核桃激光划口装置的设计与试验
2019-03-25丑维新郑霞马蓉田学艳岑红蕾张恩铭
丑维新,郑霞,马蓉,田学艳,岑红蕾,张恩铭
(石河子大学机械电气工程学院,农业部西北农业装备重点实验室,新疆 石河子 832000)
核桃是我国重要的经济树种,也是一种十分重要的食用油料资源,其果仁营养价值很高[1].据 2017年发布的《中国林业统计年鉴》统计数据显示:2016年我国核桃产量已经高达364.517万t[2],其中新疆核桃产量为79.46万t,仅次于云南,居全国第二.但是核桃破壳取仁一直是制约我国核桃产业发展的瓶颈.
大量的研究表明对核桃进行预处理有助于核桃破壳,更好地提高破壳率和整仁率.袁巧霞等[3]通过对银杏分别进行干燥和冷冻预处理试验,发现干燥预处理有助于提高一次脱壳率,其一次脱壳率高达96%;高警等[4]利用沸水预处理对核桃进行了先煮沸和自然冷却的预处理试验,研究结果表明经过预处理的核桃破壳力比未处理的减少了36%;郑甲红等[5]设计了锯口挤压式核桃破壳机,结果显示,划口预处理有助于提高破壳率,增加高露仁率.Tung Liang等[6-7]研究了划口预处理对核桃破壳特性的影响,结果表明,划口预处理可提高露仁率,降低碎仁率,露仁率可达到98%,仅有2%的核仁残留在核桃壳中;肖红伟[8]设计了激光板栗划口机,发现对板栗进行划口,再进行烤箱内气体射流冲击爆破试验,其爆破率可达98%;郑霞等[9]进行了适宜核桃壳划口位置的研究,试验表明当划口位置在核桃肚部时,核桃破壳力和破壳形变量均明显减少,与未划口的核桃相比,破壳力减少了139 N,破壳形变量减少了0.37 mm.本文将激光切割技术应用于核桃划口,即利用经过聚焦后的高功率、高密度激光束照射核桃,核桃外壳在被照射之处迅速烧蚀熔化,使其外壳上形成一道激光切缝,从而完成核桃激光划口加工过程.
1 整机结构与工作原理
试验装置如图1所示.激光划口装置由上料单元、物料传输单元、激光加工单元、动力系统、出料单元、控制系统6部分组成.控制系统由变频器和激光控制系统组成;物料运输单元可以实现核桃的有效排序并运输;动力部分由电机和链传动系统等组成,核桃运输速度可调;激光控制系统由激光电源、功率调节器和PLC系统等组成.
激光划口机的工作原理是:将分级过的核桃放入四杆机构投料板2中;打开核桃“V”字形运输带3的驱动电源16,为防止堵料,四杆机构投料板的驱动电机17转速可调;核桃在四杆机构投料板2的推动作用下会进入“V”字形运输带3窝眼孔中,为保证核桃有效定位,且不在“V”字形运输带3运输过程中形成堵料,采用变频器调节驱动电机16的转速以实现“V”字形运输带3的速度可调;激光发生器12水平固定在激光发生器固定支座13上,因激光发生器12为玻璃制品,为防止挤压破损,激光发生器固定支座13加持部分采用PVC材料;激光发生器12产生的水平激光通过激光反射镜和聚焦镜11,变成垂直激光束,又经聚焦镜,激光束以高能量聚集,集中照射在途经激光切割头4下方的核桃表面,划口过程中采用冷水机14对激光发生器12进行冷却;为防止核桃在激光烧蚀过程中产成的碳渣对激光切割头4造成堵塞,采用空气压缩机15对其进行吹除处理;操作激光控制面板7上的激光功率调节旋钮,可实现核桃在不同功率下的划口预处理试验.
