大直径30CrMnSiA筒形件对轮旋压成形过程的数值模拟
2019-01-09孙于晴杨延涛赵升吨
孙于晴,韩 冬,杨延涛,赵升吨
(1.西安航天动力机械有限公司,陕西 西安 710025;2.西安交通大学 机械工程学院,陕西 西安 710049)
1 引言
随着科技的不断进步和经济水平的提高,世界各个航天大国均在航天运载火箭上加大投入以保持其领先水平,重型运载火箭是各国航天器研制的重要方向,近年来我国也着力开展重型运载火箭、重型运载器的研制。目前,世界主流大型运载火箭发动机壳体为大直径高强度钢筒形件,此类构件采用传统有模旋压成形时存在芯模和工装制造困难,工件内外表面变形不均等问题[1-4]。对轮旋压成形技术是在传统的强力旋压基础上发展而来的一种旋压加工方式,用内旋轮替代芯模,降低了旋轮及机床主轴的受力,能够加工一定范围内任意直径的筒形件而不需要制造对应尺寸的芯模,节约了芯模制造成本,解决了传统旋压加工内外表面变形不均的问题,在大直径筒形件的加工中具有明显的优势[5-6]。
目前,关于对轮旋压的研究较少,燕山大学张涛开展了对轮旋压成形时不同工艺参数下金属变形的速度场、应变速率场、应变场和应力场的理论研究[7]。华南理工大学曾超揭示对轮旋压过程中20钢及H62黄铜的晶粒细化机制,获得减薄率及再结晶退火工艺对旋压件力学性能的影响规律[8]。郭代峰运用BP神经网络,以减薄率、圆角半径、进给比为试验因素,建立了对轮旋压成形内径扩径量的预测模型,其预测值与实测值相对误差不超过5%[9]。中北大学席奇豪应用有限元软件ANSYS进行对轮旋压成形数值模拟,采用正交试验法对工艺参数进行分析,获得了影响锡青铜筒形件壁厚差和扩径量的因素主次顺序[10]。曾超对比了对轮旋压、错距旋压和有模旋压成形得出对轮旋压成形等效应力、应变差最小[11]。
