夹持高速钢刀条的新型刨床刀杆
2019-08-13鲁磊李斌赵忠刚
鲁磊 李斌 赵忠刚
摘 要:本文重点讲述了新式夹持高速钢刀条的刨削刀杆的设制与应用及注意事项,该刀杆切实提高了高速钢刀条的利用率,减少的重磨刀刃的时间,提高了刨床操作者的工作效率。
关键词:刨床;刀杆;高速钢刀条
0.引言
高速钢刀条是刨削过程中比较常用的刀具,通过近期对公司刨削工序的观察研究,发现许多高速钢刀条重磨时修磨时间较长,随着刀头的不断使用、修磨,刀头的断屑槽不断加深,刀头磨去量较多,导致修磨时间较长。最终导致刀头的前刀面与后刀面基本贴合,达到无法使用状态,这是许多刨床操作者特别头痛的事项。此时则需将刀条倒过头来重新修磨刀刃,最终还是会造成上述状态,不得不对刀头采取纵向“齐头”措施,磨去已经无法重磨的部分,或者在线切割上割掉这段不能重磨使用的部分。这样不但造成了对刀具的浪费,还延长了刨削操作者的辅助时间。为此,笔者经过长期推敲,发现了目前刨床操作者所使用的夹持高速钢刀条的刀杆存在问题,并研制了新式夹持高速钢刀条的刀杆,彻底杜绝了上述问题的出现。现简要介绍如下。
1.新式夹持高速钢刀条的刨削刀杆的设制与应用
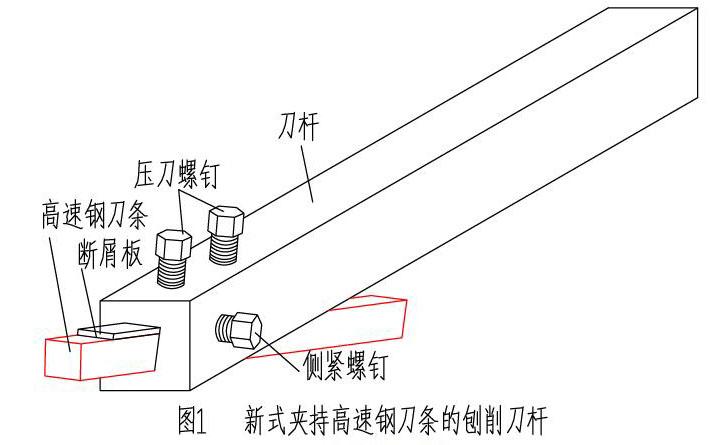
根据通常刨削刀具前角的要求,设制刀杆安装高速钢刀条的装刀槽纵向轴心线与刀杆纵向轴心线成15度夹角,以使刀条安装在刀杆上就具有了15度的前角,不用再人工修磨高速钢刀条的前角。为使刨削轻快,须将刨刀安装槽在刀杆横截面上适当旋转一定的角度,这样可使刨削刀具水平方向进给时的刀具前角为正值,减小刨削工件的阻力。新式夹持高速钢刀条的刨削刀杆整体结构如图1所示。采用这种刀杆装刀后,只修磨刀头后角和刃倾角即可,大大减少了修磨刀头的时间。为防止刨削长度较大的工件而出现不断屑的现象,特意在高速钢刀条的前刀面上压上一块淬火的钢板,以起到刨削过程中出现断屑的作用,俗称该板为“断屑板”。刀刃的主偏角可通过旋转刀杆及装夹刀杆的刀杆座实现。
该型刀杆的装刀孔采取斜向钻孔后在插床或线切割上再加工方形槽即可。压刀螺钉必须紧靠刀头处,防止刨削过程中刀条在刀杆槽中的发颤现象。同时,在垂直进给刨削时,必须在刀杆侧安装侧紧螺钉,杜绝刨削过程中刀条在刀槽孔中的摆动现象。
注意:修磨刀头时,尽量不要在修磨刀头的前刀面。
2.結尾语
该型刀杆设制简单,使用方便,切实提高了刀条的利用率,减少了修磨刀头的时间,提高了刨削操作者的实际刨削功效,便于推广应用。
参考文献
[1]刘春利,杜秀菊,赵红梅.改进高速钢刀具结构 提高内孔表面车削质量[J].工具技术,2007(09):52-54.
[2]陈绍华.机夹高速钢切刀[J].电力修造技术,1981(04):37.
[3]方逢華.节约高速钢的一种方法——高速钢刀头銲接的经验[J].机械工人,1955(08):11-12.
[4]王崇倫,王家树.焊接高速钢刀头的经验[J].金属加工(冷加工),1965(04):39.
[5]谢溪凌,王然,汪俊亮,郑卫刚.一种新型刨床刀具的设计和仿真[J].机床与液压,2013,41(16):68-70.
[6]伍伟,覃恒剑.利用刨床加工ZGMn13的刀具选择与探讨[J].科技创新导报,2013(19):18.
