多连杆压力机偏心套装配角度误差对机床的影响分析和校正方法
2019-01-09居久根季雪冬
居久根,季雪冬,陈 超
(扬力集团股份有限公司,江苏 扬州 225127)
双曲柄多连杆机构在机械压力机上的应用,使普通曲柄压力机的滑块速度具备了慢进快退的特性;在工作行程内,滑块的运行速度较低且达到近似匀速运动,速度曲线可满足深拉伸、冷挤压等工艺要求,该特性可减少模具与加工件的冲击、提高模具寿命及冲压件表面质量;在工作行程前和回程时,滑块快速运行,可提高冲压生产效率。
图1为双曲柄六连杆机构双点压力机原理图,图2为双曲柄六连杆机构结构示意图。为保证双点压力机左右曲轴同步,杆系机构各个零件的加工、装配精度均要求较高,如左右曲轴偏心距误差、连杆机构左右杆件的长度误差、两偏心套的偏心距误差及其装配角度误差等等。本文主要阐述双点压力机左右偏心套在机身上的装配角度误差对压力机的影响,以及偏心套装配校正方法。
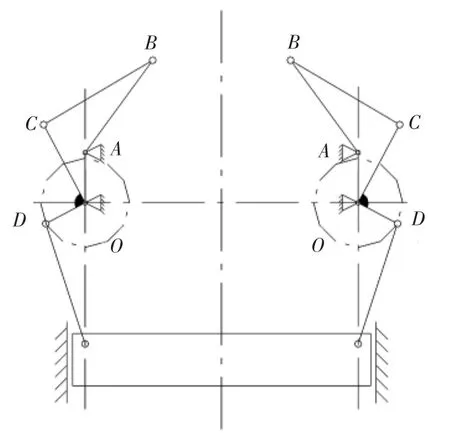
图1 双曲柄六连杆机构双点压力机原理图

图2 双曲柄六连杆机构结构示意图
1 左右偏心套装配角度误差对压力机的影响
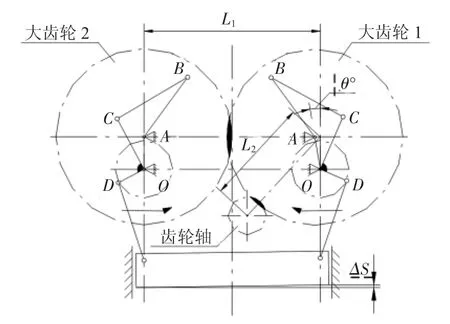
图3 偏心套装配误差示意图
如图1所示,左、右偏心套装配后应保证其偏心OA与曲轴中心线L1垂直。