腐竹切割刀具的设计与试验
2019-10-12代安南徐可可许良元方梁菲
代安南,徐可可,刘 洋,许良元*,江 庆,方梁菲
(安徽农业大学工学院,合肥230036)
0 引言
食用腐竹的连续切割作业是腐竹生产加工过程中一个关键的环节,目前国内大多数企业在腐竹后续切割分离方面依然主要采用手工剪切。虽然已经研发出不少腐竹连续化生产设备,但是对腐竹后续切割分离方面的研究较少,大多数生产设备存在腐竹切割仍需要人工切割的局面,能耗大,生产效率不高,腐竹切割效果不好的缺点较为突出。因此,研制出一台连续自动化腐竹切割装置,既能够代替人工剪切或半机械化切割,又能解决当前腐竹切割过程中切割效果差的相关亟待解决技术难题[1-3]。
由于现存的腐竹的切割刀具的切割效果较差,本文设计出两种新型的腐竹切割刀具。通过对圆形切刀和直刃平刀进行力学分析,得出直刃平刀的切割装置均优于圆形切刀的切割装置。最后从腐竹的含水量,冷藏时间,不同工作气压,两种刀具的对比及切割后平整度四个方面进行分析,探索出影响腐竹切割的因素[4-5]。
1 腐竹高速切割装置样机的设计及原理
1.1 腐竹装置的总体结构设计
腐竹切割装置主要由机架、切割刀具、导轨、夹持机构、切割台和控制系统等组成,其结构如图1所示。利用气泵产生具有一定压力的压缩空气,通过气路电磁阀开闭,使得气体流入到活塞腔体内部,通过链接杆驱动气缸双向往复切割,将气体的压力转变为活塞杆往复切割的动力,从而实现对腐竹的高效切割生产[8]。
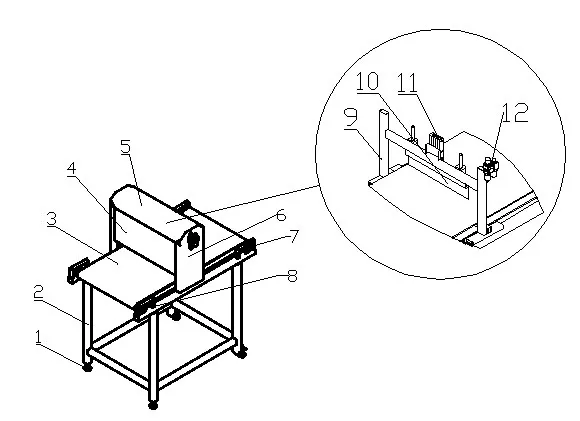
图1 腐竹切割机具的总体结构设计
1.2 切割装置的工作原理
腐竹切割装置的工作原理是腐竹以一定的速度在输送带上运送。当对腐竹进行斩切时,导轨对切割刀座起支撑和导向作用,使得切刀在气动压力的推动下,能够沿预先设计的方向进行往复直线运动,从而完成对腐竹的切割。
1.3 切割刀具的设计
刀具形状对腐竹切割具有非常重要影响,也限制了与之匹配切割装置的设计,直刃平刀和圆形切刀的三维图如图2所示。刀具采用高硬度和耐磨性的65MnMoTi4钢材料。
2 切割刀具的力学分析
2.1 腐竹刀具静力学分析
2.1.1 圆形切刀静力学分析
在圆形切刀中心固定处施加固定约束。圆形切刀在进行腐竹切割时,刃口处与腐竹表面和输送带浅表面相接触的状态为正切刃口,因此施加作用力的边界条件为:正切刃处以及全切刃施加垂直于刃口方向300 N的力[9],添加总变形和应力两个结果进行求解。
单独加载在正切刃面的平均压力为

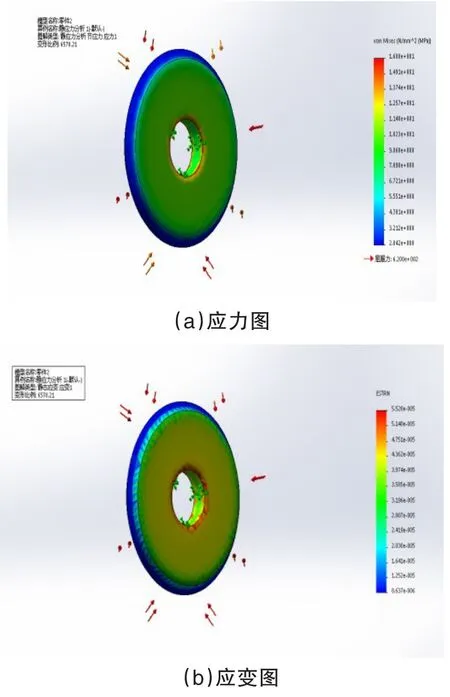

图3 圆形切刀静力学分析图
从图3(a)可以看出当载荷作用于整个刃口面时最大应力为1.608e+001MPa,远远小于其材料屈服应力620MPa,它所受到的应力在安全范围内,其变形比例为6 578.21。图3(b)可以看出最大应变为5.528e-005mm,应变图可以看出最大应变产生于圆形切刀的刀柄处,并向刀尖处依次呈递减状态。图(c)可以看出最大位移量为4.563e-004mm,图中可以看出最大位移量产生于刀柄处,并向刀尖处依次呈递减状态。
2.1.2 直刃平刀静力学分析
直刃平刀的静力学分析过程与圆形切刀相同,不同的是切割方式,在其刃口结构上采用了斩切的切割方式,为了准确地分析切割刃口处的受力应力、变形情况,在刃口处与刀面固定处要采用不同的网格划分尺寸,进行分别划分[10]。
单独加载在正切刃面的平均压力为:



