浅谈高品质水玻璃与增强剂在钩体射芯技术上的应用
2019-07-25马小飞
马小飞
(牡丹江中车金缘铸业有限公司,黑龙江牡丹江 157013)
车钩作为列车连接的关键部件,其质量直接影响铁路运输的安全。近年来,随着重载列车的不断发展,对钩体[2](见图1)的质量及性能要求也越来越高。作为带出钩体大部分关键结构的整体芯(见图2),是影响钩体产品质量及使用性能的关键因素。
目前生产钩体的铸造厂家主要采用普通水玻璃砂或改性水玻璃砂射芯吹CO2硬化工艺。其缺点是水玻璃加入量高,大都由纯净的人造(或天然)硅砂加入质量分数为6.0%~8.0%的水玻璃配制而成,导致其流动性及溃散性较差,存在射不实,出砂困难等问题。该工艺因受到芯砂、厂房温度、湿度及CO2温度动态变化影响,硬化过程不容易控制[3],砂芯易产生“过吹”现象,出现表面粉化强度下降;砂芯内部有时硬不透,出现蠕变。砂芯的吸湿性较强,在湿度较大的天气下,贮放的稳定性差。
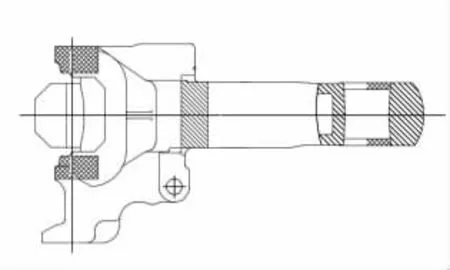
图1 钩体结构简图