当右侧偏心套装配产生滞后误差θ°时,如图3、4所示,此时齿轮副中心距L1、L2实际减小至L1′、L2′;反之,当右侧偏心套超前误差θ°时,齿轮副中心距 L1、L2增大;因此,偏心套装配角度误差会直接引起该偏心套上齿轮副中心距的变化,从而影响齿轮的啮合侧隙:侧隙过小则不利于齿面形成润滑油膜,齿轮容易发热卡死;侧隙过大,机床刹车制动时会产生齿轮撞击、振动。另一方面,两偏心套装配角度误差,会使左右连杆机构及曲轴产生转角误差,导致左右曲柄不同步,滑块上下运行过程中产生波动倾斜,造成导轨发热磨损,影响机床精度。
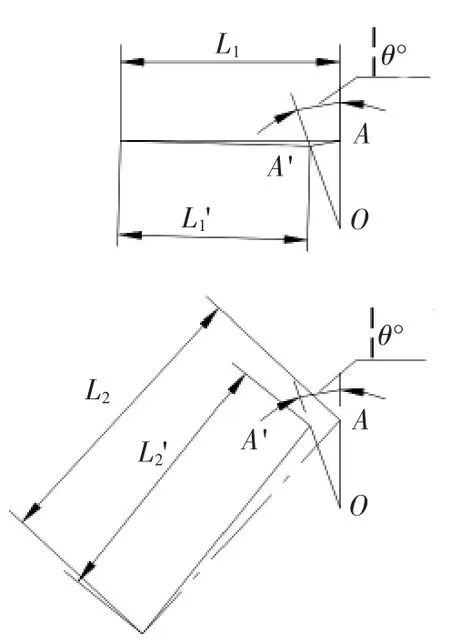
图4 齿轮副中心距变化图
2 偏心套装配角度校正
对于双点多连杆压力机的偏心套,装配后左右偏心角度位置应进行检验、校正。如图5所示为我公司利用关节臂测量机RA7530测量校正偏心套的方法示意图。先分别测量点1、2、3、4各点连线距离,按实际测量值绘制四个点并连成四边形。
根据前文叙述,左右曲轴中心连线(点1—点3)为基准,偏心距(点1—点2、点3—点4)应与曲轴中心连线(点1—点3)垂直;然后用曲轴中心连线(点1—点 3)、偏心距(点 1—点 2、点 3—点 4)三处实际测量值,按以上垂直要求绘制理论状态的四边形,并测得理论偏心对角线(点1—点4、点2—点3)尺寸;对比可得理论对角线与实际尺寸的误差;将百分表(表针)、磁性表座沿对角线方向固定(图5、6),利用百分表读数分别调整左右偏心套位置至理论对角线尺寸即可。
如图7所示为我公司运用该方法对某型号多连杆龙门压力机偏心套测量校正前后的对比数据。
设柱体 1、2、3、4 相应中心点分别为点 1、2、3、4,根据以上各点的测量数据,绘制图形如图8所示。
