玉米油精炼过程氯离子含量变化及其对3-氯丙醇酯和缩水甘油酯含量的影响
2019-09-06刘玉兰王璐阳黄会娜王满意
刘玉兰,王璐阳,黄会娜,王满意,安 骏
(1.河南工业大学粮油食品学院,河南 郑州 450001;2.中粮营养健康研究院有限公司,北京 102209;3.中粮油脂研发中心,天津 300451)
3-氯丙醇(3-monochloro-1,2-propanediol,3-MCPD)酯和缩水甘油酯(glycidyl esters,GEs)是近年被关注的食品安全问题[1-2]。研究表明3-MCPD酯的形成机制是在中间体环酰氧鎓离子存在的条件下,氯离子通过亲核攻击酰氧鎓离子从而生成3-MCPD酯[3],因此氯离子在3-MCPD酯的形成过程中起关键作用[4-5],并且环酰氧鎓离还可通过去质子形成GEs,GEs的环氧基也可能会在氯离子的亲核作用下开环形成3-MCPD酯[6-8]。食用植物油中3-MCPD酯和GEs主要是在油脂精炼过程中产生的[9-10]。食用植物油精炼主要包括水化脱胶、碱炼脱酸、吸附脱色、蒸馏脱臭等过程,待精炼的毛油及精炼过程所使用的加工助剂(如磷酸、烧碱、脱色白土、水、蒸汽等)均可能含有氯离子并将氯离子引入到油脂中[11-12],且脱臭工序是3-MCPD酯和GEs形成的主要工序[13-15],因此在脱臭工序无论是待脱臭油脂还是加工助剂(脱臭水蒸气)引入的氯离子均可能造成脱臭油中3-MCPD酯和GEs含量的大幅升高。
在利用氯离子含量多寡鉴别地沟油的研究中发现,合格食用油中氯离子质量浓度约为0.055~2.70 mg/L[16-17],但对油脂精炼过程氯离子含量及其变化情况尚不明确,更鲜见氯离子含量与3-MCPD酯和GEs含量关系的报道。本实验选取毛油酸价较高的、精炼生产中可能会生成较多3-MCPD酯和GEs的玉米油为原料[18],从不同工厂采集玉米毛油及精炼各工序半成品和成品油,对其氯离子含量、3-MCPD酯和GEs含量进行检测分析,并在实验室对玉米毛油进行精炼,对精炼各工序所得油脂样品中氯离子含量及3-MCPD酯和GEs含量进行检测,将实际生产过程与实验室精炼过程中氯离子含量及3-MCPD酯和GEs含量变化情况进行对比分析,研究玉米油精炼过程中氯离子含量变化规律以及对3-MCPD酯和GEs含量的影响,以期为玉米油精炼中3-MCPD酯和GEs的风险防范和控制提供技术支持。
1 材料与方法
1.1 材料与试剂
玉米毛油、待脱臭油和脱臭成品油分别取自安徽、河北、山东等地的玉米油加工厂。玉米油精炼过程的脱胶脱酸油、吸附脱色油取自安徽的玉米油加工厂。
氘代油酸缩水甘油酯(纯度≥9 7%)、油酸缩水甘油酯(纯度≥9 7%)、3-油酸-氯丙醇酯(纯度≥97%)、1,2-二亚油酸-3-氯丙醇酯(纯度≥97%)、1,2-二月桂酸-3-氯丙醇酯-D5(纯度≥97%)上海安普实验科技股份有限公司;苯基硼酸(纯度≥97%)、正己烷、甲醇、异丙醇、甲基叔丁基醚、乙酸乙酯,均为色谱纯;氢氧化钾、氢氧化钠、磷酸二氢钾、硫酸联氨、钼酸钠、乙醚、溴化钠、硫酸(质量分数为98%)、硫酸钠、碳酸氢钠、无水硫酸镁均为分析纯;氯化钠为优级纯。