由于大直径超高强度钢旋压难度大,国内对轮旋压设备加工能力有限,尚未见大直径超高强度钢筒形件对轮旋压的相关研究,本文基于有限元软件ABAQUS,建立30CrMnSiA筒形件对轮旋压有限元模型,对其加工过程进行数值模拟,得出对轮旋压成形过程中内外表面应力对称分布,改善了工件内应力状态;通过单因素试验获取了减薄率、旋轮成形角、进给比对圆度误差、壁厚偏差的影响规律,综合优选出一组最优的成形工艺参数,从而为工业实际中对轮旋压技术的应用奠定了坚实的基础。
2 对轮旋压基本工作原理
在对轮旋压工艺过程中,内外旋轮一般成对布置,且每对旋轮中心的连线必须经过工件中心,为了工件质量和工装受力合理性,旋轮对数一般为三对或四对,沿工件周向均匀布置,工件受力如图1a所示。工作时内外旋轮取代芯模,内外旋轮同时向前进给,并在工件转动下实现自转,对工件内外壁同时减薄,如图1b所示。
3 30CrMnSiA筒形件基本尺寸及材料性能
3.1 对轮旋压筒形件基本尺寸
旋压前毛坯的外径为2000mm,壁厚30mm,长度为1000mm。旋轮直径为300mm,圆角半径为8mm。按照实际模型的几何尺寸,分别建立旋轮和毛坯的几何模型,四对旋轮周向间隔90°分布。为了简化模型,将毛坯定义为可变形体,旋轮定义为解析刚体[12]。将旋轮和毛坯进行装配,三维模型如图2所示。
3.2 30CrMnSiA材料性能
为简化模型,将旋轮视为三维解析刚体,工件视为三维可变形实体。实验采用工件材料为30CrMn-SiA,材料的通过拉伸实验测得其性能参数如表1、表2所示,应力-应变关系图见图3。

图2 对轮旋压几何模型

表1 30CrMnSiA化学成分

表2 30CrMnSiA力学性能
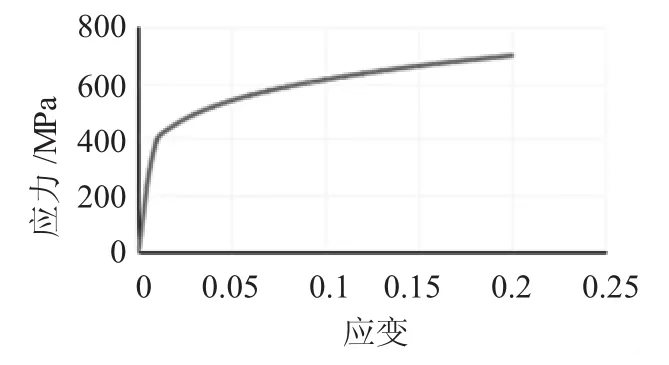
图3 30CrMnSiA应力应变曲线