从以上校正前后的图形数据,可以看出左右偏心套调整后已基本达到与曲轴中心连线垂直的目标状态,左侧角度误差由原来的0.161°减小至0.003°,右侧基本达到目标状态,校正后的效果非常明显。因此,利用此方法完全可以达到将偏心套角度误差校正至接近或达到理论状态的目的。
3 结束语
本文所述偏心套的校正方法,是针对双点压力机左右偏心套装配后偏心角度误差的调整。单点机床偏心套的校正,可以通过测量曲轴中心O、齿轮轴孔中心(参见图3、4)、偏心点A,各点中心距,通过偏心点A与齿轮轴孔中心点连线L2理论值与实际值L2′的误差值校正偏心套。本文所述方法的主要优点为:
(1)有效控制左右偏心套的角度误差,保证位置精度;减小角度误差对传动齿轮啮合侧隙的影响;避免偏心位置精度产生的左右连杆机构及曲轴转角误差,提高滑块运动的平稳性,保证滑块底面与工作台板运行过程中的平行度(即滑块行程对工作台板的垂直度)。
(2)偏心套位置校正后,可保证偏心套与大齿轮铜瓦的滑动配合间隙,有效避免因齿轮副过紧,顶死铜瓦滑动间隙,而导致铜瓦发热、抱死的现象。
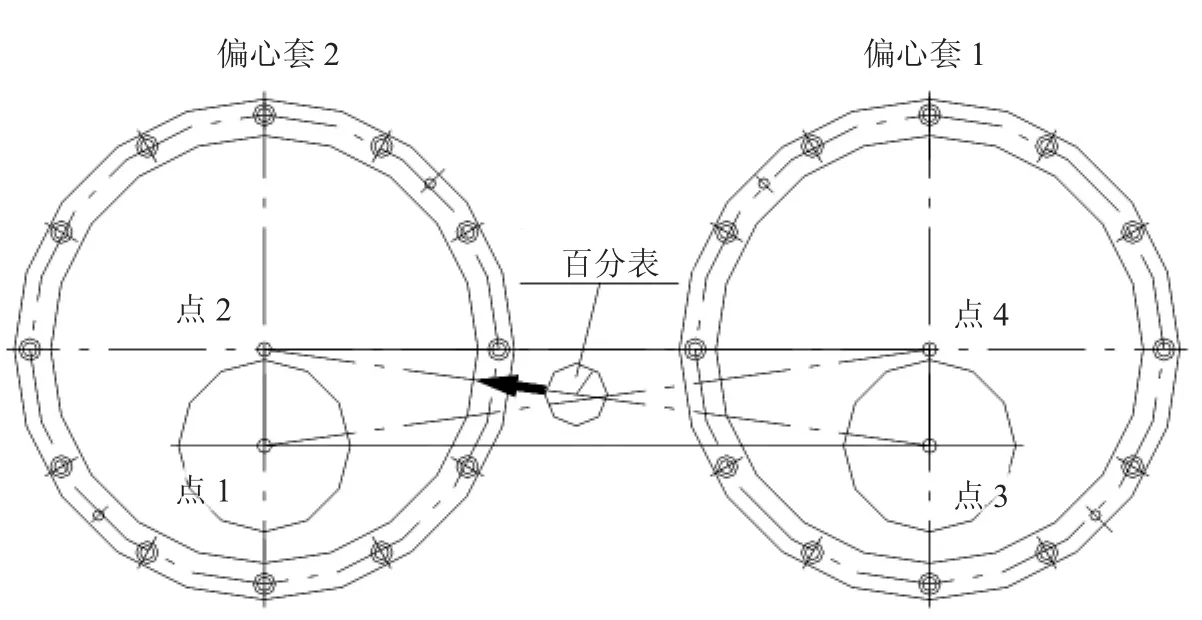
图5 测量校正偏心套

图6 实际测量图
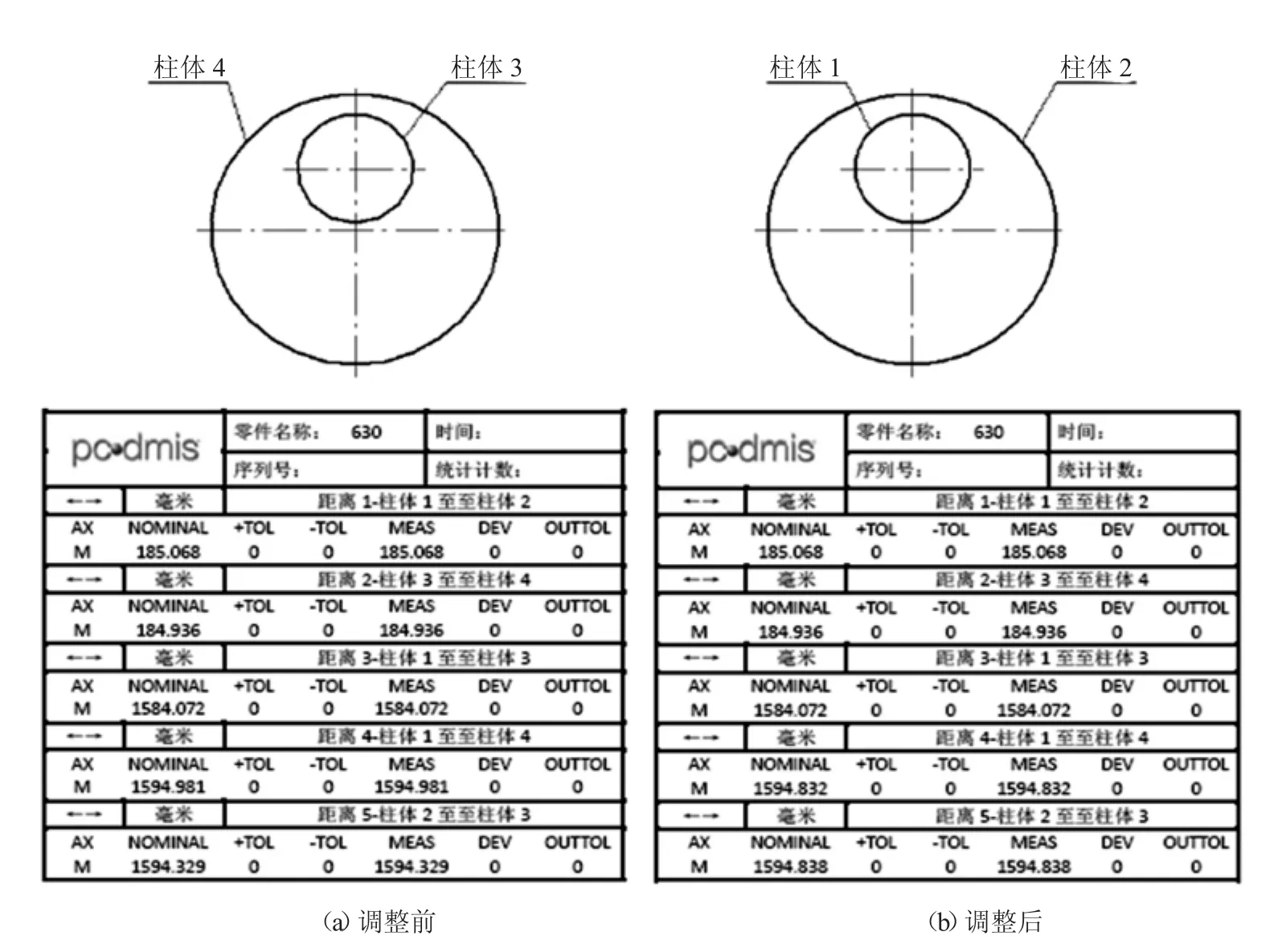
图7 偏心套测量校正对比示例

图8 校正前后中心点数据对比
(3)该校正方法可避免偏心套位置度对加工设备的精度要求,减小零件加工难度,降低加工成本。
