25 m3大型渣罐铸造工艺设计与质量控制
2019-07-25郑建斌
郑建斌
(福建兴航机械铸造有限公司,福建长乐 350207)
渣罐在炼钢生产中起着重要的作用,主要用于承载转炉钢渣、脱硫渣以及连铸的大包铸余。渣罐的结构如图1所示,主要分为罐体、吊耳、支脚、倾翻机构等几部分,其使用环境十分恶劣,受热变化无常,同时要求具有高的使用次数,这些特性决定了罐体不但承受着很强的热应变和热应力,需有较强的耐高温能力,而且与抱罐车、起吊行车等有很高的配合要求,需保证罐体的静态及动态平衡,同时吊耳还承担着罐体本身的重量和钢渣的重量。因此,渣罐铸件整体必须要有良好的铸造内在质量,吊耳处必须组织致密,无任何铸造缺陷,配合处保证有较高的尺寸精度,特别是在壁厚偏差、重量偏差等方面要求非常严格。
公司曾生产过 5.9 m3、11 m3、18 m3等中小型渣罐,25 m3这种大型渣罐为首次生产。随着渣罐容积增大,铸造难度随之增加,大型渣罐在尺寸、重量、技术要求等方面均与中小型渣罐有很大差别。本文从25 m3渣罐铸件的工艺结构性及技术要求入手,通过工艺方案的确定,工艺参数的选取,生产过程的质量控制等方面对25 m3大型渣罐的工艺技术、过程控制进行了探索性研究和针对性实践,取得了良好效果,提高了公司的铸造技术水平,为类似铸件的生产,积累了新的生产技术经验[1]。
1 渣罐的技术条件
渣罐铸件结构简图如图1所示。
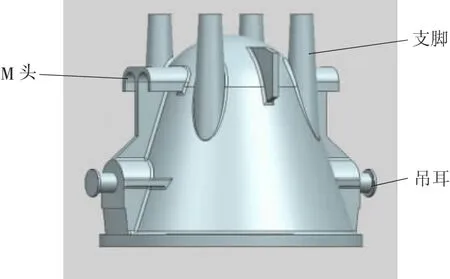
图1 渣罐结构简图
1.1 25 m3渣罐的结构参数
25 m3渣罐外径φ4534±12mm、内径φ4194±12 mm、高度4 005±12 mm,吊耳内开档4 640±14 mm,外开档5 460±14 mm,罐体主体壁厚105+4-1.5mm,底部壁厚120+4-1.5mm,下部支腿φ400 mm,吊耳轴φ350 mm,吊耳与主体联接部位厚600 mm,渣罐法兰高230 mm,毛重约52 t,有效容积25 m3.
1.2 渣罐的化学成分及力学性能
渣罐材质为ZG230-450,化学成分见表1,力学性能见表2.

表1 ZG230-450的化学成分(质量分数,%)

表2 ZG230-450的力学性能
1.3 渣罐的技术要求
1)渣罐表面的粗糙度不大于0.5mm,且要求渣罐内壁光洁平滑,平面度每平方米内不得超过2mm;外壁的平面度不超过4 mm,力求避免局部的凸起和凹坑。
2)渣罐的各脚座、底部、耳轴处部位不允许有影响强度及外观的铸造缺陷,表面打磨处理满足探伤要求,按JB/T5000.14-2007 II级标准作超声波探伤检测(深度100 mm以内)及渗透着色探伤检测。
3)渣罐应进行静平衡试验,保证渣罐起吊过程中罐口面与地面平行。耳轴与渣罐体贴面积大于70%,两耳轴同轴度不大于1.5 mm.
2 25 m3渣罐的铸造工艺性分析
25 m3对渣罐进行铸造工艺性分析,其有四个方面难点:
一是该渣罐铸件轮廓尺寸较大,而且许多部位壁厚悬殊较大,如罐底主体与罐角联接部位,因此铸件结构的铸造工艺性较差,除厚大部位容易产生缩孔外,联接部位还易出现缩孔、缩松、裂纹缺陷,从而影响渣罐的整体强度和使用寿命。
二是渣罐类铸件属于壁薄、桶形类铸件,极易出现跑火、冷隔、粘砂、尺寸偏差等质量问题,需对工艺及工装采取有效的措施,避免这些问题的出现。而且渣罐铸件内腔泥芯较大,铸件凝固收缩阻碍较大,冷却过程应力大,容易在渣罐内外壁产生裂纹[2]。
三是外侧圆弧面上有2个对称厚壁吊轴,在其根部壁厚较大,容易产生缩孔或缩松。吊轴上方类似M形状部位(以下简称M头)为抱罐车定位使用,要求组织致密。渣罐的底部有4个厚实的大罐角,其罐角根部在收缩过程中产生应力较大,也容易出现裂纹。
四是渣罐铸件体积和表面积较大,而且高度较高,浇注过程中抬箱力极大,同时伴随有大量气体产生等。
3 25 m3渣罐铸造工艺方案的确定
25 m3渣罐铸造工艺方案如图2所示。