图4 直刃平刀静力学分析
从图4(a)可以看出当载荷作用于整个刃口面时最大应力为2.490e+003MPa,远远小于其材料屈服应力6.204e+008MPa,它所受到的应力在安全范围内,其变形比例为8.49081e+006。由图4(b)位移图可看出最大位移量为1.239e-006mm,图中可以看出最大位移量产生于直刃平刀的刀尖处,并向刀柄处依次呈递减状态。图(c)可以看出最大应变为2.870e-008mm,图中可以看出最大应变产生于直刃平刀的刀柄处,并向刀尖处依次呈递减状态。
2.1.3 刀具指标对比分析
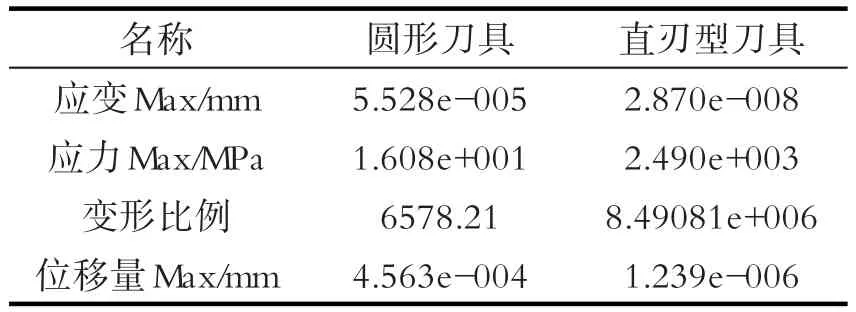
表1 刀具的数值对比分析
从上表1我们可以看出直刃平刀优势较为明显,刀具垂直正切割的变形比例大大降低。当刀具对腐竹和输送带进行切割时,所承受的应变量是整个切割过程中的最大值,直刃平刀应变量在一定程度上有很大的降低,使其刀具在切割的过程中稳定性有很大的提高。腐竹在移动过切刀时,切刀在气动泵的推动下快速对腐竹和输送带进行斩断切割,此时刀片切入斩断腐竹对输送带表面也进行了切割,而垂直切割的情况下主要为全切刃,然而全切刃是切割过程中的最大应力数值,所以应力值的大幅度降低对于减小刀身固定点处的厚度,对切割刀具的稳定性以及刀具使用周期的延长具有非常重要的意义。
2.2 腐竹刀具的模态分析
2.2.1 圆形切刀刀具模态分析
依照绘制的Solidworks模型,针对刀具工作时的振动情况,进行圆形切刀的网格划分,然后进行模态分析,由于圆形切刀面较为复杂,因此对刀具采用四面体划分网格方式,尽量采用较小的网格尺寸,以获得更为精确的数据参数。

图5 圆形切刀五阶变形云图
从图5(a)(b)二阶变形云图中可以看出,当给予固定力的约束时,圆形刀的最大共振频率为7 060Hz,最大的共振频率产生于割刀外沿向割刀的固定点处依次减小,刀的固定点处变化量最小,最小共振频率为0Hz。
2.2.2 直刃平刀刀具模态分析

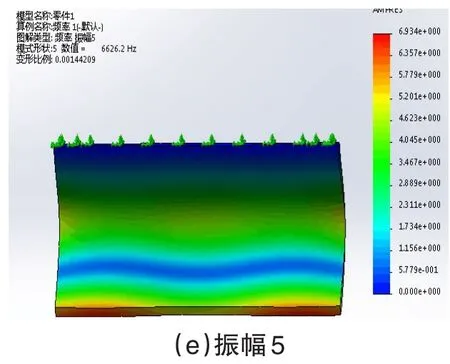
图6 直刃平刀五阶变形云图
从图6(a)(b)二阶变形云图中可以看出,当给予固定力的约束时,切刀的最大共振频率为3 054.9Hz,最大的共振频率产生于割刀外沿向割刀的固定点处依次减小,刀的固定点处变化量最小,最小共振频率为0Hz。
2.2.3 刀具模态云图对比分析
圆形切刀与直刃平刀数值对比分析。两种刀具数值对比分析如表2所示。