1.2 仪器与设备
Trace1310-ISQ气相色谱-质谱联用仪、ICS-2100离子色谱仪 美国Thermo Fisher公司;RE-52AA旋转蒸发器 上海亚荣生化仪器厂有限公司;KQ3200DE数控超声波清洗器 昆山市超声仪器有限公司;MTN-2800W氮吹浓缩仪 天津奥特赛恩斯仪器有限公司;LD5-10低速离心机 北京京立离心机有限公司;QL-902涡旋均匀器 海门市其林贝尔仪器制造有限公司;ZD-85数显气浴恒温振荡器 江苏金坛市宏华仪器厂;SZCL-2数显智能控温磁力搅拌器 巩义市予华仪器有限责任公司;Moiresearch摩尔分析型超纯水器重庆摩尔水处理设备有限公司;2XZ-1旋片式真空泵北京中兴伟业仪器有限公司;SRJX-4-13高温箱式电阻炉北京市永光明医疗仪器厂。
1.3 方法
1.3.1 实验室的玉米油精炼
1.3.1.1 水化脱胶
测定玉米毛油的磷脂含量为2.557 mg/g,计算加水量为1.279 g。采用中温水化脱胶。称取毛油200 g于500 mL烧杯中,放入转子,于数显加热型磁力搅拌器中搅拌至65 ℃后,调快搅拌速度,用滴管分别将称量好的蒸馏水缓慢加入油样中,保持恒定的速度搅拌30 min。降低搅拌速度,促使胶体絮凝,见油脚离析时2~3 min后停止搅拌。水化脱胶结束后,以4 500 r/min离心25 min,离心后取上层水化油,即得水化脱胶油。
1.3.1.2 碱炼脱酸
测定玉米毛油的酸价(以KOH计)为4.802 mg/g,计算理论加碱量,选取0.1%的超量碱,总加碱量为理论加碱量与超量碱之和(25.17 mL)。采用初温75~80 ℃、终温90~95 ℃、6 °Be´碱液的条件进行碱炼。称取水化脱胶油100 g于250 mL烧杯中,放入转子,于数显加热型磁力搅拌器中搅拌至75 ℃后,调快搅拌速度,用滴管将称量好的碱液缓慢加入油样中,降低搅拌速度,搅拌一定的时间,见油皂离析时降低搅拌速度,以1 ℃/min的速率升温至碱炼终温95 ℃,保持恒温搅拌10 min,待油皂明显分离时停止搅拌。碱炼结束后,以4 500 r/min离心25 min,离心后取上层碱炼半净油于250 mL烧杯中加热至洗涤温度(95 ℃左右),然后转入125 mL温热过的分液漏斗中,每次按油质量的15%添加微沸蒸馏水洗涤2~3 次,直至分液漏斗中洗涤放出来的废水平pH值呈中性为止。将洗涤后的油转入烧杯中,在电炉上加热搅拌脱水,先升温至100 ℃左右,脱水15~20 min,再升温至125 ℃左右,脱水10 min,将油样置于干燥器中冷却。
1.3.1.3 吸附脱色
称取80 g碱炼脱酸玉米油,置于三口烧瓶中,在负压条件下加热至90 ℃搅拌脱水,直至油面上看不到雾气。随后将称取油质量3%的白土加入油脂中,脱色30 min。加热搅拌时最大转速不得引起油脂飞溅,达到设定的吸附时间后停止搅拌加热,在真空条件下冷却至70 ℃以后,关闭真空泵,冷却水。将油、吸附剂混合物倒入离心桶中4 500 r/min离心20 min,后过滤分离出吸附剂,即得到脱色净油。