图2 渣罐工艺简图
3.1 确定分型面及工艺参数
从有利于顺序凝固和容易补缩角度综合考虑,选取渣罐口朝下。采用四箱造型,把底部圆弧与4个罐角及冒口留在上箱,吊轴中心以上部位至罐底面放在中上箱,吊轴中心以下部位至罐口法兰放在中下箱,砂芯与罐口面放在下箱。这样,便于吊轴预埋操作,同时也便于在渣罐合箱操作时对壁厚的检查[2]。
收缩率的选择影响很大,由于该件属筒状球面底类铸件,故径向收缩阻碍较大,收缩率选为1.5%,而高度方向收缩阻力较小,近于自由收缩,收缩率选为1.8%.考虑加大铸造圆角,圆角最小控制在R50 mm.由于渣罐本身带有较大的斜度,不再另外设计起模斜度,所有筋板和吊耳部位都设计成活动块。
3.2 设置浇注系统
采用分层、两包钢水同时浇注、开放式浇注工艺。漏底包选用φ80 mm水口,直浇道选用内径φ100 mm耐火陶瓷管,两浇包分别从渣罐两侧进入。内浇道共有4层,第一层采取φ60 mm耐火陶瓷管八道均布、沿圆周四周进入,第二层采取φ60 mm耐火陶瓷管六道均布,第三层采取φ60 mm四道均布,最上一层四道φ60 mm直接与罐脚四个冒口相通,有利于实现对罐脚补缩,提高补缩效率。
最上一层四道φ60 mm内浇口实际上还起到了拉筋作用,防止了四个罐脚在凝固收缩时受阻较大,形位尺寸出现偏差。
这样的浇注系统,能够保证充型平稳,充满型腔的时间较为适宜,能获得轮廓完整、清晰的铸件,还可调节铸型内的温度分布,实现顺序凝固,有利于强化冒口对铸件补缩效果,减少铸造应力,防止铸件出现变形、裂纹等缺陷。浇道有耐火陶瓷管保护,内浇道进入位置泥芯局部采用铬铁矿砂,这样可以有效避免冲砂和局部粘砂现象的发生。
3.3 冒口的设计
在渣罐铸件底部圆弧中心、两M头及四个罐脚位置分别设置冒口。底部圆弧中心设置1个保温暗冒口,两M头位置各设置1个保温暗冒口,4个罐角(即铸件最高处)放置4个明冒口,足够大的明冒口利于补缩、排气、保证浮砂和渣子上浮[2]。1#冒口360 mm×540 mm×540 mm,数量2个;2#冒口400 mm×600 mm×600 mm,数量1个;3#冒口φ500 mm×750 mm,数量4个。
3.4 冷铁的设计
3.4.1 预埋吊轴
在吊轴根部热节处放置经加工后的吊轴预埋锻钢件,与吊轴焊接在一起。可以起到三个方面作用:
1)吊轴采用锻钢件制造,能较好满足超声波探伤检测要求,确保吊轴内部质量;
2)便于保证吊轴整体尺寸符合技术要求;
3)吊轴能整体起到内冷铁作用,能够有效消除吊轴根部厚大热节处的缩孔、缩松及裂纹等缺陷[2]。如图3所示。

图3 吊轴工艺简图
3.4.2 内冷铁的设计
在罐体间及罐体与耳轴厚壁处设计随形圆钢内冷铁如图4所示,可以起到三个作用:
1)使渣罐未端冷却区延长,实现顺序凝固,使罐壁整体组织致密;
2)可以防止浇注跑火;
3)在吊轴根部热节处放置钢筋焊接的内冷铁如图5所示,预埋入型腔,与吊轴焊接在一起并清理干净,一是便于保证吊轴部位整体尺寸及内部质量,二是能够有效消除吊轴根部热节处的缩松、裂纹,同时起到细化晶粒,减少铸造应力作用[3]。如图5所示。

