B4C/6061Al复合材料显微组织及力学性能研究*
2019-02-15晏朝晖朱益军张国峰庞晓轩蔡永军刘炳刚张鹏程王伟
晏朝晖,朱益军,张国峰,庞晓轩,蔡永军,刘炳刚,张鹏程,王伟
B4C/6061Al复合材料显微组织及力学性能研究*
晏朝晖,朱益军,张国峰,庞晓轩,蔡永军,刘炳刚,张鹏程,王伟
(中国工程物理研究院材料研究所,四川 绵阳 621700)
采用热等静压及真空烧结技术制备了B4C/6061Al复合材料,研究了材料烧结态及热等静压态的密度及显微组织变化。研究表明,真空烧结制备的B4C/Al复合材料密度仅为2.33 g/cm3(相对密度为87%),复合材料内部存在少量孔隙,主要分布于B4C与Al颗粒界面处;热等静压可显著提高其致密度,材料密度可达2.66 g/cm3(相对密度为100%),且B4C与Al界面处结合紧密,复合材料抗拉强度可达388.7 MPa。
B4C/Al复合材料;热等静压;真空烧结;显微组织
B4C/Al复合材料的密度低、力学性能优良、稳定性好、核辐射防护性能优异,且制备成本相对较低,是核辐射防护的常用材料之一。自20世纪80年代以来,国外科研工作者对B4C/Al辐射防护材料进行了许多研究及开发工作,B4C/Al辐射防护板也已在国内外乏燃料贮运中得到广泛应用[1-4]。近年来,国内几个研究单位也陆续开展了对B4C/Al复合材料的研究工作,但大多集中在材料相关的基础研究,对其综合性能尤其是辐射防护相关的性能报道较少,也未形成相应产品。从已有报道分析,B4C/Al复合材料的制备方法主要有熔体浸渗技术、熔炼制备技术、粉末冶金制备技术、自蔓延高温合成技术等。其中,粉末冶金技术是较为常用且容易实现工业化的方法。但由于Al和B4C在低温下的润湿性较差,采用常规粉末冶金法制备的复合材料致密度仅能达到92%左右,严重制约着复合材料力学性能、中子屏蔽性能及热加工性能的提高[8-10]。
热等静压烧结技术是在高温烧结的同时,对坯体施加一定的压力,从而促进复合材料烧结致密化,大幅提高材料综合性能。Schwetz等人研究了制备工艺对B4C/Al复合材料性能的影响,研究表明,采用粉末冶金方法,以少量碳作为烧结助剂,可使B4C的相对密度达到93%~97%.将样品进一步热等静压处理后,可明显提高其相对密度(99%以上),并使其力学性能大幅提高。本文采用粉末冶金工艺结合热等静压技术制备了B4C/6061Al复合材料,并将其与常规真空烧结的B4C/6061Al复合材料性能进行对比分析,从而为进一步提高其综合性能提供理论依据。
1 实验方法
1.1 复合材料制备
1.1.1 HIP态B4C/6061Al复合材料制备
将20 wt.%的B4C粉末和80 wt.%的6061铝合金粉末及合适比例的钢球、球磨介质加入球磨罐中,球磨4 h后出粉。球磨机转速为180 r/min。混合粉采用冷等静压压制成型,将成型压坯放入纯铝包套内除气封焊后置于QIH-16型热等静压机进行致密化烧结,并在580 ℃/100 MPa下保压0.5 h,传压介质为氩气。