1.3.1.4 蒸馏脱臭
称取50 g吸附脱色后的玉米油于250 mL三口烧瓶内,并放入磁力转子和沸石,将三口瓶放入事先架制好的水蒸气蒸馏脱臭装置中,启动真空泵,在系统压力400 Pa以下时,将油缓慢加热至260 ℃,然后开启直接蒸汽导管旋塞,通入直接蒸汽,在不引起油飞溅的情况下,使通汽量最大且流量恒定,脱臭2 h后,关闭直接蒸汽旋塞,将油温降至室温后破除真空,取脱臭后油脂样品。
1.3.2 油脂中氯离子的检测
前处理方法在晋榕[19]测定地沟油中氯离子方法的基础上进行优化。称取5 g油于30 mL螺纹试管中,用10 mL正己烷溶解待脱臭油再加5 mL超纯水。拧紧试管盖,涡旋30 s使水与有机相充分接触。超声30 min以辅助萃取,然后4 500 r/min离心4 min。将试管中的下层水相过有机滤膜至10 mL容量瓶中,定容。用离子色谱仪测定氯离子含量,选择手动进样,进样时过0.22 μm水相滤膜和C18柱(C18柱依序用5 mL色谱纯甲醇、10 mL超纯水活化)进行测定。
经过前处理将油脂中的氯离子提取入水溶液中,因此参照GB/T 5750.5—2006《生活饮用水标准检验方法 无机非金属指标》中离子色谱检测法。配制100 mg/L的氯离子标准溶液:优级纯氯化钠在120 ℃烘干4 h,称取0.164 8 g,用超纯水定容至1 000 mL容量瓶中,作为氯离子标准溶液。用超纯水将质量浓度为100 mg/L的氯离子标准溶液分别逐级稀释至质量浓度为5、2、0.8、0.4、0.1、0.06、0.03、0.01 mg/L,由低到高依次进样,绘制标准工作曲线。离子色谱中氯离子的出峰时间为4.25 min。
绘制标准工作曲线,得到线性回归方程Y=0.306 3X+0.038,R2=0.999 7,表明氯离子在标准溶液的质量浓度范围内具有良好的线性关系。
1.3.3 油脂中3-MCPD酯和GEs的测定
参照GB 5009.191—2016《食品中氯丙醇及其脂肪酸酯含量的测定》以及苗雨田等[20]、杨贵芝[21]实验结果,采用酸水解的方法间接测定油脂中3-MCPD酯和GEs,以GC-MS法测定,采用同位素内标进行定量。
色谱条件:色谱柱,含5%苯基亚芳基聚合物或5%苯基-甲基聚硅氧烷的弱极性毛细管气相色谱-质谱柱(30 m×0.25 mm,0.25 μm),载气为氦气,流速1 mL/min,进样口温度250 ℃,进样量1 μL,不分流进样,不分流时间0.5 min,溶剂延迟时间5 min。程序升温:50 ℃保持1 min,以2 ℃/min升至90 ℃,再以40 ℃/min升至270 ℃,并保持5 min。
质谱条件:电子电离源,电离能量70 eV,离子源温度250 ℃,传输线温度280 ℃,扫描方式:选择离子监测模式。