4 有限元模型的建立
4.1 基本假设
为了提高模拟计算效率,做出以下两点基本假设:①在筒形件成形过程中,旋轮的变形属于弹性变形,而且在数量上很小,所以可以忽略旋压过程中旋轮的变形;②由于旋压加工过程中不断冷却,工件温度变化小,因此忽略旋压过程温度变化对坯料变形的影响。
4.2 边界条件
对于强力旋压成形,常用的有公转模型和自转模型,自转模型更加贴合实际工况,模拟结果更准确[12]。将卡盘的参考点与工件下表面施加耦合约束,使卡盘参考点的自转运动同步传递到工件上,实现工件的自转运动,四对内外旋轮分别建立各自的局部坐标系,坐标轴与旋轮中心轴线重合。在成形过程中工件转动,在摩擦力作用下带动旋轮自转,同时对旋轮施加向下的进给速度,实现对轮旋压成形过程模拟。
4.3 网格划分
在数值模拟过程中,网格质量直接影响计算精度和效率,六面体网格具有分析精度高,大变形时不易产生畸变的优点由于工件为规则形状的筒体,在旋压成形时会发生大的弹塑性变形[13],故选取显式线性3D Stress六面体单元C3D8R,共划分96000个六面体单元,网格划分如图4所示。由于旋压过程中工件发生了弹塑性大变形,容易导致工件的网格发生畸变而无法继续进行求解,因此采用ALE网格自适应技术,通过允许网格独立运动,保证网格的质量并维持其拓扑形状,进而有效解决此问题。
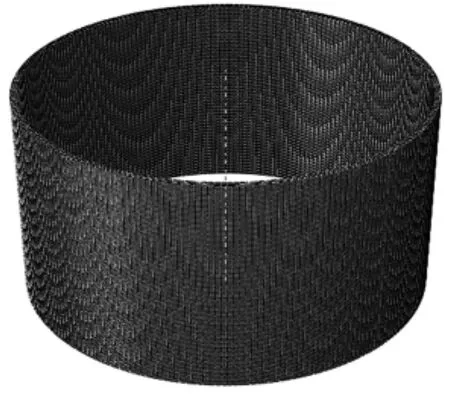
图4 网格划分
5 对轮旋压工艺方案的确定及参数选取
针对影响旋压过程的重要工艺参数进行分析,并结合实际生产经验,选取工艺参数如下:
(1)旋轮成形角。通常,工艺参数范围在20°~30°之间,因此模拟中旋轮成形角分别取15°、20°、25°、30°、35°。旋轮成形角受坯料尺寸和壁厚减薄率的影响,在实际加工中 ,成形角越大,材料隆起越高,易造成金属的非稳定流动,因此成形角不宜太大。