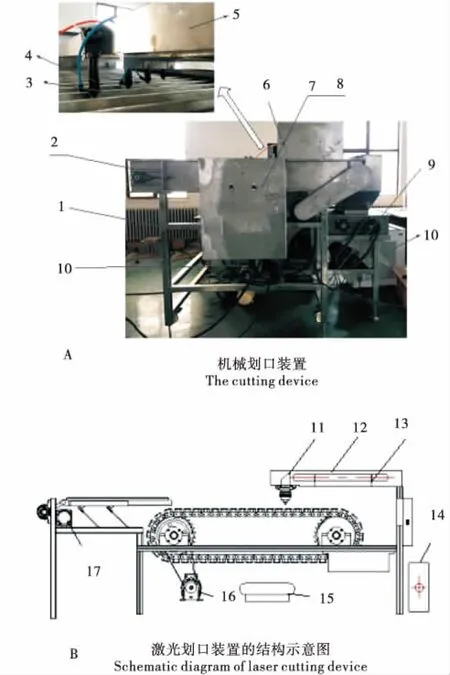
1:机架;2:四杆机构投料板;3:“V”字形运输带;4:激光切割头;5:激光管安全罩;6:离焦量调节装置;7:激光控制面板;8:电控箱;9:接料斗;10:减速器;11:激光反射和聚焦镜;12:激光发生器;13:激光发生器固定支座;14:水冷机;15:空气压缩机;16:输送带驱动电动机;17:四杆机构投料板驱动电动机.1:Rack;2:Four-bar linkage batch feeder ;3:V-shaped conveyor belt;4:Laser device;5:Laser tube safety cover;6:The device of defocus adjusting;7:Control panel of laser;8:Electric control panel;9:Fill up the device;10:Reducer;11:Laser reflection mirrors and focused mirrors;12:Laser generator;13:The fixed device of laser generator;14:Water cooler;15:Air compressor;16:The electric motor of conveying belt;17:The electric motor of four-bar linkage.图1 核桃划口装置Figure 1 Walnut cutting device
2 关键零部件选型与设计
2.1 激光反射和聚焦镜
反射镜是激光反射光路系统中的主要光学元件,其质量的好坏,直接影响着激光加工的工作性能.反射镜在工作过程中将吸收一定的能量,这部分能量转化为热能,由于反射镜材料的热膨胀、局部热应力以及反射镜固定时的机械应力等原因,从而使镜面产生形变,影响光束的传输质量,严重的甚至使反射镜炸裂,使系统不能有效地进行工作[10-13].鉴于此,在考虑反射镜表面热形变的情况下,选用硅、钼和铜等材料作反射镜是比较理想的.硅镜具有成本低、耐用性强、热学性质稳定的特点;钼镜中的杂质含量过高以及致密性较差,其表面粗糙度大于硅镜[14].因此,本设计选用硅镜基材的反射镜.
光聚焦镜是把激光束沿轴向聚焦到工件上的光学元件,激光聚焦光斑直径d、焦深b以及焦点处的功率密度Pf的关系为:
(1)
(2)
(3)
式中,f为透镜焦距(m);λ为激光波长(m);D为激光束直径(m);P为激光功率(W);Pf为激光焦点处的功率密度(w/m2).
本设计选用二氧化碳激光器,其功率为130 W,波长为1.06×10-5m,光束直径为5×10-3m;激光聚焦透镜所选焦距为75 mm.根据式(1)、式(2)和式(3)计算出其光斑直径为2.01×10-4m,焦深为1.96×10-2m,激光焦点功率密度为4.1×109W/m2.在核桃划口过程中,分级过的核桃大小和形状均存在差异,但其差异均小于10 mm,因此19.6 mm的焦深能够解决分级后的不同大小核桃划口工艺问题,钢材切割要求功率密度在108~109W/m2之间,可见4.1×109W/m2的激光功率密度足以使核桃外壳烧蚀掉.
