驻车齿轮冷锻成形技术研究
2019-01-09袁海兵李明明倪亚玲
袁海兵,陈 荣,李明明,倪亚玲,朱 卫,杨 益
(江苏森威精锻有限公司,江苏 大丰 224100)
驻车齿轮作为汽车减速机的重要组成零件,其作用是在汽车行驶至P档时,起到停止机构转动的作用。齿轮主要是通过传统的切削加工或采用热锻与切削相结合的方式来加工,生产成本高且费时[1]。近年来,为了提高齿轮零件的安全性能和力学性能,同时应对汽车零部件企业的成本压力,越来越多的齿轮开始采用精锻成形技术[2]。齿轮的冷精锻成形工艺具有提高强度、节能降耗、提高生产效率等优点。
本文以某驻车齿轮为研究对象,基于刚塑性有限元理论,利用有限元分析软件为工具,对驻车齿轮冷锻分流成形工艺展开研究,探寻其流动规律,成形状况及成形力,为其生产应用提供参考。
1 锻件图分析
图1所示为驻车齿轮锻件图,是根据某车型驻车齿轮的零件图、技术要求及其锻造成形工艺特点绘制而成的,锻件材料为27CrMo4,对应的三维模型如图2所示。该零件为带毂的直齿轮,其中,毂部为工艺设计的分流台阶,后续通过车削的方式进行切除,而齿轮部分为工作部分而不希望进行后续加工。对齿廓部分提出了较高的要求,齿廓相对于自身轮廓的≤0.15,表面粗糙度Ra≤2.0,故根据冷锻工艺成形的特征,可以完全满足该零件的各项要求。

图1 驻车齿轮锻件图

图2 驻车齿轮锻件三维模型
2 冷锻工艺设计
一般而言,直齿圆柱齿轮冷精锻过程中主要存在成形困难、工作载荷大和模具寿命低的问题[3]。因此如何在较低的成形载荷条件下,获得齿形相对饱满的合格零件并提高模具寿命备受关注。刘全坤等提出改变模具几何形状来改变金属的塑性流动,通过数值模拟发现齿轮充填饱满,成形效果较好[4];胡成亮等人提出了一种带毂直齿轮精锻的新工艺,研究结果表明,可以在较低载荷条件下获得齿形饱满的齿轮锻件[5];施卫兵等人应用正交模拟试验结合多岛遗传算法进行优化以及工程试验相结合的方法,得出分流口直径是影响成形力大小的最主要因素的结论,并成功提高了结合齿类零件的模具寿命[6]。
目前,对驻车齿轮冷锻成形的工艺研究较少,本文借助前人研究的基础,同时结合本公司在冷锻生产上的经验,制定了如图3所示工步图。从图3中可以看出,锻造前通过机加工的方式,获得符合工艺需求的环料,在批量生产时可通过定制管材用来进一步降低成本;对分流口直径进行优化设计同时对上、下模具几何形状的优化,获得较低的成形载荷和较为理想的充填效果。
3 数值模拟分析
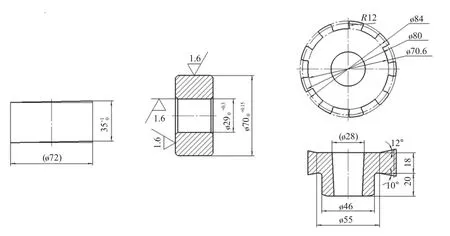
图3 驻车齿轮工步图
考虑到几何对称性,建模取1/18模型,如图4所示;材料数据选用Deform-3D材料库中通用齿轮用钢DIN-20MnCr5材料;摩擦条件采用剪切摩擦模型,摩擦因子设为0.12;凸模速度选为15mm/s。
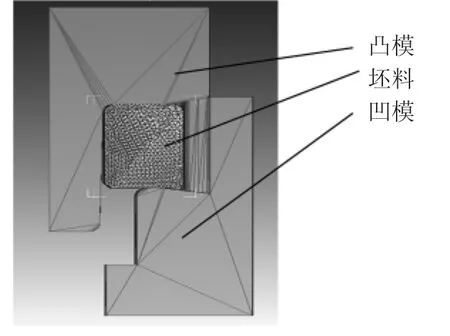
图4 有限元模型
3.1 充填效果分析
图5所示为驻车齿轮精锻过程中的充填效果情况云图。从图中可以看出,在50%压下量时,齿轮下部分已经有材料明显填充齿轮模腔,但齿顶未接触模具;在75%压下量时,齿轮下部分已经部分材料已经填充完成,齿顶已经开始接触模具;而在100%压下量时,整个齿面完全贴合模具,充填良好。因此,模具几何形状的优化设计很好地解决了齿轮充填效果问题。
3.2 等效应力分析
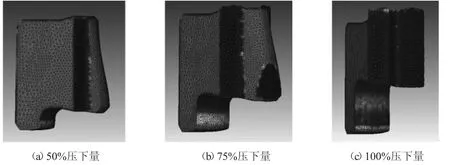
图5 充填效果云图