(2)减薄率。考虑到减薄率对工件旋压精度和表面质量的影响,减薄率一般要早合适的范围内选取,减薄率过大,容易出现轴向破裂、周向断裂和鳞状剥离等缺陷,减薄率过小,容易产生人字形裂纹和壁部皱折,为了得出减薄率对成形质量的影响规律,本文选取的壁厚减薄率跨度较大,依次为20%、25%、30%、35%。
(3)进给比。进给速率影响旋压加工的效率,在机床转速一定的情况下,旋压的进给比决定着旋轮的进给速率。本文选取进给比依次为:0.6、0.9、1.2、1.5。
根据上述旋轮成形角和减薄率的选取,设计模拟方案如表3所示。
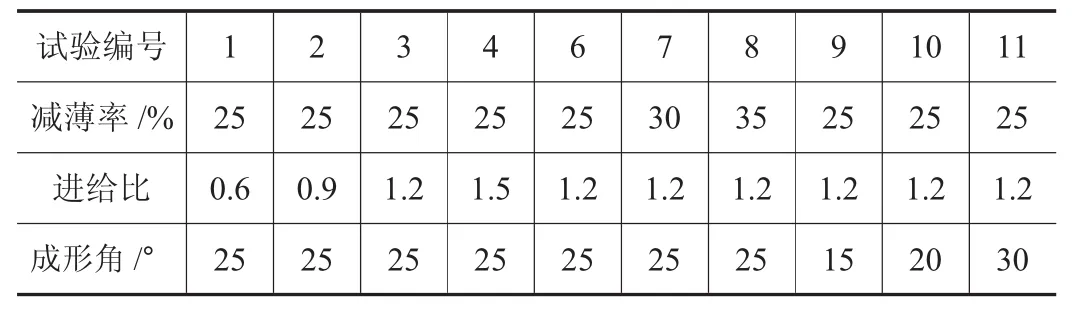
表3 对轮旋压数值模拟工艺方案
6 结果与讨论
通过开展十一组单因素模拟试验,分析对轮旋压成形过程内外表面应力分布状态;圆度误差和壁厚偏差是反映旋压成形精度的重要指标,其中壁厚偏差是指在稳定旋压阶段筒形件壁厚最大值与最小值之差,圆度误差指最大直径与最小直径的差值[14,15]。从筒形件的顶部向下,依次在其长度的 1/5,2/5,3/5,4/5处截面上,提取内外圆所有节点坐标值,在MATLAB中计算圆度误差以及壁厚偏差。
以及旋轮成形角、进给率、减薄率对成形精度的影响规律。
6.1 模型可靠性分析
将显式动态分析过程视为准静态求解,所需时间较长。在不影响分析结果精度的前提下,为了提高模拟效率,本文通过质量放大来加快计算速度。为保证模型的稳定性,验证系统的动能与内能比值。经验证,所有模型均满足动能内能比小于5%,见表4。故本文所取的质量放大系数是合理的[16,17]。
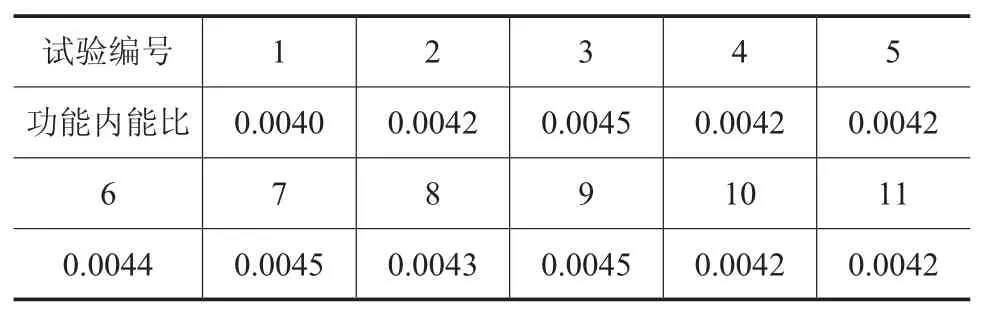
表4 各组参数下的功能内能比
6.2 旋压加工过程中的应力变化分析