1.1.2 真空烧结态B4C/6061Al复合材料制备
对比样采用真空炉进行压坯烧结,升温速度为10 ℃/min,真空度保持在5×10-3Pa,烧结温度为600 ℃,保温时间为1 h。样品随炉冷却。
1.2 性能检测
试样密度采用阿基米德排水法测定,称量仪器为TG320天平。采用FEI SIRION200扫描电子显微镜观察复合材料的显微组织,采用EDS分析样品成分。
2 结果与讨论
2.1 密度分析
B4C/6061Al复合材料不同工艺状态下的密度变化如表1所示。采用真空烧结法制备的B4C/6061Al复合材料密度较低,为2.33 g/cm3(相对密度为87.6%)。而采用热等静压制备的B4C/6061Al复合材料密度达2.66 g/cm3(相对密度为100%),表明热等静压技术可以有效促进B4C与Al结合,减少或消除复合材料内部缺陷,从而制备全致密的B4C/6061Al复合材料。
这主要是由于低温下(≤1 000 ℃)B4C与Al几乎不润湿;此外,由于铝合金粉氧化并在粉末表面形成一层致密的氧化膜,阻碍其烧结。在两者的综合影响下,使得B4C/Al复合材料烧结困难。而热等静压烧结可利用高温、高压作用促进B4C与Al结合,而高温、高压也可使铝粉末表面氧化层破碎,暴露出新鲜、无氧化物的铝表面,且利于复合材料烧结。
表1 BC/6061Al复合材料不同工艺状态密度变化
样品工艺状态密度/(g/cm3)致密度/(%) 理论值测量值 1真空烧结2.662.3387.6 2HIP烧结2.662.66100
2.2 烧结样品显微形貌分析
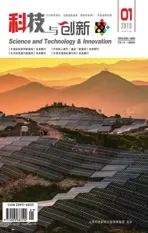
真空烧结制备的B4C/6061Al复合材料的BSE及SEM图谱如图1所示。图1中黑色为B4C,灰色为铝相。由图1可知,B4C/6061Al复合材料中没有大尺寸缺陷,B4C在铝合金基体中的分布较为均匀。B4C颗粒边缘带有明显的棱角,颗粒边缘与基体存在一些孔隙(0.2 μm内),颗粒表面与基体结合较差,也是由于B4C与Al的润湿性较差引起的。
HIP法制备的B4C/6061Al复合材料的BSE图谱如图2所示。由图2可知,B4C在铝合金基体中的分布较为均匀、致密,这主要是由于铝合金粉末在磨球辗压、冲击下发生变形,同时将脆性的B4C颗粒挤入铝合金颗粒中,如此反复,使细小的B4C颗粒机械地弥散镶嵌于铝粉末中。由BSE图谱还可以看出,B4C与铝的结合良好,未观测到孔洞等微观缺陷。由此可见,经HIP法制备的B4C/6061Al复合材料界面明显优于普通真空烧结形成的界面。
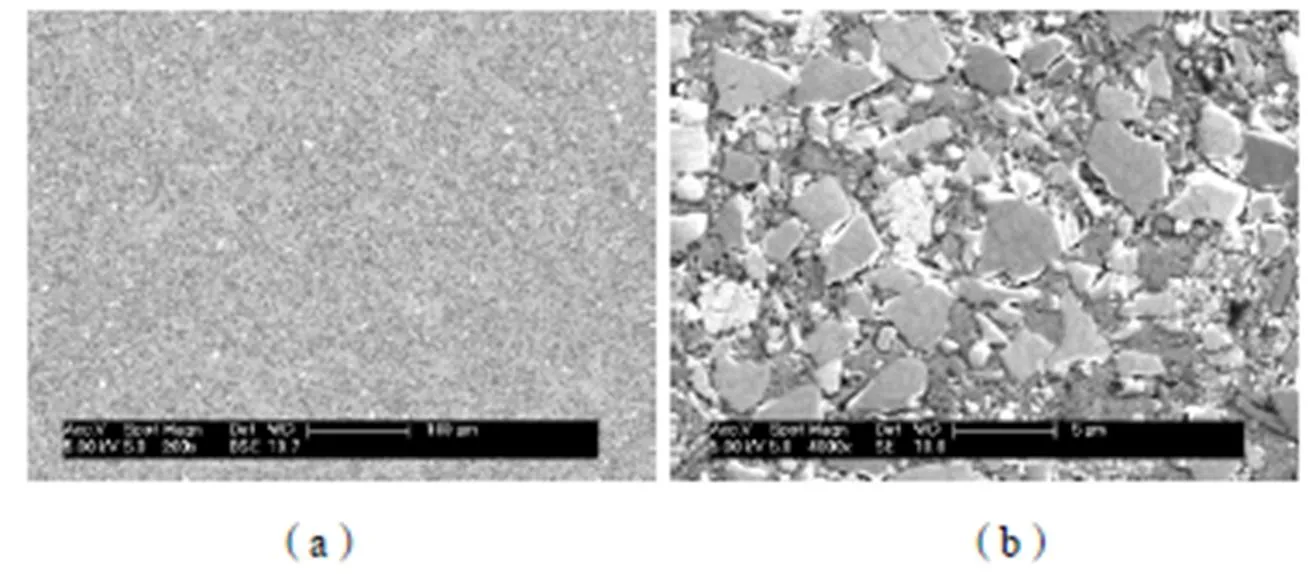
图1 真空烧结态B4C/Al复合材料显微形貌
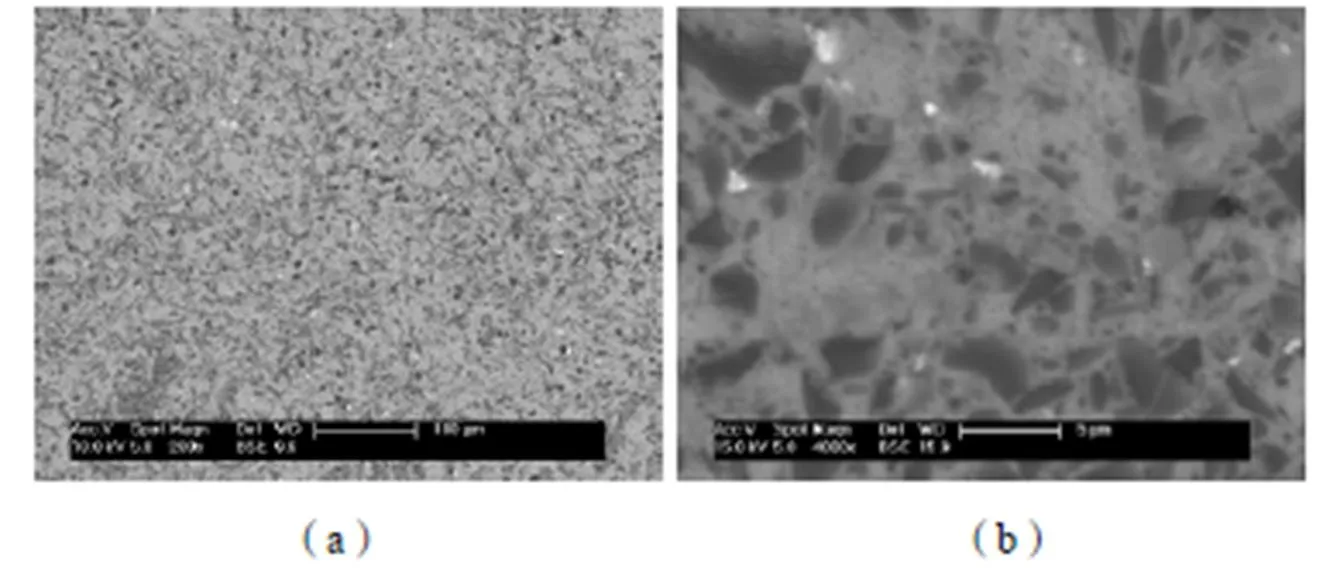