3-MCPD酯及其内标物的出峰时间分别为18.12 min和18.06 min,GEs及其内标物的出峰时间分别为19.69 min和19.62 min。绘制标准工作曲线,得到3-MCPD酯的线性回归方程Y=0.713 587X-0.027 527 2,R2=0.999 7,GEs的线性回归方程为Y=0.437 975X-0.042 300 1,R2=0.999 7,表明3-MCPD酯和GEs在标准溶液的浓度范围内具有良好的线性关系。
1.4 数据统计分析
实验结果均为3 次实验的平均值,采用Origin 2018软件作图。
2 结果与分析
2.1 不同玉米油中氯离子含量和3-MCPD酯及GEs含量
从不同玉米油加工厂取不同批次的毛油、待脱臭油和成品油,检测其中氯离子、3-MCPD酯和GEs含量,结果如表1所示。
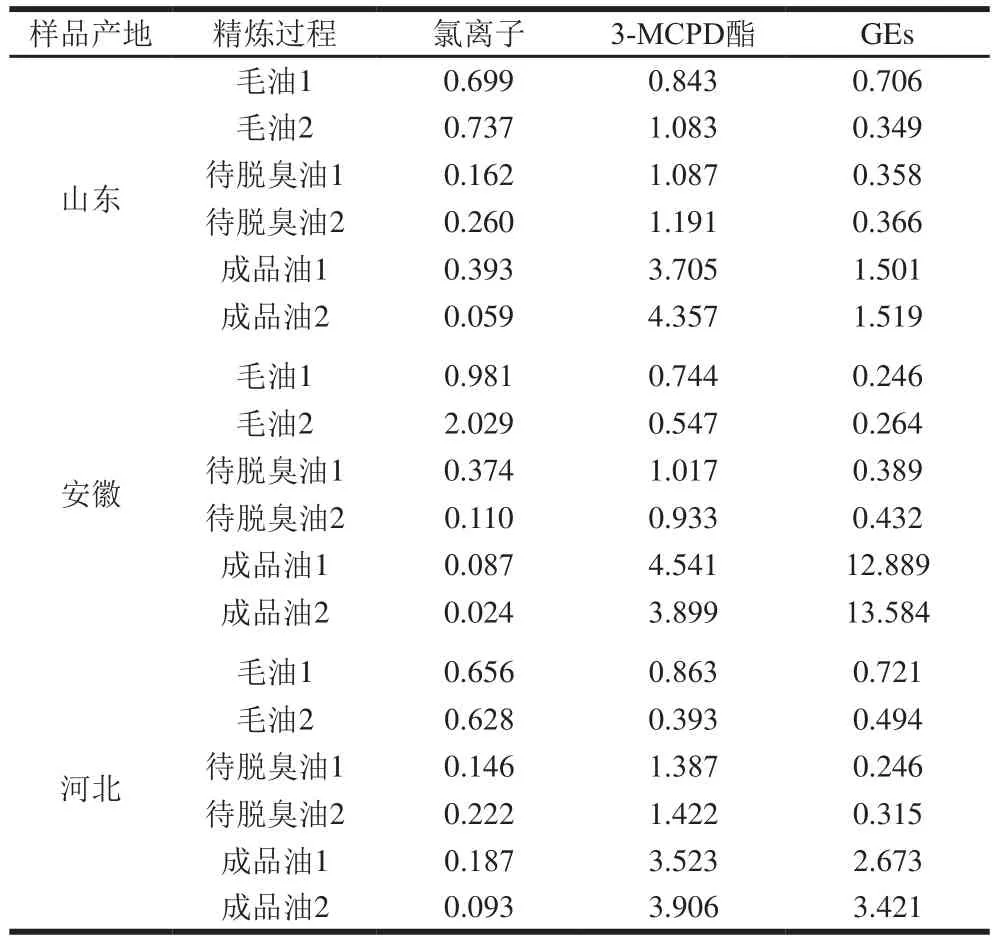
表1 不同玉米油样品中氯离子、3-MCPD酯和缩水甘油酯含量Table 1 Contents of chloride ion, 3-MCPD ester and GE in different corn oil samples mg/kg
由表1可以看出,不同玉米油样品中均含有氯离子、3-MCPD酯和GEs,其中氯离子的含量范围为0.024~2.029 mg/kg,3-MCPD酯和GEs含量范围在0.393~4.541 mg/kg和0.246~13.584 mg/kg之间。其中氯离子含量在毛油中最高,含量为0.628~2.029 mg/kg。毛油中氯离子来源可能是油料种子中氯离子带入[22],油料在生长过程中氯离子来源十分广泛,土壤、空气、施肥均会有可能影响油料种子中氯离子含量[23],因此在其制油过程可能会引入到油脂中,从而导致毛油中氯离子含量较高。而毛油中的3-MCPD酯和GEs的含量范围分别为0.393~1.083 mg/kg和0.246~0.721 mg/kg,其中3-MCPD酯含量最高的为山东产地,GEs含量最高的为河北产地。对比不同地区的样品发现,安徽产地的2 个毛油样品中氯离子含量高于山东、河北两个产地的毛油,其中安徽产地毛油样品2中氯离子含量最高为2.029 mg/kg,显著高于其他毛油中氯离子含量,对比其毛油中3-MCPD酯含量发现,除略高于河北油样2之外,均低于其余毛油中含量,GEs含量也均低于山东、河北的毛油样品。
待脱臭玉米油中氯离子含量为0.110~0.374 mg/kg,与毛油相比含量均降低,此阶段3-MCPD酯和GEs含量分别为0.933~1.422 mg/kg和0.246~0.432 mg/kg,与毛油相比3-MCPD酯含量均有所升高,而GEs含量除安徽样品和山东样品2中有所升高外,其余样品中GEs含量均降低。其中氯离子降低幅度最大的为安徽产地的样品2,其氯离子含量降低了94.6%,但3-MCPD酯和GEs含量分别升高了70.6%和63.6%。3-MCPD酯升高幅度最大的为河北样品2,含量增加了毛油的2.6 倍,其氯离子含量降低了64.4%,说明伴随着氯离子含量的降低,3-MCPD酯有所升高,但并未随着氯离子降低量的增多而增多。