对轮旋压过程中,随着旋轮沿工件轴向的进给运动,工件材料向反方向流动,旋轮正下方的金属发生塑性变形,旋轮上方的金属进入变形区,发生了一定的弹塑性变形,并出现隆起现象。应力随旋轮运动而变化,其不同时刻应力变化云图如图5a、b、c、d所示,最大应力发生在旋轮与工件的接触区域,随着旋轮的脱离,应力将逐渐减小。由图6可看出,在对轮旋压成形过程中,内外表面应力对称分布。
6.3 减薄率对成形精度的影响规律
减薄率是指壁厚减薄量与工件初始厚度的比值,反映了工件变形程度,是旋压成形过程中的重要工艺参数,直接影响旋压力大小及成形精度[18-20]。减薄率对圆度误差、壁厚偏差规律如图7、图8所示,随着减薄率增大,圆度误差随之增大,这是因为减薄率增大引起材料周向流动增大引起圆度误差增加。壁厚偏差随减薄率增大而增大,材料轴向流动阻力增大,旋轮前方金属隆起不断增加引起壁厚偏差的增加。
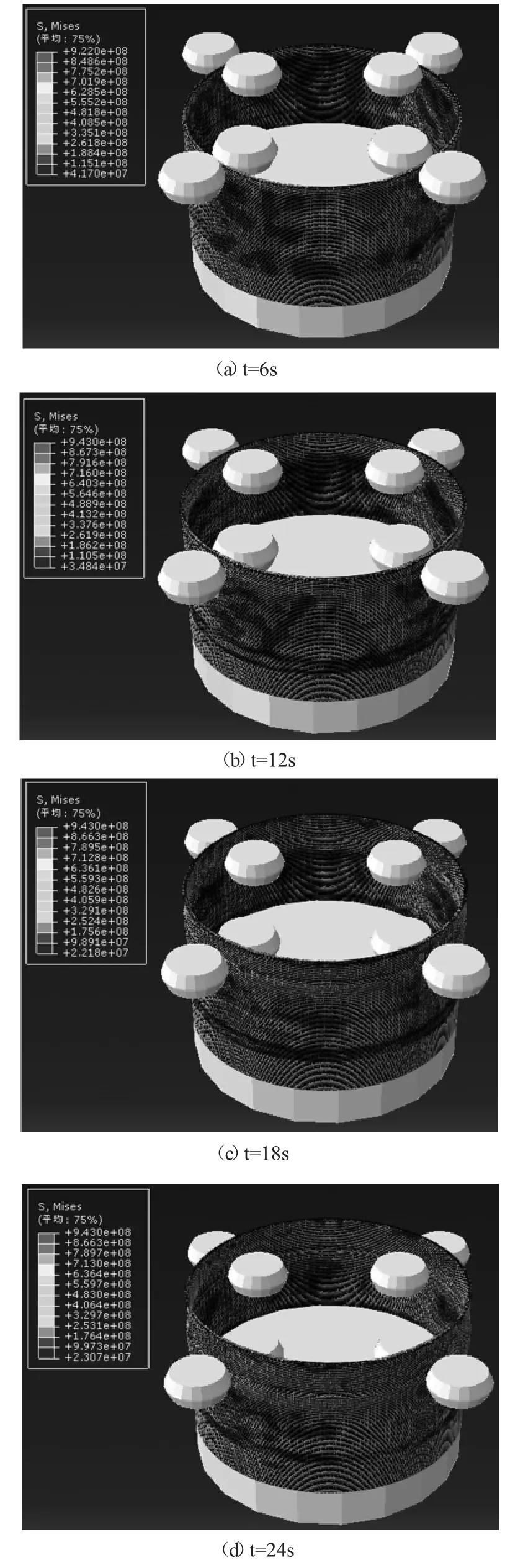
图5 不同时刻应力云图
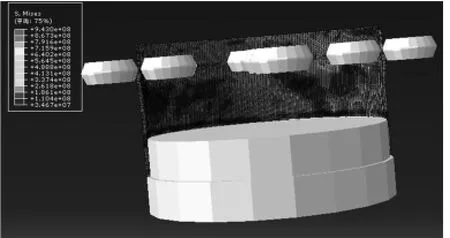
图6 应力云图剖面图
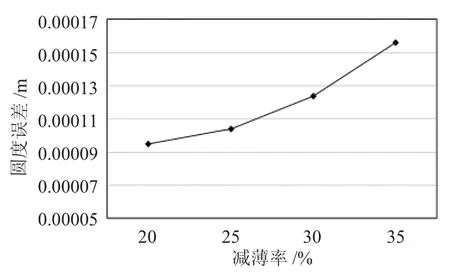
图7 不同减薄率下圆度误差变化规律
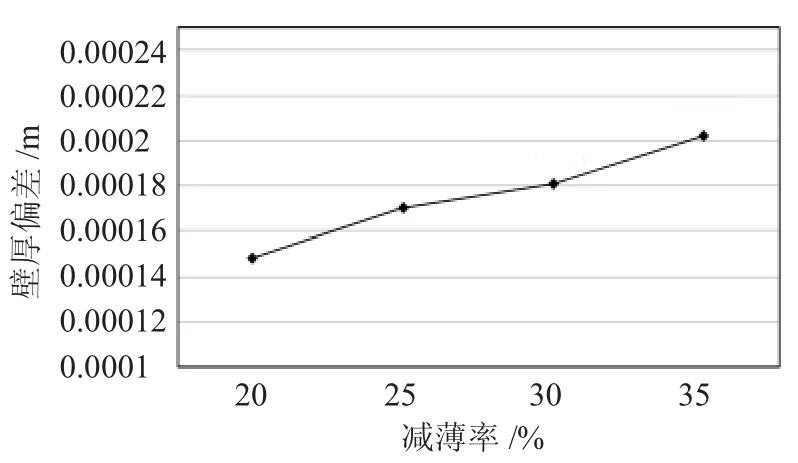
图8 不同减薄率下壁厚偏差变化规律
6.4 进给比对成形精度的影响规律
随着进给比增大,圆度误差和壁厚偏差均先增大先增大后减小,在进给比为1.2时圆度误差、壁厚偏差达到最小值,如图9、10所示。这是因为随进给比增大时,材料轴向流动增大,周向流动减小,使得圆度误差减小,但过大的进给比会引起旋轮前金属堆积,圆度误差反而增加。进给比减小,导致前后的螺旋带有较多的重合部分,引起工件反复挤压,使得壁厚偏差增大。但过大的进给比会引起旋轮前金属堆积,壁厚均匀性变差。因此在合适范围内增大进给比有助于提高生产效率和成形精度。