图2 HIP态B4C/Al复合材料显微形貌
3 力学性能及断口形貌分析
3.1 力学性能
HIP态20 wt% B4C/6061Al复合材料经T6处理后的力学性能如表2所示。由表2可知,HIP态20 wt% B4C/6061Al复合材料的抗拉强度平均可达388.7 MPa,远高于6061-T6合金基体的强度(约290 MPa),且高于文献报道值 (271 MPa)[11],表明B4C增强颗粒的引入可显著提高基体合金的强度。
3.2 弹性模量
颗粒增强复合材料的弹性模量值可通过Halpin Tsai公式进行预测:
=m(1+2p)/(1-p). (1)
其中:
=(p-m)/(p+2m). (2)
式(1)(2)中:为复合材料的弹性模量;m为基体的弹性模量;为B4C颗粒的长径比;p为B4C颗粒的体积分数;p为颗粒的弹性模量。
6061铝合金的弹性模量为71 GPa,B4C的弹性模量为455 GPa,B4C颗粒长径比约为1.2,体积分数为21.25%.由表2可知,复合材料的理论弹性模量为107.2 GPa,实测弹性模量为103.3 GPa,实测数值与理论预测值误差较小,仅为3.8%,这同样表明了复合材料的致密度较高。误差的产生主要是由于理论预测弹性模量时,将基体和增强体认为是绝对规则的多面体或球体,而实际B4C颗粒形状并不规则。因此,实际值与理论值相符。
表2 HIP态20 wt% BC/6061Al复合材料的力学性能
样品屈服强度/ MPa抗拉强度/MPa延伸率/(%)E/GPa 理论值实测值 1#2243776.2107.2100 2#2173944.9110 3#2193955.7100 平均值220388.75.6—103.3
3.3 断口形貌分析
HIP态B4C/6061Al复合材料的拉伸断口形貌如图3所示。由图3可以看出,断口中有明显的金属撕裂棱和韧窝,且有较多颗粒完整拔出后留下凹坑,表明HIP态B4C/6061Al复合材料的断裂既存在铝基体的塑性变形与断裂,也存在B4C颗粒的断裂和基体的脱粘,其中后者的断裂形式多于前者,材料整体表现出脆性断裂的特征。
图3 HIP态B4C/6061Al复合材料拉伸断口形貌
4 结论
通过分析我们得出以下结论:①真空烧结制备的B4C/Al复合材料密度较低,为2.33 g/cm3,基体中B4C颗粒分布均匀,但存在少量孔隙,主要分布在B4C颗粒与Al的界面处。②采用热等静压法制备的B4C/Al复合材料密度可达 2.66 g/cm3,B4C颗粒分布均匀,且与基体结合良好。③热等静压态B4C/Al复合材料抗拉强度可达388.7 MPa,远高于6061铝合金的强度,表明B4C颗粒起到了较好的强化作用。
[1]Lee B S,Kang S.Low-temperature processing of B4C-Al composites via infiltration technique[J].Mater Chem Phys,2001(67):249.