脱臭成品油中3-M C P D酯和G E s含量分别为3.523~4.541 mg/kg和1.501~13.584 mg/kg,明显高于毛油和待脱臭油。有文献报道,油脂脱臭阶段是3-MCPD酯生成的主要阶段,氯离子是影响3-MCPD酯形成的重要成分[24],在油脂脱臭过程中3-MCPD酯形成可能要消耗氯离子,造成氯离子含量降低[25-26],从表1可以看出,在脱臭阶段油脂中氯离子含量除了山东样品1和河北样品1中氯离子含量有所升高外,其余样品的氯离子含量均降低,山东样品1和河北样品1中氯离子含量分别升高了0.231 mg/kg和0.041 mg/kg,同时3-MCPD酯含量分别增长了2.4 倍和1.5 倍,油脂样品中氯离子含量会在脱臭过程有所升高,这可能是由于脱臭工序所用直接蒸汽引入了氯离子,且引入量大于生成3-MCPD酯所消耗量,从而导致多余的氯离子保留在了脱臭油脂中[27],使脱臭油中氯离子含量升高。此外,对比其含量来看,3-MCPD酯和GEs增幅最大的为安徽样品1,其中3-MCPD酯和GEs分别增长了3.5 倍和32.1 倍,此时氯离子含量降低了0.287 mg/kg,在此阶段中含量降低最多,因此对氯离子降低量与3-MCPD酯和GEs生成量之间的关系需要进一步研究。
2.2 玉米油精炼过程氯离子含量和3-MCPD酯及GEs含量变化

图1 玉米油精炼过程氯离子含量变化Fig. 1 Changes in chloride ion content during corn oil refining
由图1可以看出,在脱胶脱酸工序氯离子降幅最大,从2.029 mg/kg降至0.380 mg/kg,含量降低了81.3%,经过脱色工序,油脂中氯离子含量从0.380 mg/kg降至0.109 mg/kg,降低了71.3%,而在脱臭工序氯离子含量从0.109 mg/kg降至0.024 mg/kg,降低了78.0%。在脱胶脱酸工序氯离子含量降低最多。
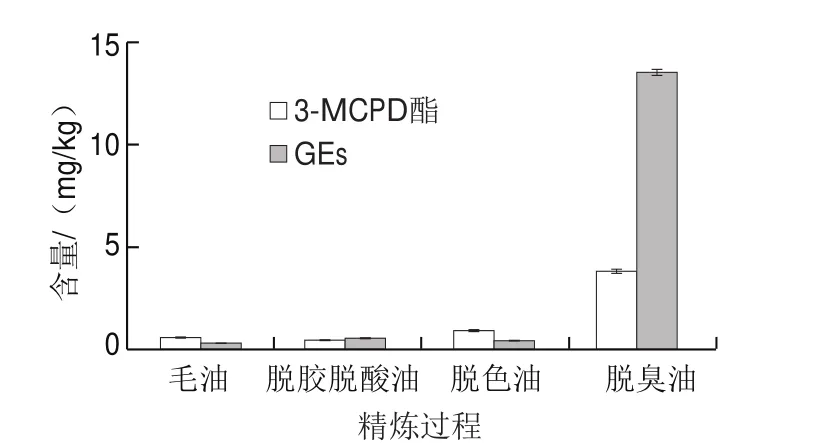
图2 玉米油精炼过程3-MCPD酯和GEs含量变化Fig. 2 Changes in 3-MCPD ester and GEs contents during corn oil refining
由图2可以看出,经过脱胶脱酸,3-MCPD酯从0.547 mg/kg降至0.452 mg/kg,含量降低了17.4%,而GEs含量从0.264 mg/kg升高至0.554 mg/kg,含量升高52.3%;在脱色工序3-MCPD酯从0.452 mg/kg升高至0.933 mg/kg,含量增加了1.1 倍,GEs含量从0.554 mg/kg降至0.423 mg/kg,含量降低了23.6%。而经脱臭过程,3-MCPD酯和GEs含量均明显增高,分别从0.933 mg/kg和0.423 mg/kg大幅增加至3.899 mg/kg和13.584 mg/kg,分别增加了3.2 倍和31.1 倍。