表2 两种刀具数值对比分析
我们可以看出直刃平刀优势较为明显,当对刀具进行预应力模态分析时,直刃型刀具最大频率为2 048Hz,应力1.608e+001MPa,相比于圆形刀具的频率、应力的影响都有很大程度降低。使其刀具在切割的过程中稳定性有很大提高。输送带和腐竹移动通过切刀时,切刀在气动泵的推动下快速斩断腐竹,此时刀片切断腐竹和输送带表面进行切割,在直刃平刀垂直切割的一瞬间,应力和频率切割过程中的最大应力数值达到最大。因此,频率的大幅度降低对于减小切刀的稳定性,以及刀具规定时间内的使用寿命具有非常重要的意义。
3 腐竹切割装置的影响因素
3.1 试验的目的
根据腐竹切断面的平整度感官评分标准见表3,由7人组成感官食品评定小组,此次腐竹切割试验共分10组,对每一组腐竹斩切后的切断面效果进行感官评分,取每组的平均值,作为最终感官评定得分及衡量切断面切割效果的重要指标。

表3 感官评分表
3.2 试验内容与分析
3.2.1 冷藏时间对试验的影响
腐竹剪切的刀具采用自行设计的直刃平刀及对应的腐竹切割装置,将腐竹放置在冰箱中低温若干时间冷藏后,冷藏时间为:0h、6h、12h、18h、24h五个阶段,分阶段取出并放置在设计的腐竹切割装置上面,设定工作气压为0.5Mpa、切割间隔时间为3s,将冰冻腐竹进行斩切切割试验,然后根据所测得的数据绘制出腐竹抗剪切力及位移曲线,对应地记录最大斩切力的数值及切断面的感官评分,每次剪切重复试验5次,测得冷藏时间、割切力以及感官评分之间的关系图。如图7所示。

图7 冷藏时间对剪切力及感官评分的影响
由图7分析可知:随着冷藏时间的增加,腐竹斩剪切阻力的数值在开始0~6h的时间里,呈缓慢下降的趋势,切口横断面也越来越光滑,当冷藏时间超过6h后,剪切力值又呈现缓慢上升趋势。
3.2.2 腐竹含水量对切割试验的影响
按公式:腐竹含水量(%)=(原腐竹质量-烘干质量)/烘干质量×100%=(水质量/烘干质量)×100%计算。
测试数据如下表4所示:

表4 腐竹含水率测试表
3.2.3 不同工作气压对腐竹切割效果的影响
试验中选取直刃平刀切割腐竹,把已准备好切割的腐竹放置在电动移动平台上,分别调整切割为气压p=0.3MPa、0.5MPa、0.7MPa三个阶段。对比工作气压对腐竹切割效果的影响,每个阶段重复5次,并测算各个指标进行计算分析,确定切割样机的工作气压与各试验指标之间的关系。试验结果发现伴随着切割气压的不断上升,切割速度的不断加快,切断面显得更光滑,整条腐竹切割所用的的时间也越来越短,如图8所示。

图8 工作气压与感官评分
3.2.4 切割时间、切割长度、与输出时间对切割效果的影响试验
通过设备控制系统表面参数如:输出频率、设定频率、切割周期、切割时间、自动切割线、禁用切刀等,并根据已提示内容,制定出相应的设定值,经过以上数据的反复试验,并绘制出腐竹切割长度与时间和输出频率与时间的关系。如图9和10所示。
由以上统计表可以得出:在频率不变的情况下,随着切割用时的增加,腐竹切割的长度也在增加。在长度不变的情况下,随着输出频率的增加,切割所需要的时间慢慢变短。

图9 切割长度与时间
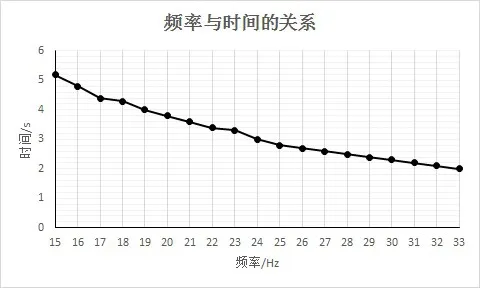
图10 输出频率与时间
4 结论
1)本文设计出了腐竹装置的总体结构,对腐竹生产装备中的切割装置部分进行外形参数测量、采集,利用企业提供的电子控制系统,对腐竹切割样机进行试验,切割刀具实现往复滑切或斩切,对腐竹进行切割加工。
2)对圆形切刀和直刃平刀建立样机模型并进行静力学和模态分析,得出:直刃切刀的最大频率为3 054.9Hz,应力2.490e+003MPa,圆形刀具的最大共振频率为7 060Hz,应力为3.012e+001Mpa,频率和应力变化率分别达到89.79%和92.00%,通过分析对比,无论在最大应力、模态震动量等方面直刃平刀及其切割装置均优于圆形切刀及其切割装置。
3)通过样机试验,探究影响腐竹切割装置的因素,试验连续切割腐竹时间为72小时,切割频率为16Hz,切割间隔时间为6.0s,切割长度为100mm,72h连续切割43 000根腐竹,腐竹中含有的污染物值为0.07g,低于食品安全国家标准规定值,符合《食品安全国家标准食品中污染物限量》(GB 2762-2017)。