2.2 激光发生器
2.2.1 激光发生器选型 根据工作物质的不同,激光发生器可分为固体激光发生器、气体激光发生器、液体激光发生器、半导体激光发生器、自由电子激光发生器[13].气体激光器结构简单,造价低,操作方便,工作介质均匀,光束质量好,能长时间较稳定地连续工作.CO2激光器既能连续工作又能脉冲工作,输出功率稳定,能量转换效率高,并且CO2激光器的输出波长分布在9~18 μm波段[15].考虑到核桃的物理特性,核桃壳为木制材料,划口过程处于大气窗口,CO2激光器发射的激光对人眼的危害要比其他光小.因此基于前期调研和预试验,选用功率为130 W,波长为10.6 μm的CO2激光发生器.
2.2.2 激光发生器的布置 根据激光光路的不同,把激光管的安装方式分为水平安装和垂直安装两种,其中垂直安装即激光器中心线垂直于水平面的安装方式,其特点是固定安装,光路需要两次反射,给光路对焦过程带来了极大的不便,但其冷却方便,对冷水机要求低;水平安装即激光器的中心线平行于水平面的安装方式,其特点是光路简单,一般在调节过程与激光发生器只需要对焦一次,方便离焦量调节.本设计为方便离焦量调节,采用激光器水平安装的方式.激光发生器的布置如图2所示.

1:激光发生器;2:反射镜Ⅰ;3:反射镜Ⅱ.1:Laser generator;2:Laser reflection mirrors Ⅰ;3:Laser reflection mirrors Ⅱ.图2 激光发生器安装方式Figure 2 Laser installation way
2.3 “V”字形运输带
为了使核桃在喂料后能够实现自动摊铺和按行排列,设计了“V”字形运输带,以实现物料按行排序;为避免核桃在划口过程中翻转,在“V”字形轨道底部设有球形窝眼,以实现激光加工时核桃的有效定位;“V”字形运输带安装在链节上从而为保证激光划口核桃的位置和划口的质量提供必要条件.“V”字形运输带结构如图3所示.

1:球状窝眼;2:光孔.1:Spherical fossa;2:Unthreaded hole.图3 “V”字形运输带Figure 3 V-shaped conveying belt for walnut
2.4 离焦量调节机构
离焦量调节机构如图4所示,该设备采用涡轮蜗杆升降装置,该升降调节装置具有精度高、操作简单、摩擦力矩小等优点,丝杠长100 mm,调节底座上开有螺纹孔,机架上开有通槽,调节底座安装在机架上,螺栓通过螺纹孔将机架与调节装置安装在一起,其上部通过螺纹孔与激光管防护罩底座连接.设备运作时,通过旋转手轮带动蜗杆转动,蜗杆带动蜗轮转动,蜗轮内部的螺纹带动丝杆做直线运动,从而实现激光管整体的上下移动.
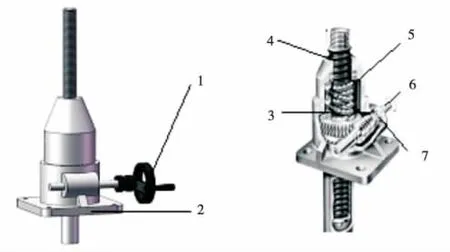
1:手轮;2:底座;3:蜗轮;4:滚珠丝杆;5:滚珠螺母;6:轴;7:蜗杆.1:Handwheel;2:Base;3:Worm gear;4:Ball screw;5:Ball nuts;6:Axis;7:Worm.图4 离焦量调节装置Figure 4 Regulating device for defocusing amount
3 核桃激光划口装置性能试验
3.1 试验设计
选取横径接近(35±0.14)mm的‘扎343’核桃,不考虑核桃含水率、核桃形状等因素的影响,以核桃运输速度(A),激光输出功率(B)以及离焦量(C)作为试验的3个因素进行研究.