对比精炼过程中氯离子含量变化与3-MCPD酯和GEs含量变化可以看出,在脱胶脱酸和脱色阶段氯离子含量逐渐下降,但3-MCPD酯含量并未随着氯离子含量的降低而逐渐升高,究其原因3-MCPD酯形成的主要因素有氯离子、温度、游离脂肪酸等[28],在脱臭前的各精炼工序因温度较低,因此氯离子含量对3-MCPD酯的形成影响很小,氯离子可能随着油脚、皂脚、废白土的分离而被脱除。脱臭工序是3-MCPD酯生成的主要阶段,在此阶段氯离子降低了78%,3-MCPD酯和GEs含量分别增加了3.2 倍和31.1 倍,有研究表明待脱臭油脂中氯离子会在脱臭过程影响3-MCPD酯的生成[29],因此脱臭过程氯离子含量的降低可能对3-MCPD酯形成做出了贡献。
2.3 实验室玉米油精炼过程氯离子、3-MCPD酯和GEs含量变化
为排除实际的精炼生产中氯离子引入的来源多、不易控制等因素,在实验室条件下对安徽工厂所取玉米毛油进行精炼,测定其精炼各步骤油脂中氯离子、3-MCPD酯和GEs含量,结果如图3、4所示。
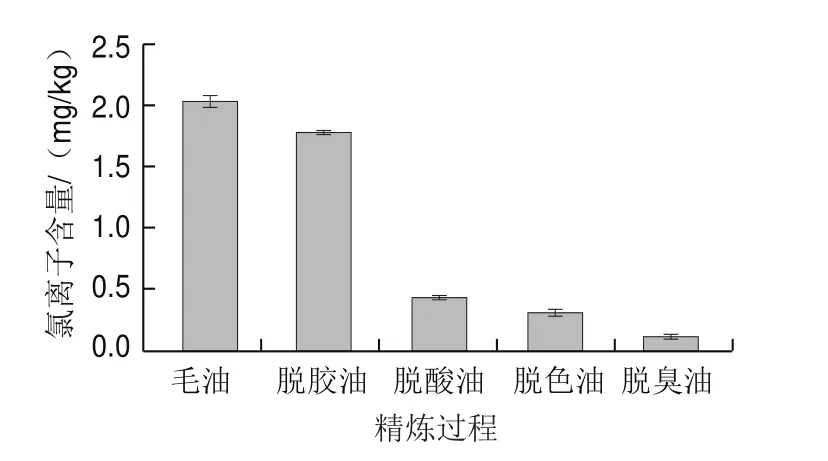
图3 实验室条件下玉米油精炼过程氯离子含量变化Fig. 3 Changes in chloride ion content during corn oil refining under laboratory conditions
由图3可见,玉米油中氯离子含量随精炼过程而逐渐减少,与实际生产过程变化趋势一致。随着精炼的进行,氯离子含量从2.029 mg/kg逐渐降至0.110 mg/kg,其中降幅最大的是碱炼脱酸过程,氯离子含量从1.760 mg/kg降低至0.420 mg/kg,降低了76.1%,这可能是由于氯离子的亲水性大于亲油性,在碱炼和碱炼后的水洗过程中皂脚和洗涤水带走了较多的氯离子。脱胶过程氯离子从2.029 mg/kg降低至1.760 mg/kg,降低了13.3%,其原因可能是脱胶形成的油脚会带走部分氯离子,从而使油脂中氯离子含量有所降低。脱色过程吸附剂可能对氯离子产生吸附作用,使氯离子含量在脱色过程从0.420 mg/kg降至0.303 mg/kg,降低了27.9%,其降低量低于实际精炼过程的脱色阶段,可能与脱色过程条件不同等因素有关。脱臭过程所用直接蒸汽的水源为超纯水,在排除了直接蒸汽将氯离子带入玉米油的条件下,脱臭前后氯离子含量从0.303 mg/kg降低至0.110 mg/kg,降低了0.193 mg/kg,高于实际生产过程中的降低量。
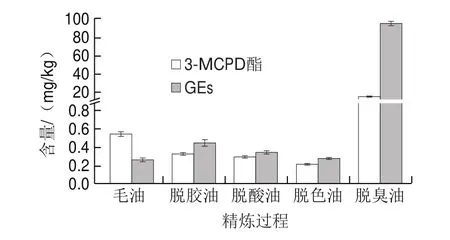
图4 实验室玉米油精炼过程3-MCPD酯和GEs含量变化Fig. 4 Changes in 3-MCPD ester and GEs contents during corn oil refining under laboratory conditions
