锻造工艺对Ti-6Al-4V合金大规格方坯组织与性能的影响
2019-01-04段晓辉王永强冯秋元欧笑笑刘宇舟
李 瑞,段晓辉,岳 旭,王永强,冯秋元,欧笑笑,刘宇舟
(1.宝钛集团有限公司,陕西 宝鸡 721014)(2.宝鸡钛业股份有限公司,陕西 宝鸡 721014)
0 引 言
Ti-6Al-4V合金是一种α+β两相钛合金,具有良好的工艺塑性、超塑性、焊接性和耐腐蚀性能等优点,被广泛应用于航空航天、舰船、医疗等领域。该合金具有较高的屈强比,一般采用热加工成形,锻造过程中的变形温度、变形量等工艺参数对合金组织及性能影响显著[1]。
目前我国生产大规格方坯主要采用自由锻造方式,锻造火次往往超过16火,这样制备的锻件性能虽可以满足标准要求,但与国外产品相比,批次稳定性较差,成本偏高。为了得到高质量、高稳定性、低成本的产品,可通过全流程控制锻造技术。在锻造设备上设置程序,控制锻造工艺参数,从而提高产品质量及稳定性,减少锻造火次,降低成本[2-3]。本研究采用万吨液压机进行全流程控制锻造,以3种不同的工艺分别制备Ti-6Al-4V合金大规格方坯,对不同锻造工艺制备的大规格方坯进行力学性能、显微组织和超声波探伤检测,探索合理的锻造工艺,以得到工艺流程短、性能优良的Ti-6Al-4V合金大规格方坯。
1 实 验
实验材料为经3次真空自耗电弧炉熔炼的Ti-6Al-4V合金铸锭,规格为φ796 mm,低倍组织如图1所示,化学成分符合AMS 4928U标准要求。采用金相法测得铸锭β相变点为995 ℃。

图1 Ti-6Al-4V合金铸锭低倍组织Fig.1 Macrostructure of Ti-6Al-4V alloy ingot
根据研制要求制定出3种锻造工艺,利用Simufact软件进行计算机模拟,根据计算结果输出的温度场与应变场,分析并优化锻造工艺参数,使得锻造过程中变形充分均匀。设置万吨液压机的道次压下量、压下速率、进给量及翻转角度等工艺参数,使锻造过程在优化后的工艺参数下进行。相比于传统的自由锻造方式,该锻造过程由液压机对坯料进行处理,不仅可以避免操作者的人为作用,还能保证产品尺寸准确度及工艺执行率,确保产品具有良好的稳定性。制定的3种锻造工艺如下。
工艺A:①坯料加热至相变点以上较高温度,进行6火自由锻(镦粗、拔长),锻后水冷;②加热至相变点以下20~40 ℃,进行4火自由锻;③加热至相变点以下30~50 ℃,2火锻造得到245 mm×480 mm×3 700 mm方坯。工艺A共进行12火锻造。