单因素试验:通过固定其他因素,变动一个试验因素的方法,研究A、B和C 3个因素对核桃划痕率、划口率与划伤率指标的影响规律,每个参数下选取50个核桃进行重复试验[16].
正交试验:以单因素试验结果为基础,进行正交优化试验,试验选用L9(34)正交试验表[17-18],共进行9组试验,每组试验各取核桃50个,其中A分别是22、25、28 mm/s(记为A1、A2、A3),B分别是100、115、130 W(记为B1、B2、B3),C分别是2、0、-2 mm(记为C1、C2、C3).
3.2 试验指标
衡量激光划口质量的重要依据,首先是划口的有效性,其次是是否伤及核桃仁.把未划透核桃壳的核桃记为划痕;划透核桃壳且未伤及核仁的核桃,记为划口合格产品;划透但伤核仁的核桃记为划伤.试验指标为划痕率η1,划口率η2,划伤率η3.
(4)
(5)
(6)
式中,N0为划口核桃总个数;N1为未划透核桃个数;N2为划透但未伤仁核桃个数;N3为划透但伤仁核桃个数.
3.3 核桃运输速度对划口质量的影响
由图5可知,在不同的核桃运输速度下,核桃划口率随着运输速度的增大先增大后降低,当速度为25 mm/s时,划口率高达91%,此时,划伤率最高,为6%;当速度为22 mm/s时,划伤率最低,为1%;当运输速度为28 mm/s时,核桃的划痕率最高,为19%,划伤率为2%.因此当核桃运输速度大于28 mm/s或小于22 mm/s都将引起划口率的下降.
3.4 激光功率对划口质量的影响
由图6可知,划口率随着激光功率的增大而增大,当激光功率为130 W时,划口率达到最大值,为90%;当功率为100 W时,此时划伤率最低,为1%;随着激光功率增大,划口率逐渐增大,划伤率也逐渐增大,当功率为130 W时,划伤率最大,为6%;因此,为了保证激光划口率,激光功率小于100 W,划痕率会增大,激光功率大于130 W,划伤率则会增大.

图5 核桃运输速度对划口质量的影响Figure 5 Effect of conveying speed of walnut on cutting quality

图6 激光功率对核桃划口质量的影响Figure 6 Effect of laser power on the quality of walnut scratch
3.5 离焦量对划口质量的影响
由图7可知,当离焦量为0 mm时,划口率为82%,此时因为激光能量高度聚集,划伤率最大,为10%,划痕率最低,为8%;当离焦量为-2 mm时,划口率为79%,划伤率为3%;当离焦量为2 mm时,划口率最大,达到了88%,划伤率最低,为2%;可见,离焦量取正值有助于提高划口率,对后续破壳有利.
3.6 核桃划口质量的正交试验
表1为3种试验因素在不同的水平因素组合下的核桃划口指标的试验结果分析.从表2中可以看出,划痕率的极差RB>RA>RC,各因素从主到次的顺序为:B、A、C;划口率的极差RA>RB>RC,各因素从主到次的顺序为:A、B、C;划伤率的极差RC>RB>RA,各因素从主到次的顺序为:C、B、A.