图6 精整后制件与模具最小距离云图
图6所示为驻车齿轮精锻过程中的等效应力情况云图。从图中可以看出,在50%压下量时,齿轮下端的等效应力较大,该部分率先发生塑性变形;在75%压下量时,整个齿部已经出现较大的等效应力,此时整个齿面已经发生剧烈的塑性变形;在100%压下量时,此时成形终了,由于保压作用,此时整个齿面仍保持较高的等效应力。从云图中可以看出,成形过程中,最大等效应力约为700MPa左右,且齿部的等效应力分布较为均匀。
3.3 成形载荷分析
图7所示为驻车齿轮精锻过程中载荷-行程曲线。从图上可以看出,曲线走势可分2个阶段,首先毛坯在凸模作用下与凹模接触,开始进入塑性变形阶段,此时齿顶圆未跟模具接触,成形力缓慢上升;随着凸模的继续下压,压下量在8.5mm左右时材料已经于齿顶接触,成形载荷开始急剧上直至成形终了。总体来看,齿形填充满的时候,载荷力最大,最大成形载荷约为600t左右,成形力较低,工艺实现较为方便。
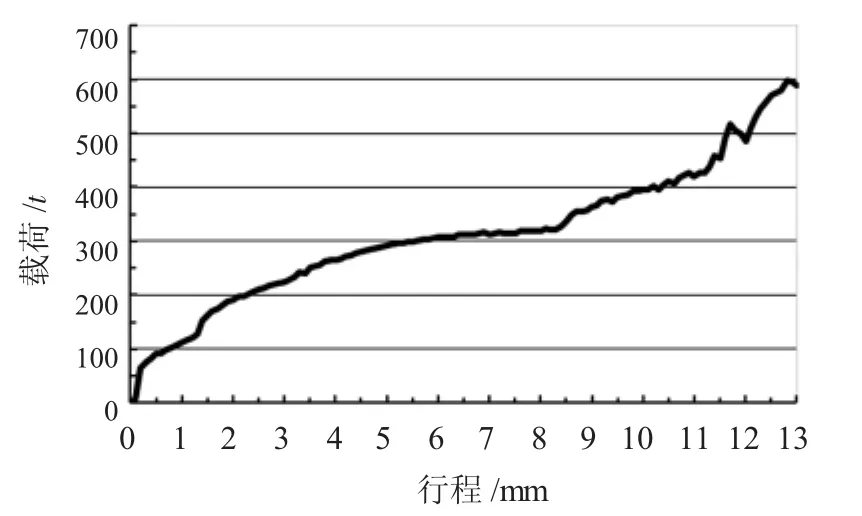
图7 载荷-行程曲线
4 工艺试验
根据给出的方案进行工艺试验,在经过下料→球化退火→制坯→抛丸→磷皂化→成形等工艺流程后,获得如图8所示的驻车齿轮制件。仔细观察制件,齿形处成形饱满,虽然在的过渡R弧处有轻微的不饱满现象,但满足设计要求,且与模拟结果基本吻合。工艺试验结果,验证了模拟分析的可靠性,同时也证明了改进方案可行性。
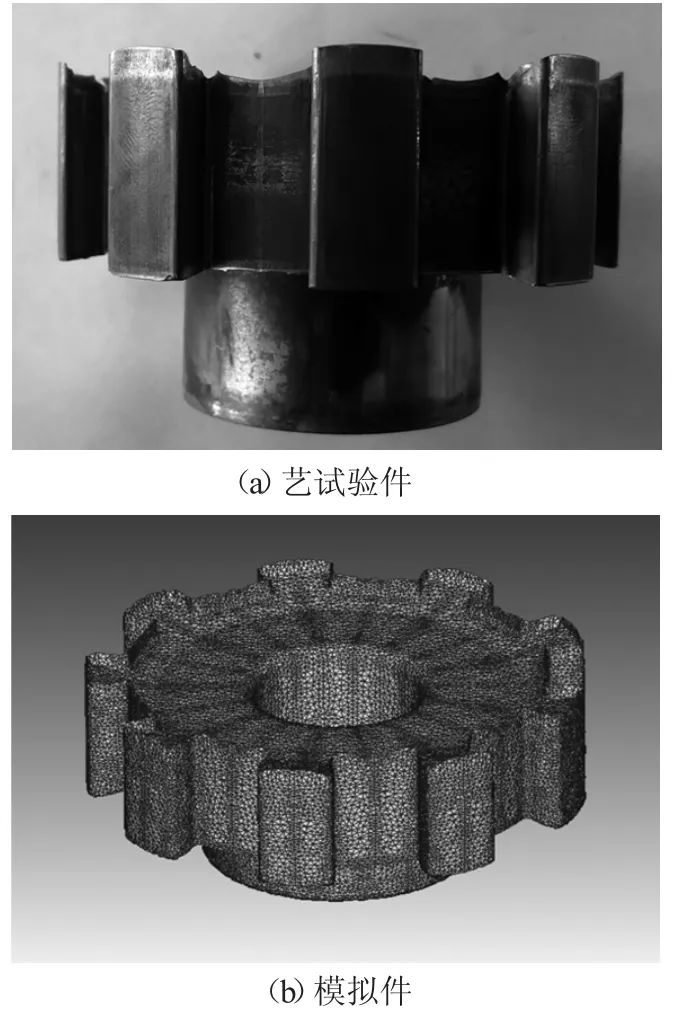
图8 工艺试验件与模拟件对比
5 结语
(1)针对齿形充填不饱满的现象,基于对模具几何形状的优化,较好地解决了齿轮充填效果的问题。
(2)针对成形力过高的问题,基于对分流口直径的优化设计,在较低载荷的情况下获得了较为理想的齿轮填充效果。
(3)通过数值模拟分析,从充填效果、等效应力与成形载荷等方面进行分析,较好地预测了工艺的试验结果,并完成了相应的工艺试验,试验结果与数值模拟结果基本吻合,所得试制件齿部充填效果良好,成形载荷较低,满足设计要求,对该类零件的实际生产具有指导意义。