工艺B:①坯料加热至相变点以上较高温度,进行5火自由锻,锻后水冷;②加热至相变点以下20~40 ℃,进行1火自由锻;③加热至相变点以上较高温度,进行1火自由锻,锻后水冷;④加热至相变点以下20~40 ℃,出炉后进行3火自由锻;⑤加热至相变点以下30~50 ℃,2火锻造得到245 mm×480 mm×3 700 mm方坯。工艺B共进行12火锻造。
工艺C:①坯料加热至相变点以上较高温度,进行5火自由锻,锻后水冷;②加热至相变点以下20~40 ℃,进行3火自由锻;③加热至相变点以下30~50 ℃,2火次锻造得到245 mm×480 mm×3 700 mm方坯。工艺C共进行10火锻造。
Ti-6Al-4V合金大规格方坯经780 ℃×2 h/AC退火后,在其头部切取试样片,沿边部、W/4处(W为方坯宽度)、心部切取横向与纵向金相试样,用腐蚀液(5%HF+10%HNO3+85%H2O)腐蚀后,采用AXIOVERT 200MAT金相显微镜进行显微组织观察。在方坯头、中、尾部切取试样块,在试样块纵向(L)、横向(LT)和高向(ST) 的W/4处各取2个力学性能试样,采用INSTRON 5885拉伸试验机进行室温力学性能测试。按AMS 4928U标准要求,采用SONATEST 380M型探伤仪,用直接接触法进行超声波检测,探头型号为5P20Z。
2 结果与讨论
2.1 锻造工艺对大规格方坯显微组织的影响
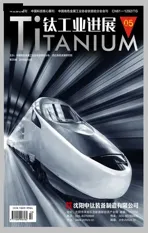
3种锻造工艺得到的Ti-6Al-4V合金大规格方坯的显微组织分别见图2、图3、图4。铸锭经过单相区和两相区的热加工变形后,原始β晶粒得到了充分破碎,显微组织为β基体上均匀分布的不同尺寸的等轴α相组织,初生α相含量约占80%左右。从形貌上看,工艺A和B较工艺C的初生α相尺寸更为细小;工艺C方坯组织中初生α相尺寸偏大,局部存在未完全破碎的晶界α相以及大块α相,β相中有转变的针状α相。A、B、C 3种工艺均是先在β单相区进行开坯锻造,并采用水冷方式进行冷却,因此β相来不及通过扩散形成稳定的α相,而是以切变方式进行相变,保留了相对细小的α片层。这种片层组织不能通过热处理改变其形貌,使其球化或者等轴化,只能通过α+β两相区大变形实现,应变较小时,片层组织发生扭折,应变增大到一定程度后开始发生动态球化[4-5]。进入α+β两相区变形后,工艺A、B的变形足够充分,满足使与横断面平行和垂直方向的片状α相充分变形的条件,原始晶粒充分破碎,球化过程进行的较充分,组织均匀性好。工艺B在α+β两相区变形中增加了一火β单相区均匀化处理,由于β晶粒在单相区加热时长大非常迅速,容易形成连续的晶界α相,因此工艺B较工艺A的晶粒大[6]。工艺C只进行了10火锻造,在单相区和α+β两相区变形不足,导致晶粒破碎不充分,晶粒粗大,球化过程不完全,形成的组织不均匀,心部存在长条及大块α相(图4)。