图7 离焦量对核桃划口质量的影响Figure 7 Effect of defocusing on the quality of walnut cut
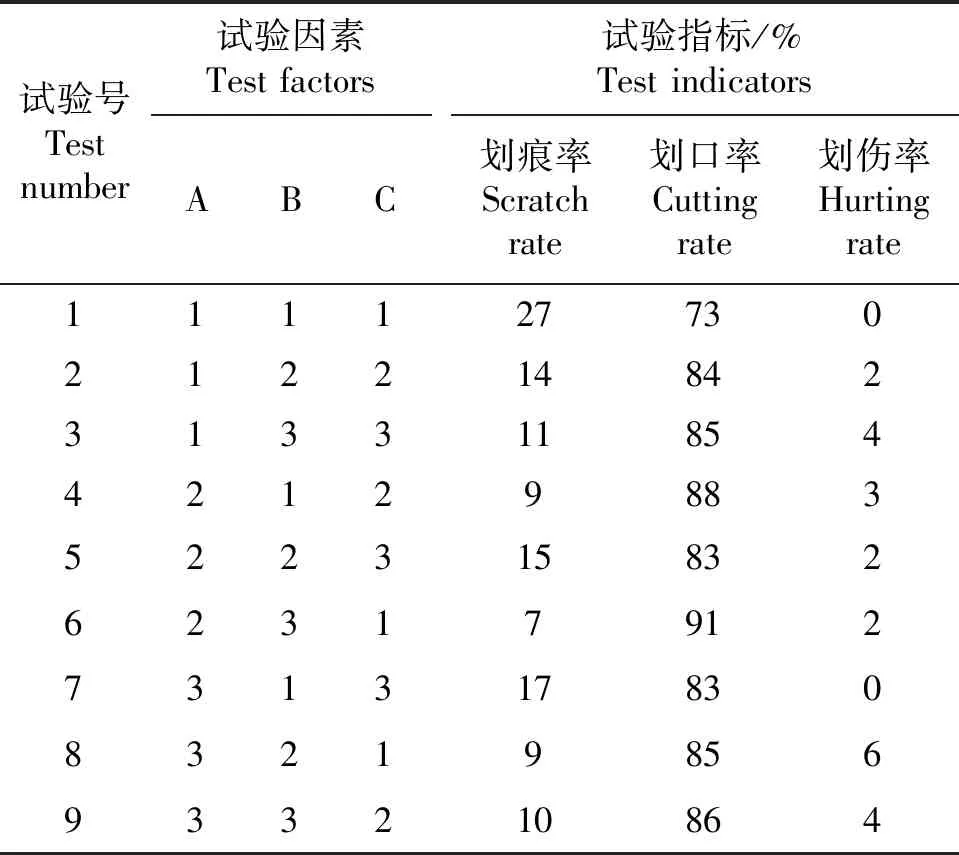
表1 划口质量正交试验方案与试验结果
从表2可以看出,ki的大小反应了不同因素对相应指标的影响大小,对于3个指标:划痕率越小越好,划口率越大越好,划伤率越小越好.对于不同的指标而言,不同因素的影响程度不同,激光功率对划痕率的影响最大,对划口率和划伤率的影响次之;离焦量对划伤率的影响最大,对划痕率和划口率的影响最小;核桃运输速度对划口率的影响最大.由表1看出其最优组合条件为A2B3C1,即在核桃运输速度25 mm/s,激光功率130 W,离焦量为2mm试验条件下,核桃划口的划痕率为7%,划口率为91%,划伤率为2%.激光划口效果见图8所示.

