mm,位置偏差0.0559mm。
3.3 误差补偿
(1)反向间隙补偿
反向间隙的补偿是将实测的反向进给误差作为参数输入到数控系统中,此后,每当坐标轴接收到反向指令时,数控系统便调用间隙补偿程序,自动将间隙补偿值加到由插补程序算出的位置增量命令中,以补偿间隙引起的失动,让控制电动机多走一段距离,这段距离等于间隙值,从而补偿了间隙误差。
具体操作:把反向间隙0.001mm输入到FANUC系统参数1815的X轴中,设定参数1851为1(μm)。
(2) 螺距误差补偿
螺距补偿原理是将机床机械参考点返回后的位置作为螺距补偿原点,CNC系统以设定在螺距误差补偿参数中的螺距补偿量和CNC移动指令,综合控制伺服轴的移动量,补偿丝杠的螺距误差。
补偿量从FANUC系统的参考点补偿点号68开始输入,最靠近负侧的补偿点号计算公式如下:
最靠近负侧的螺距补偿点号=(参考点的补偿点号)-(负侧的机械行程长度/补偿点的间隔)+1
由上公式计算得到,负侧补偿终点号为52。按表3把螺距补偿表(图4)中的补偿量输入到FANUC系统螺补数据表中。

表3 螺距误差补偿值
补偿后对X轴重新进行位置误差检测,检测结果如下图5、图6。

图5 补偿后X轴位置误差曲线图

图6 补偿后螺距补偿图表
该设备经误差补偿后,测得X轴的反向间隙为0,定位为精度为0.0044mm,重复定位精度0.0034mm,位置偏差0.0013mm。
(3)分析比较
误差补偿前和补偿后的X轴位置精度检测结果比较如下,见表4。
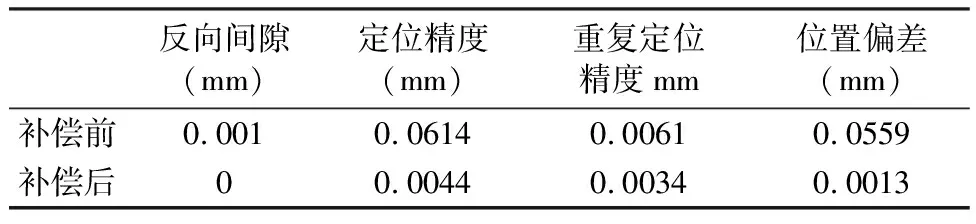
表4 精度对照表
4 总 结
数据表明,通过反向间隙和滚珠丝杠螺距误差补偿,数控机床的定位精度得到了很大改善。
激光干涉仪是目前有效测量数控机床螺距误差和反向间隙的仪器设备,但在误差补偿中一定要注意误差补偿点号要从参考点开始计算。同时,补偿点号、补偿值、补偿点位置三者要一一对应,在有测量条件下,尽可能增加补偿点数,以提高测量和补偿精度。