图2 工艺A锻制的Ti-6Al-4V合金方坯的金相照片Fig.2 Metallographs of Ti-6Al-4V alloy forging billet produced by process A:(a)horizontal edge;(b)horizontal W/4;(c)horizontal heart;(d)vertical edge;(e)vertical W/4;(f)vertical heart
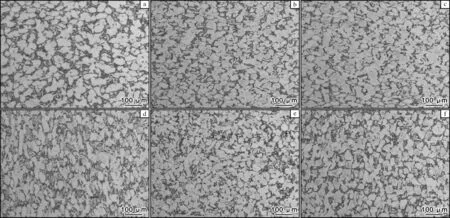
图3 工艺B锻制的Ti-6Al-4V合金方坯的金相照片Fig.3 Metallographs of Ti-6Al-4V alloy forging billet produced by process B:(a)horizontal edge;(b)horizontal W/4;(c)horizontal heart;(d)vertical edge;(e)vertical W/4;(f)vertical heart
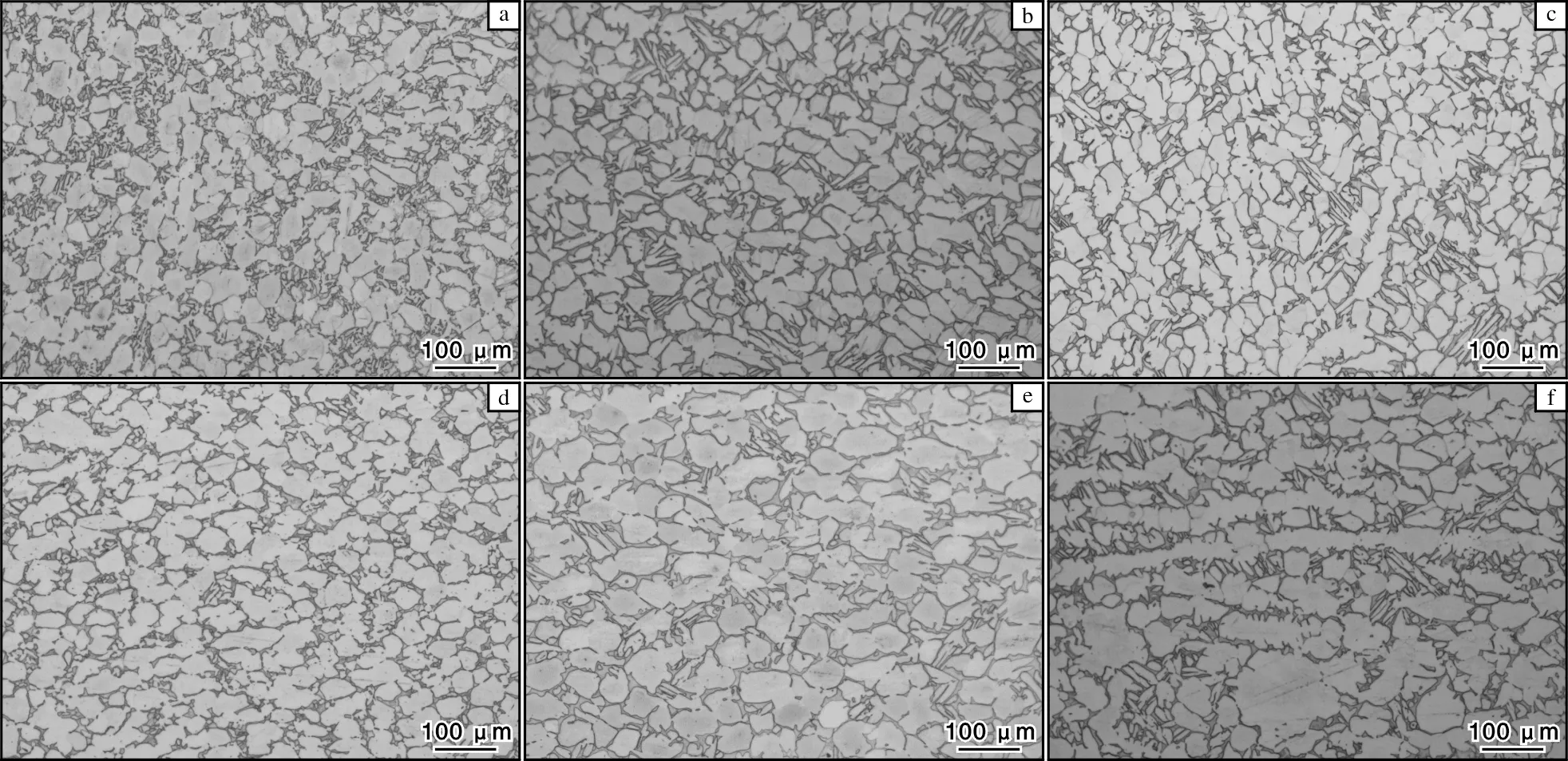
图4 工艺C锻制的Ti-6Al-4V合金方坯的金相照片Fig.4 Metallographs of Ti-6Al-4V alloy forging billet produced by process C:(a)horizontal edge;(b)horizontal W/4;(c)horizontal heart;(d)vertical edge;(e)vertical W/4;(f)vertical heart
2.2 锻造工艺对大规格方坯力学性能的影响
A、B、C 3种工艺锻制的大规格方坯的力学性能见表1。由表1可以看出,3种工艺锻制的Ti-6Al-4V合金大规格方坯的力学性能均满足AMS 4928U标准要求。工艺A、B的强度虽低于工艺C,但各方向差异较小,均匀性更好,且塑性明显高于工艺C的。这是由于工艺A、B均在单相区和两相区进行了大变形,原始晶粒充分破碎,动态再结晶充分,球化过程充分,组织均匀性好,且强度与塑性匹配较好[7-8]。工艺C方坯组织中有长条α相和针状次生α相存在,使得材料在塑性变形时位错和滑移容易沿某一方向产生应力集中,形成裂纹源,引起材料强度升高,塑性下降。