[2]Frage N,Levin L,Frumin N,et al.Manufacturing B4C-(Al,Si)composite materials by metal alloy infiltration[J].J Mater Process Tech,2003(12):486-490.
[3]彭可武,吴文远,徐璟玉,等.B4C和Al在高温条件下的化学反应及相组成的研究[J].稀有金属与硬质合金,2008,36(01):16-19.
[4]吕鹏,茹红强,岳新艳,等.B4C粒度配比对B4C-Al复合材料显微组织与力学性能的影响[J].稀有金属材料与工程,2009(38):536-540.
[5]李刚,简敏,王美玲,等.反应堆乏燃料贮运用中子吸收材料的研究进展[J].材料导报,2011,25(7):110-113.
[6]李青,华文君,崔岩,等.无压浸渗法制备B4C/Al复合材料研究[J].材料工程,2003(4):17-20.
[7]王东山,薛向欣,刘然,等.B4C/Al复合材料的研究进展及展望[J].材料导报,2007(21):388-390.
[8]Pyzik A J,Aksay I A.Multipurpose boron carbide-aluminum composite and its manufacture via the control of the microstructure:US Patent,4702770-A[P].1987-10-27.
[9]J.Lai,Z.Zhang,X.-G.Chen.Precipitation strengthening of Al-B4C metal matrix composites alloyed with Sc and Zr[J].Journal of Alloys and Compounds,2013(552):227-235.
[10]Gursoy Arslan,Ferhat Kara,Seret Turan.Processing of silicon carbide–boron carbid–aluminium composites[J].Journal of the European Ceramic Society,2009,29(3):473-480.
[11]高占平,王文先,李宇力,等. B4C颗粒增强铝基复合材料微观形貌和力学行为分析[J].材料热处理技术,2012,41(20):89-96.
晏朝晖,男,研究方向为粉末冶金材料与工艺。
王伟(1986—),女,硕士,助理工程师。
国家高技术研究发展计划(863计划)(编号:2013AA030704)
2095-6835(2019)01-0038-02
TB333
A
10.15913/j.cnki.kjycx.2019.01.038
〔编辑:严丽琴〕