图8 核桃激光划口实物图Figure 8 Laser cutting result of walnut
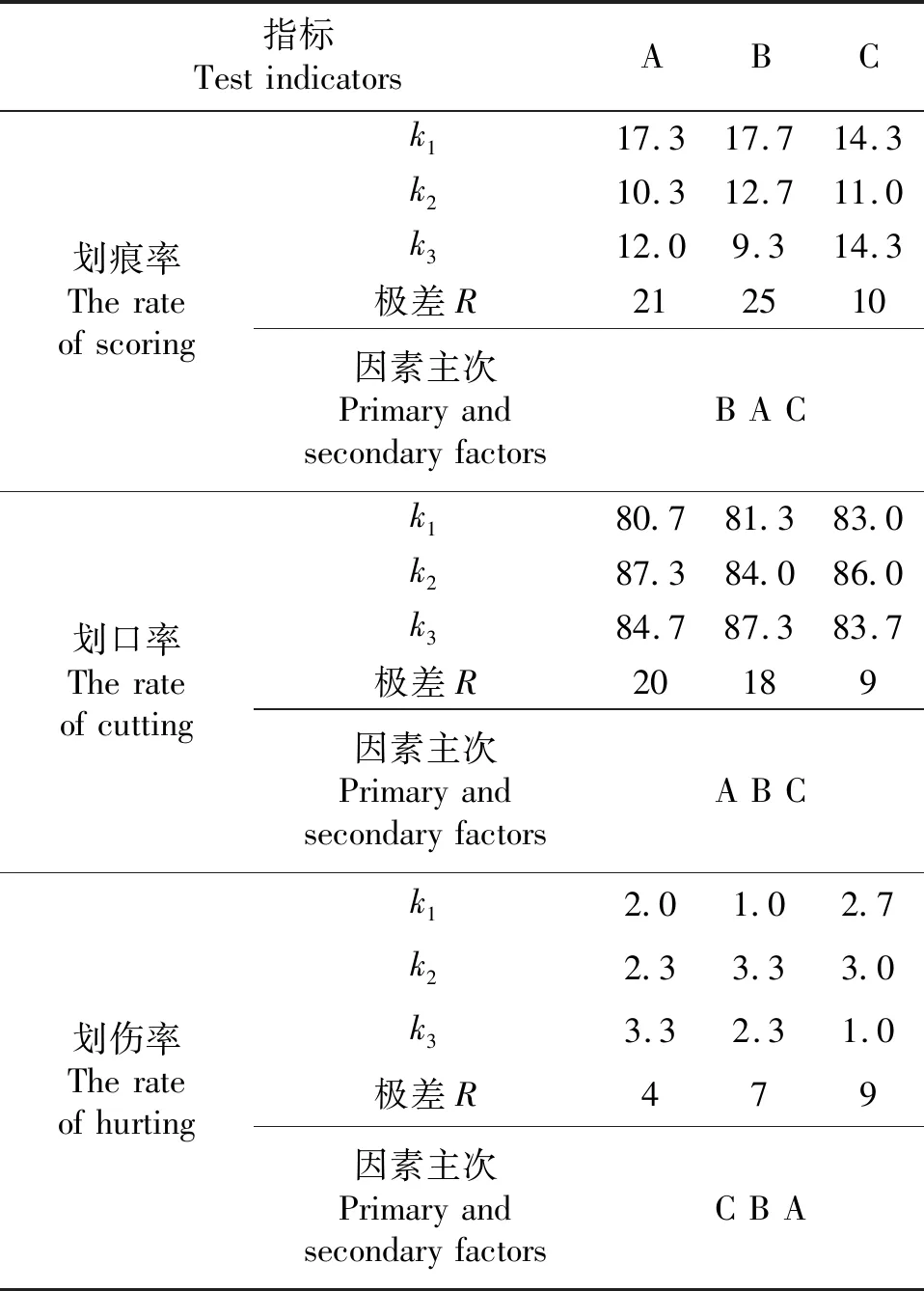
表2 划口质量正交试验结果
4 结论
1) 设计了一种基于激光加工的核桃划口机,该划口机主要由四杆机构给料装置、“V”字形输送装置、传动系统、激光划口装置、激光控制系统、冷却系统和吹气除渣系统组成,可以实现核桃等坚果类的有效划口.
2) 单因素试验表明:核桃运输速度大于28 mm/s或小于22 mm/s都将引起划口率的下降,当速度为25 mm/s时,划口率高达91%,此时,划伤率最高,为6%;随着激光功率的增大,划口率增大,当激光功率为130 W时,划口率达到最大值,为90%,划伤率为6%;当离焦量为2 mm时,划口率最大,达到了88%,划伤率最低,为2%.可见,离焦量取正值有助于提高划口率,有利于核桃的后续破壳加工.
3) 正交试验表明:当核桃运输速度25 mm/s,激光功率130 W,离焦量2 mm时,划痕率为7%,划口率为91%,划伤率为2%,划口效果最好.