图2 7#砂芯
1 车钩整体芯射芯工艺及设备
1.1 普通水玻璃砂或改性水玻璃砂射芯吹CO2硬化工艺
普通水玻璃砂射芯吹CO2硬化工艺,是通过调节设备将水玻璃按工艺要求的比例与硅砂混合,通过射砂筒垂直射入模具型腔,吹CO2硬化。
原辅材料:硅砂、普通水玻璃/改性水玻璃、CO2.
使用设备及工装:80 kg垂直射芯机、钩体整体芯盒、锉刀、砂纸。
制作流程:检查清理模具→喷脱模剂→放芯骨→小车进入→平台锁定→吹气板前进→射头下降→吹气板后退→左右夹紧→射头下降→射砂→射头上升→吹气板前进→射头下降→吹CO290 s~200 s→左右打开→射头上升→吹气板后退→平台解锁→小车退出→顶芯→起芯。
1.2 高品质水玻璃与增强剂射芯吹CO2硬化工艺
高品质水玻璃[5](即强度高黏度低)与增强剂射芯吹CO2硬化工艺,通过选用高品质水玻璃与增强剂按一定比例与硅砂用混砂机混合均匀,通过射砂筒水平射入型腔,吹CO2硬化。
原辅材料:硅砂、高品质水玻璃、增强剂、CO2.使用设备及工装:四工位75 L水平射芯机、混砂机、钩体模具芯盒、锉刀、砂纸。
制作流程:检查清理模具→喷脱模剂→放芯骨→小车进入→平台锁定→吹气板前进→射头下降→吹气板后退→左右夹紧→射头下降→射砂→射头上升→吹气板前进→射头下降→吹压缩空气5 s~10 s→吹 CO215 s~30 s→吹压缩空气 30 s~40 s→左右打开→射头上升→吹气板后退→平台解锁→小车退出→顶芯→起芯。
1.3 新射芯工艺生产钩体砂芯的优势
1)因芯砂水玻璃加入质量分数较低[6],由原来的6%~8%降低为现在1.8%~2.3%,流动性较好,解决了砂芯边缘部位射不实问题;
2)增加吹入压缩空气过程,降低二氧化碳使用量(原工艺每瓶CO2可吹1~2个砂芯,改进后每瓶可吹3~4个砂芯)。按每个砂芯重69 kg,1 t芯砂可以制作14.5个砂芯,则原工艺需消耗二氧化碳14.5/1.5=9.6瓶,改进后消耗二氧化碳14.5/3.5=4.8瓶,二氧化碳42元/瓶[7],则每吨砂芯可节约(9.6-4.8)×42=201.6元。
3)因采用先吹压缩空气,再吹少量的二氧化碳硬化的方式。二氧化碳吹气时间,受芯砂、厂房温度及湿度、二氧化碳温度影响较小,操作者非常容易掌握和控制,减少了砂芯吹二氧化碳时间不足或过吹现象发生,避免了砂芯蠕变或表面粉化的情况出现,砂芯吹气时间对抗拉强度的影响如图3所示。
4)砂芯存放性较好,存放半个月以上都不会出现表面吸潮粉化现象[8],强度高,废芯数量极少。普通水玻璃砂吹CO2砂芯只能存放3~4天左右,砂芯表面吸潮粉化、强度降低,不能满足使用要求,砂芯存放时间对砂芯强度的影响如图4所示。
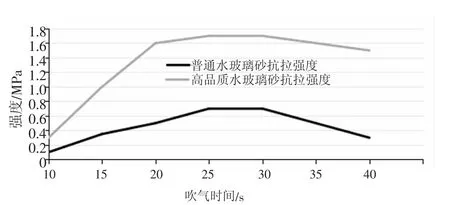
图3 砂芯吹气时间对抗拉强度的影响
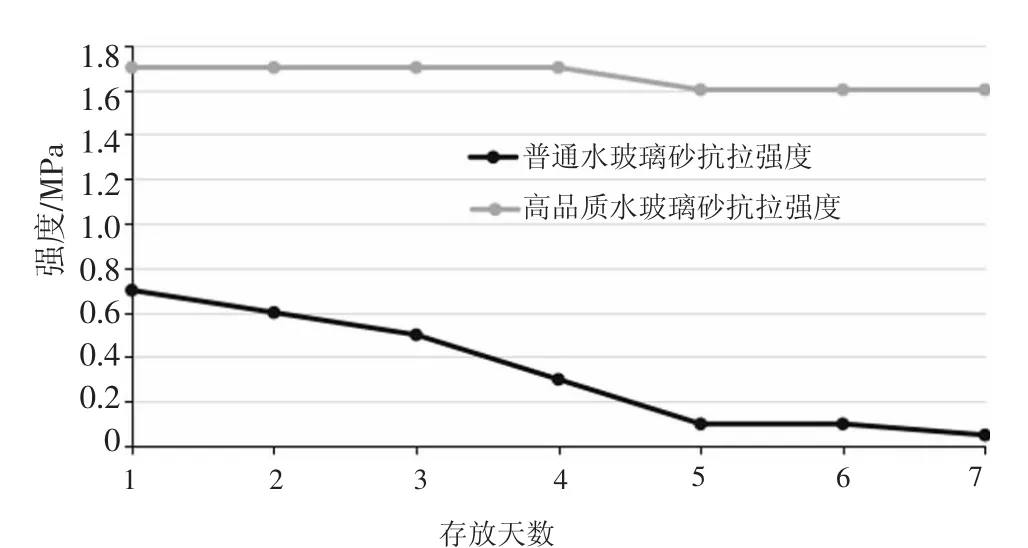
图4 砂芯存放时间对砂芯强度的影响
5)因芯砂水玻璃加入量较低,芯砂溃散性较好,钩体内腔用高压风就可清除80%芯砂,劳动强度显著降低,出砂效率提高1倍左右。按工序中可减少一次水力清砂清理,每件节约成本9元,抛丸时间减少2 min,节约成本1.5元,一次清理气焊清砂与砂轮磨修减少氧气乙炔、砂轮片消耗3.5元,每件钩体节省清理工序人工成本15元/件[10]。
2 改进前与改进后钩体整体芯质量对比
图5分别为改进前与改进后钩体整体芯。改进前使用普通水玻璃时,因水玻璃加入量大,芯砂流动性差,经常造成砂芯射不实,且砂芯存放时间短,难以进行砂芯储备,因砂芯强度低,且容易出现过吹,废芯率在20%左右;改进后砂芯射流动性明显增加,射砂不实及过吹问题得到了解决,废芯率也降低到了1%左右,砂芯射芯后存放时间明显增加,能够满足多任务、多品种的砂芯存放。
3 改进前与改进后钩体内腔表面质量
图6分别为改进前与改进后钩体内腔。改进前使用普通水玻璃时钩体内腔粘砂较多,溃散性差,出砂费时,一件钩体出砂耗时60 min.改进后钩体内腔表面粘砂和砂眼有了较好的改善,溃散性好,一件钩体出砂大约35 min,大大提高了生产效率。
4 结论

图5 改进前与改进后钩体整体芯
高品质水玻璃与增强剂钩体射芯吹CO2硬化工艺,可将射芯时水玻璃的加入质量分数控制在2%左右,芯砂的流动性高,砂芯成型良好,无射不实现象发生,同时又能够保证型砂的强度与存放时间,获得高质量的砂芯,降低废品的产生;而且随着水玻璃加入量的降低和本身良好的溃散性,出砂困难的现象也得到了明显改善,提高了生产效率,降低了生产成本。该技术先进、成熟、可靠,值得推广使用。

图6 改进前与改进后钩体内腔