表1不同工艺锻制的Ti-6Al-4V合金大规格方坯的室温力学性能
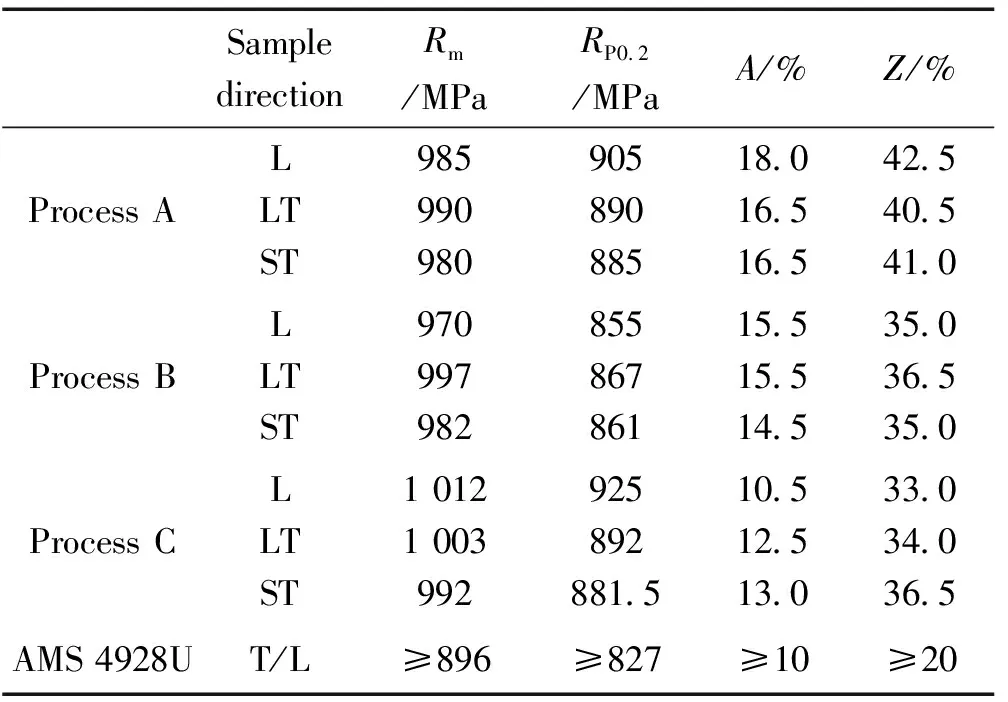
Table 1 Room temperature mechanical properties of Ti-6Al-4V alloy large forging billets by different processes
2.3 Ti-6Al-4V大规格方坯超声波探伤
3种工艺锻制的Ti-6Al-4V合金大规格方坯的超声波探伤结果见表2,探伤杂波图见图5。由表2可以看出,工艺A、B的杂波水平明显低于工艺C。由图5可以看出,工艺A的杂波最低,工艺B次之,工艺C的杂波明显高于工艺A和B。杂波是组织不均匀性的反映[9]。工艺A、B的超声波探伤杂波水平低, 反映出方坯的组织整体均匀性较好,这也与图2、图3结果相吻合。工艺C锻制的大规格方坯从边部到心部组织差异较大,心部长条α相具有明显的方向性(图4),使得超声波沿该方向散射叠加,从而产生较高的杂波[10-11]。
表2 Ti-6Al-4V合金大规格方坯超声波探伤结果
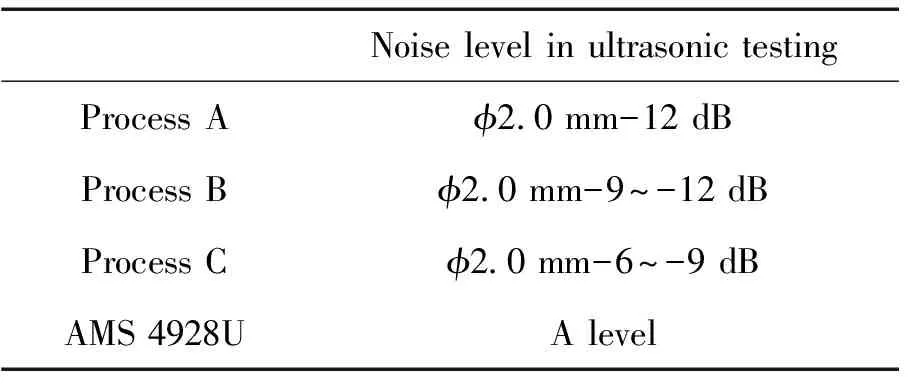
Table 2 Ultrasonic testing results of Ti-6Al-4V alloy large forging billets
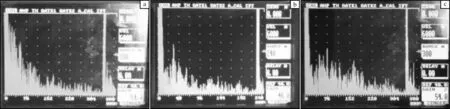
图5 不同工艺锻制的Ti-6Al-4V合金大规格方坯的超声波探伤波形图Fig.5 Waveform of ultrasonic flaw detection of Ti-6Al-4V alloy large forging billets produced by different processes:(a)process A;(b)process B;(c)process C
3 结 论
(1)采用全流程控制的3种工艺锻制出245 mm×480 mm×3 700 mm的Ti-6Al-4V合金大规格方坯,显微组织均为等轴组织,初生α相含量约占80%。工艺A、B锻制的方坯组织细小,均匀性好,超声波杂波水平低。工艺C锻制的方坯晶粒尺寸粗大,组织不均匀,心部存在长条及大块状α相。
(2)工艺A、B锻制的方坯有较好的强度和塑性匹配。工艺C的强度虽较高,但塑性相对较低。
(3)从组织均匀性、力学性能及超声波杂波水平综合考虑,工艺A为最优锻造方案。