利用宽焊缝对普通铁路线路伤损焊缝处理及工艺研究
2019-10-30白鹏鹏刘伟
白鹏鹏 刘伟
摘 要:钢轨焊缝接头在列车的碾压、高频率的冲击作用下,其使用寿命逐渐缩短,全路每年都有因伤损焊缝处理不及时造成断轨事故的发生。本文主要提出了线路钢轨重伤焊缝处理的技术及工艺上。
关键词:钢轨;宽焊缝;焊接;工艺
1 前言
随着我国铁路建设的飞速发展,铁路轨道由原来的夹板式连接逐渐被接触焊、闪光焊、铝热焊所取代。然而,在列车荷载的长期冲击作用下,焊缝接头的抗疲劳能力逐渐降低,伴随着时间出现不同程度的伤损。为了确保行车安全和列车的舒适度,及时对伤损的焊缝进行处理,一般采用插入短轨或更换道岔轨件,给日常养护维修带来了较大的工作量。
2 提出利用宽焊缝处理钢轨焊缝的原因
2017年,我段管内京沪、胶济等线伤损焊缝多大上百处,由于没有有效实用的重伤焊缝处理技术及方案,全部重伤焊缝暂时采用有损夹板加固。2017年11月-12月我段联合铁科院采用50mm宽轨缝原位复焊的方法对其中的5处重伤接头进行原位切除复焊处理,效果良好。初步现场试验发现,与传统伤损焊缝处理方法相比:
①从考虑成本的角度看,采用利用宽焊缝原位切除伤损焊缝复焊的方法比插入短轨的方式节约成本约5000元/处;
②从施工时间来说,仅需要一次天窗时间就可以,比传统伤损焊缝处理方法要节省1-2个天窗;
③从焊缝接头养护来说,比统伤损焊缝处理方法少1个接头。
同时,宽轨缝原位复焊在满足天窗施工条件下,保证接头性能和焊接成功率。
3 宽焊缝处理伤损焊缝复焊工艺
3.1 伤损切除
利用探伤仪对重伤焊缝伤损大小、位置精确定位。锯轨前通过焊缝探伤仪对重伤焊缝精确伤损定位,在轨顶面及轨底处标记,并保证完全切除焊筋一侧,然后利用钢板尺测量轨缝宽度上部50mm、下部50mm,再次进行锯轨,(原焊筋宽度40mm),最后用手(戴手套)触摸轨底焊筋是否切除干净进行确认,未切除或带有毛刺进行打磨处理。对两侧轨端进行打磨除锈。同时安排紧固焊缝前后50米扣件。(保证预留宽焊缝为50mm,保证伤损完全切除)
3.2 对尖点
轨端干燥后进行对轨。尖点值在3~4mm范围。安装底盘后进行二次对轨。
3.3 安装卡具砂型封箱
首先,要检查砂型有无损坏、附有杂物,其次进行与钢轨磨合,缝隙大,贴合不好时(钢轨垂磨、轨头压坍),对砂型轨颚处进行修复,直到贴合良好。然后进行封箱,要封实,不要用力太大(防止封箱泥挤入砂型腔内部),用力均匀。封箱后换一人进行检查确认,防止漏封。最后检查型腔有无杂物。
3.4 预热
焊接所采用钢轨材质为60kg/mU71Mn钢轨,焊接前待焊两钢轨间隙为47~53mm。点燃并调节火焰。预热火焰的焰心长度为25mm,预热丙烷压力为0.10MPa,氧气压力为0.30MPa。将预热器放在调节好的预热器支架上,注意观察使预热器加热嘴出口与轨缝平行,同时不要使预热器加热嘴不要与砂型接触,防止加热不均匀或加热嘴烧损。加热时注意观察从砂型两边冒口反上来的火焰是否通畅,是否一样高。预热过程中注意观察预热情况,随时保证预热器的正确位置。
3.5 点火、反应
3.6 浇筑、拆模
钢液浇注后第10min拆模,11min敲掉轨头砂型。
3.7 推瘤
浇注后第13min推瘤。
3.8 打磨
澆注后第23min平直度打磨后,进行外观打磨,并剔除焊筋周围溢流飞边、焊渣。
3.9 恢复线路
浇注后第43min整个焊接操作全部结束,开始恢复扣件。用道尺测量轨距、水平,对超标进行改道,作业后回检,确认线路可以达到准许放行列车状态。
4 50mm宽轨缝接头性能检验
依据TB/T1632.1-2014《钢轨焊接第1部分:通用技术要求》、TB/T1632.3-2014《钢轨焊接第3部分:铝热焊接》,进行了不同轨缝宽度情况下钢轨铝热焊接头静弯、断口、疲劳、硬度、拉伸和金相组织检验。
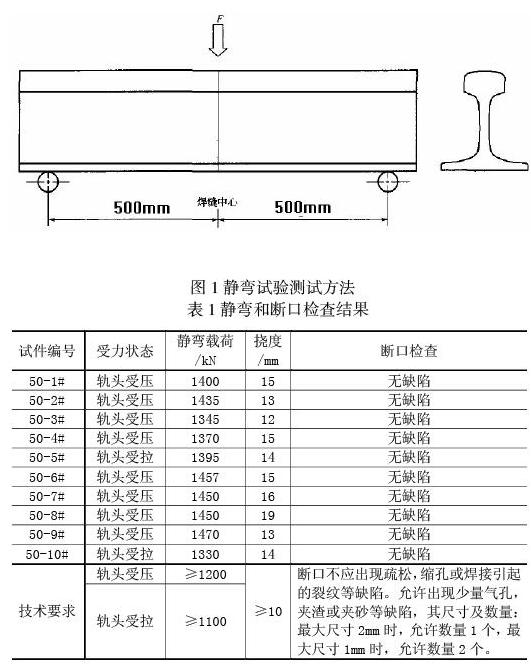
4.1静弯试验
依据TB/T1632.3-2014《钢轨焊接第3部分:铝热焊接》,对焊头进行静弯试验,静弯试验方法如图1所示,静弯支距1m,焊缝位于正中间,从焊缝正中间施加压力直至焊头断裂。试验结果见表1。
4.2 疲劳试验
依据TB/T1632.3-2005《钢轨焊接第3部分:铝热焊接》,焊头进行了疲劳实验。疲劳载荷为70kN/350kN,试件支距为1.0m,焊缝居中,轨头向上。
4.3 拉伸性能
对焊头试件纵向断面依据TB/T1632.3-2005《钢轨焊接第3部分:铝热焊接》进行抗拉性能测定。
4.4 硬度试验
依据TB/T1632.3-2005《钢轨焊接第3部分:铝热焊接》,对焊头进行硬度测量。
4.5 显微组织
依据TB/T1632.3-2005《钢轨焊接第3部分:铝热焊接》,在焊头上截取轨头部位,轨腰部位和轨底部位的显微组织试样,进行检测,均为珠光体和少量铁素体
5 结论
通过联合铁科院利用宽焊缝对伤损焊缝原位切除复焊技术的研究,宽焊缝钢轨铝热焊接头性能满足TB/T1632-2014《钢轨焊接》要求。如果利用50mm宽焊缝处理伤损焊缝,可减少线路修复插入短轨的使用数量,对降低线路维修成本,减少线路接头数量,适应线路高密度运输是有利的。