图4 罐壁内冷铁简图
图5 吊耳处内冷铁简图
3.4.3 内冷铁的要求
1)内冷铁表面必须清洁,不能有油污、锈斑、水气和渣粒等;
2)在组芯、合箱时时再装入铸型,铸型装入内冷铁后,控制在12 h内浇注完[3]。
4 25 m3渣罐生产过程的质量控制
4.1 造型过程的质量控制
针对其质量及技术要求,结合公司现场实际,采用综合造型方法,采用了地坑造型、外模泥芯整体一次制作、实样抽模、局部刮板制芯等相结合的工艺方案。
为保证罐体下部的四个支腿的平行度及其底面在同一平面上,满足其使用要求,将罐体下部采用实样抽模造型的方法,以确保有一个良好的造型基准。两吊耳处的泥芯在造型操作时直接做成泥芯砂块放入,为保证其同轴度及位置尺寸,在放置耳轴时进行划线、拉水平调整耳轴上下及左右位置,以确保其两侧吊耳的同轴度及位置尺寸偏差符合技术要求。
造型操作时,先在地坑内铺好硬砂床,打好底平面,用水平仪调整平面至水平,用砂块堆砌成渣罐大致形状。既节约型砂,又可以确保砂型的强度。接着把渣罐下部的法兰型实样抽模部分放上,舂砂要确保紧实度,同时在砂型上做出定位销,以便于合箱时操作。
该铸件桶形内腔为锥桶型状泥芯,因该砂芯体积大、耗砂量大、制芯困难,且砂芯排气、清砂都存在一定困难,通过研究,采取了以下措施:①制作牢固的泥芯骨,确保泥芯紧实度;②加强泥芯的排气,通过预埋气管向下引气的方法,并且在泥芯中间放大量烧结过的干砂块,在钢管上缠绕草绳以便从底部引出排气,同时浇注时及时引气;③渣罐底部泥芯为实模结合刮板制芯操作(刮板不仅制作简单、成本低,而且便于操作);④砂芯外皮与砂块之间吃砂量控制在60 mm~150 mm范围内,芯砂采用退让性好的水玻璃砂,可以适当加入锯木屑、干砂等。
4.2 合箱过程的质量控制
为了防止铸件表面产生粘砂,在砂箱型腔工作表面及砂芯工作表面涂刷抗粘性好、耐火度高的醇基涂料2~3层,分层点燃干燥固化以增加型砂表面强度,避免表层落砂,提高铸件质量[2]。
检查铸件周围壁厚符合图纸工艺要求后,将2个吊轴摆放,检查2个吊耳轴同心度,控制在技术要求内,然后放置并固定好;其次,按定位销合入中上箱,最后,再合上箱,用压泥团的办法检查顶部壁厚是否合适,并根据情况及时予以调整,用混拌好的型砂填补、堵塞砂芯顶部留有的2个吊环凹坑,刷醇基涂料并点燃固化,上下箱分型面压石棉绳以防止跑火;在上箱浇口处顶面加放浇口杯耐火砖管并培砂固化后,在检查无落砂和无浮砂的情况下再合箱,合箱时确保上箱浇冒口与砂芯直浇道相应位置对正[2]。
渣罐铸件连冒口钢液量大,达57 t,铸件连冒口浇注高度达为5 000 mm,铸件壁斜度70°,最大直径达4 534 mm,渣罐铸件整体产生的抬箱力较大,为避免浇注过程中因胀箱力过大出现跑火,一方面要计算好压铁重量,另一方面在合箱分型面处增加箱卡紧固,侧面增加压铁顶住砂箱,防止胀箱,一定要保证牢固可靠,以防止抬箱跑火。
4.3 冶炼浇注
熔炼设备为 15 t、10 t、5 t中频炉及 20 t保温炉,铸件毛坯包括浇冒口总质量为57 t,采用底注式漏包(采用φ80 mm塞头铸口)浇注钢液,浇注温度为1 580℃,渣罐铸件本体实际浇注时间约为6 min,整个铸件包括冒口的实际浇注时间约10 min.钢液脱氧一定要干净彻底,以防产生气孔。浇注时待明冒口中钢液上来三分之二高度后及时加保温剂,直到浇满为止,采用点浇冒口补缩1~2次,这样钢液消耗少,补缩效率高,且保证铸件的化学成分不发生变化[4]。
4.4 铸件清理
铸件浇注后在砂箱中的保温时间须达到72 h以上才能开箱,首先把铸件外表面清理干净,然后割除浇冒口,翻转渣罐,清理内腔。
5 结束语
清理完铸件后经检验,基本达到了预期的目标:铸件主体壁厚满足罐体主体壁厚105+4-1.5mm,底部壁厚120+4-1.5mm,吊耳同心度<1.5 mm,铸件组织致密,无铸造缺陷,表面粗糙度Ra<100 μm.保证了其尺寸偏差、同轴度及重量偏差的要求。
渣罐铸件经过退火时效热处理,并经打磨后,经客户现场A检,按JB/T5000.14-2007 II级标准作超声波探伤检测(深度100 mm以内)及渗透着色探伤检测(见图7),经检查铸件无裂纹及缩松等铸造缺陷,已发货客户30件(见图8),赢得了用户的一致好评,表示以后愿继续加强和深化彼此合作。

图7 客户人员现场A检探伤

图8 25 m3渣罐整装发货