6.5 成形角对成形精度的影响
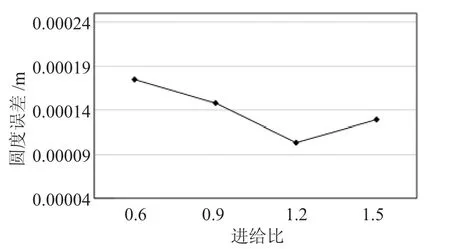
图9 不同进给比下圆度误差变化规律
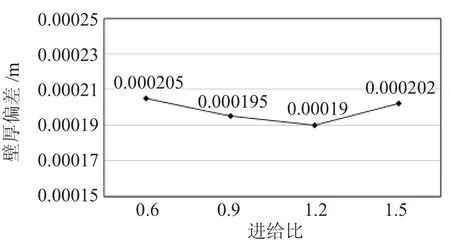
图10 不同进给比下壁厚偏差变化规律
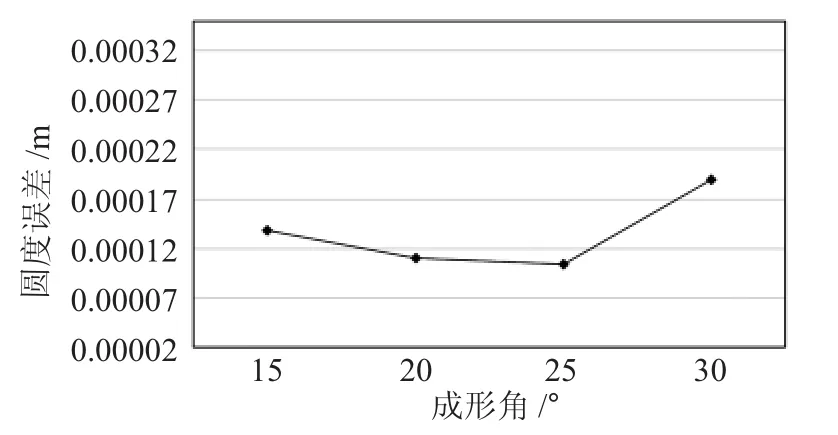
图11 不同成形角下圆度误差变化规律
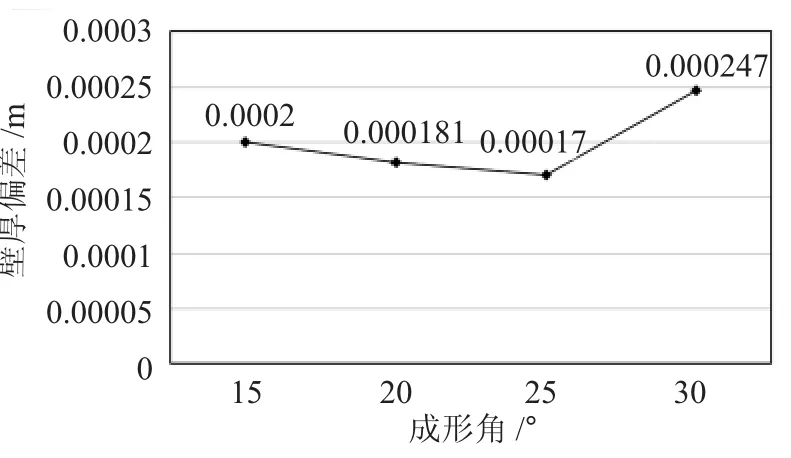
图12 不同成形角下圆度误差变化规律
在不改变工件壁厚的条件下,分别模拟旋轮成形角为 15°、20°、25°、30°、35°时加工过程,分析结果见图11、12,随着成形角的增大,材料隆起明显,旋压力先下降后上升。因为当成形角α越大,材料隆起越高,越容易造成材料堆积,旋压力和等效应变均随之增大,造成加工困难;当成形角α过小时,旋轮与毛坯的接触面积增大,旋压力也随之增大。
7 结论
(1)在对轮旋压成形过程中,最大应力发生在与旋轮接触的坯料表面上,且内外表面应力对称分布,改善了工件内应力状态。
(2)随着减薄率的增大,圆度误差和壁厚偏差随着减薄率的增大而增大;随着成形角、进给比的增大均先减小后增大。在成形角为25°,进给比为1.2时圆度误差和壁厚偏差最小。旋压力和等效应变均增大,工件径向压缩量增加,旋压加工效率明显提升。
(3)考虑成形精度、加工效率等因素,选取一组最合理的加工工艺参数为成形角25°,进给比1.2,减薄率30%。以上规律为30CrMnSiA筒形件旋压加工参数的选取提供依据,并对工艺参数的优化起指导作用,在生产实际中具有较强的应用价值。