由图4可以看出,3-MCPD酯和GEs含量在脱臭前含量较低,分别为0.215~0.547 mg/kg和0.264~0.343 mg/kg,经过脱臭后含量明显增加。对比脱臭前各个精炼阶段,脱胶、脱酸、脱色过程中3-MCPD酯含量持续降低,而实际生产中3-MCPD酯在脱胶脱酸后含量降低,但经过脱色后有所升高,其原因可能是与所用脱色剂以及脱色条件等因素不同有关;GEs在水化脱胶过程有所升高,在碱炼脱酸后虽然有所降低但仍高于毛油中含量,随后经过吸附脱色后含量降低,整体与实际生产过程变化相一致,但在脱臭前的精炼过程中3-MCPD酯和GEs含量并未随着氯离子含量的降低而呈现规律性变化。经过260 ℃脱臭2 h后3-MCPD酯和GEs含量急剧增加,含量分别达到9.691 mg/kg和95.336 mg/kg,与待脱臭油相比分别增长了44.1 倍和343.1 倍,增长量是实际生产过程中增加量的12.6 倍和10.7 倍,究其原因除脱臭温度和时间可能有区别外,对比其氯离子含量变化可以看出,实验室条件下氯离子含量降低了0.193 mg/kg,而实际生产过程中仅降低了0.085 mg/kg,由此说明脱臭阶段氯离子降低量越多,生成的3-MCPD酯越多,而待脱臭油脂中氯离子含量越多,就可能会为脱臭过程提供更多的氯离子用于生成3-MCPD酯[30],因此在精炼阶段严格控制油脂中氯离子的含量能够降低脱臭阶段油脂中3-MCPD酯和GEs的生成。
3 结 论
经检测本实验选取的18 个玉米油样品中均含有氯离子和3-MCPD酯及GEs,其中氯离子含量在毛油中最高,含量为0.628~2.029 mg/kg,毛油中3-MCPD酯和GEs的含量范围分别为0.393~1.083 mg/kg和0.246~0.721 mg/kg;毛油经脱胶、脱酸、脱色精炼后所得待脱臭油中氯离子含量降至0.110~0.374 mg/kg,3-MCPD酯和GEs含量分别为0.933~1.422 mg/kg和0.246~0.432 mg/kg,与毛油相比3-MCPD酯含量有所升高,GEs含量变化不明显;脱臭成品油中3-MCPD酯和GEs含量明显升高,分别为3.523~4.541 mg/kg和1.501~13.584 mg/kg,增幅最大的样品1分别增长了3.5 倍和32.1 倍,同时其氯离子含量降低最多。对工厂与实验室精炼各工序玉米油样品的检测分析显示,氯离子含量随精炼过程而逐渐降低,降幅最大的是水化脱胶和碱炼脱酸工序(降幅为76.1%~81.3%),3-MCPD酯和GEs在脱臭之前的各工序含量变化不大,经脱臭均大幅升高,实验室样品的增加幅度明显大于工厂样品,这可能与脱臭条件的差别有关(实验室脱臭真空度小于工厂),也可能与待脱臭油脂中氯离子含量的差异有关(实验室待脱臭油脂中氯离子含量明显高于工厂样品),因此严格控制待脱臭玉米油中的氯离子含量,对减少脱臭玉米油中3-MCPD酯和GEs的形成是有利的。研究结果明确了玉米油精炼过程氯离子和3-MCPD酯及GEs含量的变化规律,以及待脱臭玉米油中氯离子含量对脱臭油脂中3-MCPD酯和GEs含量的影响,对玉米油精炼乃至其他植物油生产中3-MCPD酯和GEs的风险防范和控制都具有指导意义。
